Mengukur Kelurusan di Bagian Logam Kecil
Di mana Kualitatif Mengalahkan Kuantitatif
Di Metal Cutting Corporation, di mana setiap hari kami memproduksi ribuan batang, tabung, dan kabel yang dipotong memanjang, kelurusan adalah fitur yang sering kami kerjakan. Itu karena saat kami menggiling tanpa pusat, kami mendapatkan hasil yang optimal saat bagian yang kami giling lurus.
Selain itu, pelanggan kami sering menyebut kelurusan sebagai fitur penting dari suku cadang mereka, bersama dengan pemosisian dan karakteristik toleransi geometrik lainnya.
Kelurusan sangat penting untuk kabel, pin, tabung, dan bagian silinder lainnya yang perlu dimasukkan ke dalam lubang atau dipasangkan dengan bagian lain. Kelurusan bahan juga akan mempengaruhi tegak lurus potongan ujung, jadi meskipun kelurusan itu sendiri tidak disebutkan pada gambar, jika tegak lurus, bahan awal harus lurus.
Apa itu Lurus?
Alih-alih kelurusan permukaan, yang merupakan indikator kerataan sepanjang satu garis pada permukaan suatu bagian, kelurusan yang kami kerjakan adalah indikasi seberapa banyak busur (kurva) yang diizinkan pada sumbu suatu bagian.
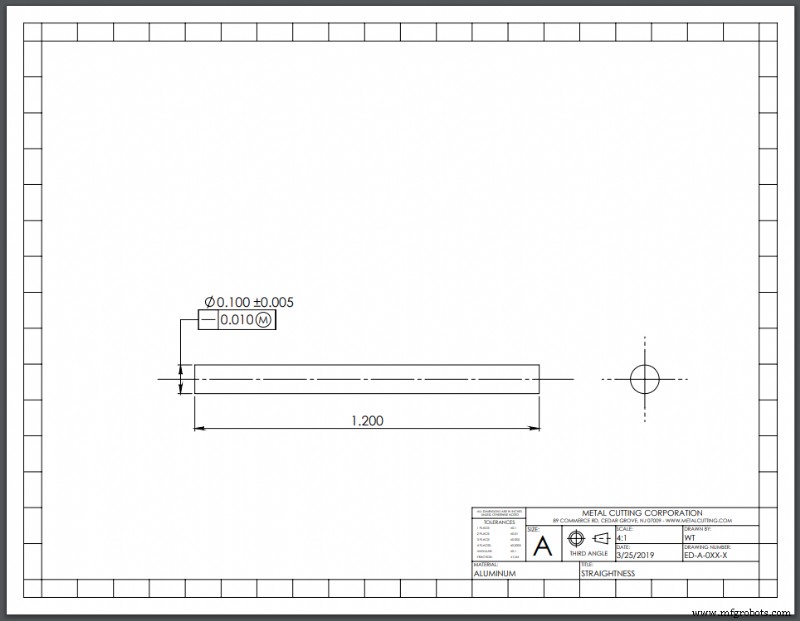
Apa yang disebut kelurusan sumbu ini dilambangkan dalam GD&T dengan garis lurus dan biasanya disebut pada gambar teknik sebagai dalam pengukuran X melintasi panjang Y — misalnya, 0,001” (0,0254 mm) di atas 1,0” (25,4 mm). Itu berarti lebih dari 1” panjang kawat, tabung, atau batang, tidak mungkin ada busur yang berukuran lebih besar dari 0,001” pada puncaknya.
Ada berbagai standar ASTM untuk berbagai bahan, seperti spesifikasi ASTM B387-10 untuk batangan, batang, dan kawat yang terbuat dari molibdenum dan paduannya; ini menetapkan persyaratan kelurusan sebagai 0,050” (1,27 mm) dengan panjang lebih dari 1’ (304,8 mm).
Kalau saja semuanya sesederhana itu!
Kontroversi Pengukuran
Bagian yang sulit adalah bahwa keterangan kelurusan sumbu tunduk pada banyak interpretasi.
Jika Anda memiliki busur X yang benar-benar sempurna atau kurang dan menemukan bahwa Anda memiliki busur yang sama di setiap bagian panjang Y di sepanjang keseluruhan bagian, maka Anda dapat mengatakan itu mencapai kelurusan yang ditentukan X selama Y kali dikalikan panjang penuh. Namun, banyak yang akan berargumen bahwa itu bukan kenyataan dan karena itu bukan ukuran kelurusan yang akurat.
Faktanya, masalah menentukan kelurusan di seluruh panjang bagian secara mengejutkan kontroversial, dan pendapat tentang cara mengukurnya banyak dan beragam.
Untuk satu hal, tidak ada hal seperti busur yang sempurna. Saat Anda melihat keseluruhan panjang suatu bagian, hampir selalu ada beberapa ketidakkonsistenan, dengan beberapa area yang sedikit lebih melengkung dan yang lainnya lebih lurus.
Selain itu, hasilnya bergantung pada pengamatan interval Y di seluruh panjang bagian dalam satu atau dua bidang. Jika Anda memindahkan satu inci atau bahkan sepersekian inci ke salah satu sisi, Anda melihat interval Y yang berbeda dan seterusnya, secara eksponensial.
Oleh karena itu, ada jumlah tak terbatas dari interval Y yang harus dipertimbangkan. Bagaimana mungkin seseorang melihat setiap interval atau memutuskan mana yang secara akurat mewakili keseluruhan bagian?
Pendekatan yang Lebih Mudah
Daripada memperdebatkan cara mengukur, di sini di Metal Cutting kami menggunakan pendekatan sederhana berdasarkan spesifikasi ASTM F2819. Ini menyediakan empat metode pengujian standar untuk mengukur kelurusan batang, batang, pipa, dan kawat yang akan digunakan untuk perangkat medis.
Metode kuantitatif untuk mengukur kelurusan
Dua dari metode pengujian adalah kuantitatif , menghasilkan angka yang mewakili pengukuran kelurusan.
Dengan uji celah , bagian digulung pada permukaan datar dan celah terbesar yang ditemukan antara permukaan datar dan bagian diukur menggunakan halaman pin, mikrometer, atau beberapa jenis skala linier.
Dengan uji pembacaan indikator total (TIR) , bahan ditempatkan di antara v-blok dan indikator melakukan pengukuran saat bahan diputar satu putaran. Pembacaan maksimum dan minimum kemudian digunakan untuk menghitung TIR.
Masalah dengan kedua pengujian ini adalah pengukuran tersebut bisa sangat sulit dilakukan, terutama dengan diameter yang sangat kecil yang biasanya kami gunakan di Metal Cutting Corporation.
Selain itu, dapat dengan mudah menimbulkan kesalahan saat melakukan pengukuran; misalnya, saat memasukkan pengukur pin ke celah kecil, mudah untuk mengangkat bagian secara tidak sengaja dan mengubah pengukuran.
Metode kualitatif untuk mengukur kelurusan
Karena itu, di sini di Metal Cutting kami biasanya memilih tes kualitatif yang menggunakan metode lulus/gagal sederhana untuk menentukan kelurusan.
Dengan tes guling jari , suatu bagian digulung pada permukaan yang datar dan jika bagian tersebut bergoyang, maka bagian tersebut gagal. Jika bagian tersebut tidak goyah, bagian tersebut lolos dan dianggap cukup lurus.
Seperti namanya, uji pelat datar miring melibatkan pelat datar yang dipasang pada bidang miring untuk lulus/gagal uji kelurusan.
Jumlah derajat kemiringan diatur berdasarkan diameter bagian (atau seperti yang disepakati oleh pelanggan dan pemasok), yang kemudian ditempatkan di bagian atas pelat miring dan diberi sedikit ketukan untuk mengatur bagian bergerak. Jika menggulung pelat dengan cepat dan mudah, bagian tersebut lolos dan dianggap lurus; jika bagian itu berhenti, ia gagal dalam pengujian.
Berhasil Berulang Kali
Di Metal Cutting, pengalaman kami telah menunjukkan berulang kali bahwa pengukuran kelurusan yang sebenarnya biasanya tidak diperlukan. Untuk tujuan kami, kami biasanya tidak peduli berapa jumlahnya — kami peduli bahwa kami dapat menggiling bagian tanpa pusat dengan sukses dan memenuhi syarat sebagai lurus untuk penggunaan akhirnya dalam aplikasi pelanggan.
Meskipun pelanggan telah menentukan kelurusan X di atas Y, metode pengujian kami yang mudah dan pasti tidak pernah gagal memenuhi persyaratan pelanggan.
Dalam kasus yang jarang terjadi di mana kita tahu akan ada tikungan — seperti dengan operasi penggulingan yang agresif atau sandblasting — atau bahwa material yang kita mulai bengkok/membungkuk, Metal Cutting mungkin kemudian menggunakan versi uji celah yang lulus/gagal untuk menentukan apakah ujung bagian berada dalam spesifikasi di atas panjang bagian.
Untuk mencapai kelurusan, serta paralelisme, pemotongan ujung tegak lurus, dan fitur GD&T penting lainnya, tujuan kami adalah efektivitas biaya serta suku cadang berkualitas tinggi dan bertoleransi ketat. Untuk itu, kami menemukan metode pengujian kualitatif yang kami gunakan untuk kelurusan dan fitur lainnya secara konsisten membantu kami menjaga biaya produksi tetap terkendali sekaligus memberikan hasil yang dibutuhkan pelanggan kami.


