Desain Bagian Cetakan Injeksi Bagian 5:Draf
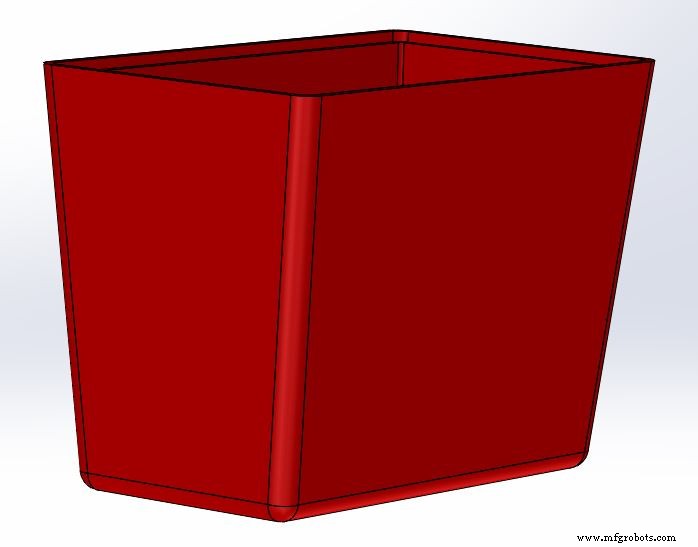
Draft adalah kebutuhan dalam desain bagian cetakan injeksi permukaan miring di sisi bagian sehingga dapat keluar dari cetakan. Permukaan bagian cetakan injeksi ini mungkin dimaksudkan untuk sejajar dan tidak berbentuk piramida, tetapi kemudian bagian tersebut mungkin menempel pada alat cetakan logam atau setidaknya mengikis permukaan samping plastik yang baru dibentuk saat dilepas.
 Sisi yang meruncing – dirancang – memungkinkan bagian yang dibentuk dengan mudah dikeluarkan dari cetakan logamnya.
Sisi yang meruncing – dirancang – memungkinkan bagian yang dibentuk dengan mudah dikeluarkan dari cetakan logamnya.
Sebenarnya draf adalah aspek kunci untuk desain produk bagian cetakan injeksi karena dapat merusak tampilan, bentuk, dan kesesuaian produk yang diinginkan dalam perakitan jika tidak dipertimbangkan dengan benar sejak dini. Desainer dan insinyur mekanik dari bagian cetakan injeksi plastik harus mempertimbangkan maksud desain, penyelarasan bagian, dan kemudahan pembuatan.
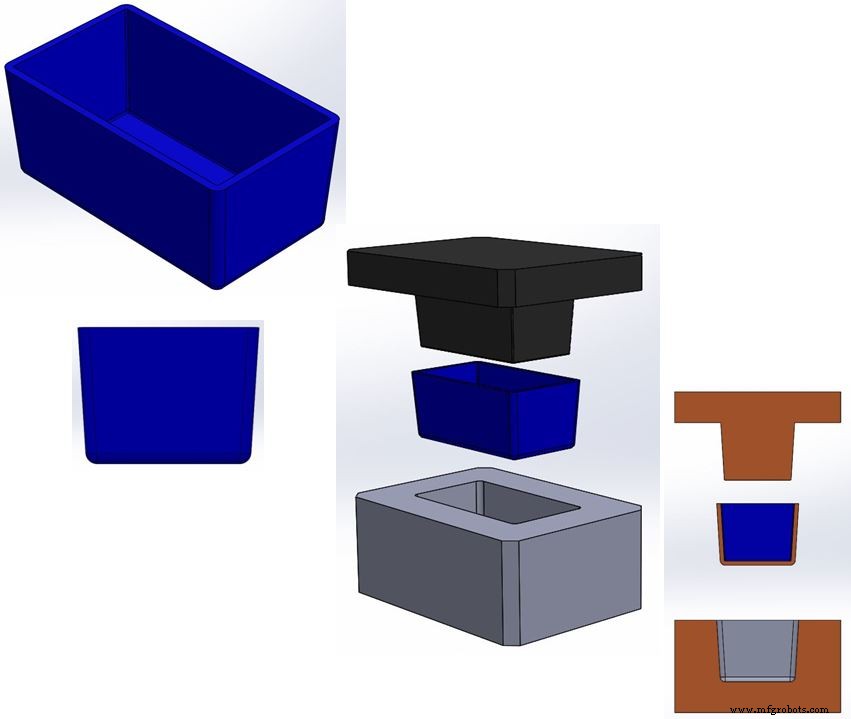 Rumah 5 sisi biru yang dimaksudkan untuk fabrikasi cetakan injeksi di sebelah kiri akan membutuhkan sisi berdraf dapat dilepas dari perkakas logam yang ditunjukkan di sebelah kanan. Alat cetak injeksi yang sebenarnya adalah…
Rumah 5 sisi biru yang dimaksudkan untuk fabrikasi cetakan injeksi di sebelah kiri akan membutuhkan sisi berdraf dapat dilepas dari perkakas logam yang ditunjukkan di sebelah kanan. Alat cetak injeksi yang sebenarnya adalah… 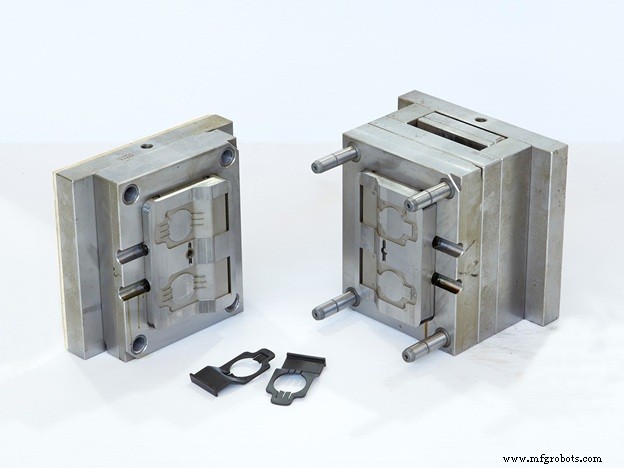 Cetakan yang sangat kompleks ditunjukkan dengan fitur penyelarasan, ejektor, ketentuan untuk pengukuran pendinginan dan suhu, ventilasi, dan gerbang untuk injeksi plastik cair.
Cetakan yang sangat kompleks ditunjukkan dengan fitur penyelarasan, ejektor, ketentuan untuk pengukuran pendinginan dan suhu, ventilasi, dan gerbang untuk injeksi plastik cair.
Bagian plastik cetakan injeksi yang dirancang harus dibentuk dalam rongga logam besar yang dibuat di dua bagian logam cetakan di mana plastik cair harus didorong ke bawah tekanan. Saat plastik mendingin dan mengeras, bagian alat utama terpisah dan mengeluarkan bagian baru. Semakin banyak draft di dinding samping bagian plastik semakin mudah untuk mengeluarkan bagian dari cetakan, dan semakin cepat.
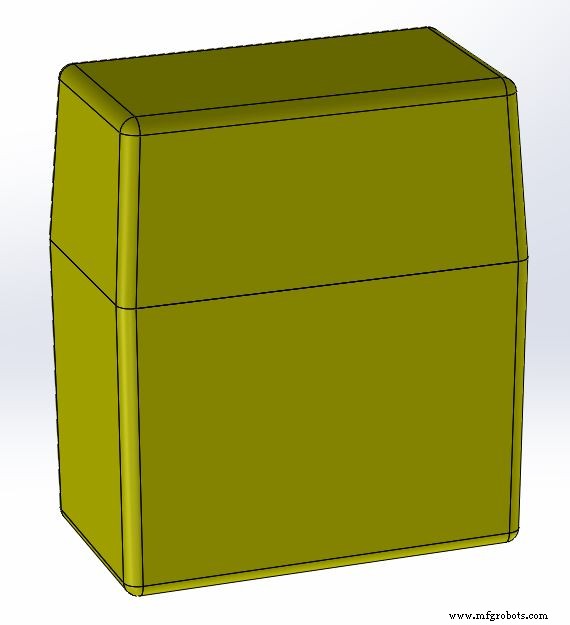
 Bagian dengan draf yang cukup berat.
Bagian dengan draf yang cukup berat.
Jika bagian plastik cetakan injeksi memiliki tekstur atau pola yang berat pada permukaan samping cetakan, pola tersebut sebenarnya akan terdiri dari titik-titik tinggi dan rendah yang sangat kecil. Titik rendah sisipan di bagian plastik cetakan injeksi akan membutuhkan alat cetakan logam untuk mengangkat bahan yang mungkin tersangkut atau terseret di sisi bagian plastik yang baru dibentuk jika tidak cukup dirancang.
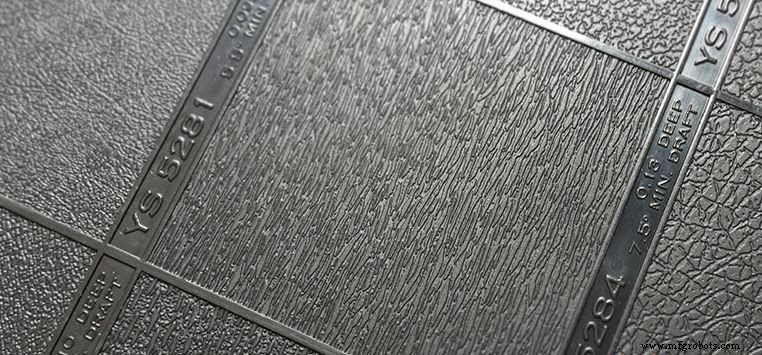 Lembar sampel akhir menunjukkan opsi tekstur cetakan, diukir ke dalam cetakan logam menggunakan berbagai metode. Semakin berkontur lapisan akhir, seperti yang dicatat dalam kedalaman lapisan, semakin banyak draf minimum yang diperlukan untuk memastikan sisi plastik bertekstur yang baru dibentuk tidak tergores pada alat logam selama pengeluaran dari cetakan.
Lembar sampel akhir menunjukkan opsi tekstur cetakan, diukir ke dalam cetakan logam menggunakan berbagai metode. Semakin berkontur lapisan akhir, seperti yang dicatat dalam kedalaman lapisan, semakin banyak draf minimum yang diperlukan untuk memastikan sisi plastik bertekstur yang baru dibentuk tidak tergores pada alat logam selama pengeluaran dari cetakan.
Biasanya, draf tambahan diperlukan saat relief tekstur semakin dalam. Aturan umum yang baik dan apa yang sebelumnya telah direkomendasikan oleh Mold-Tech adalah 1,0 hingga 1,5 derajat draft untuk setiap 0,001 inci kedalaman tekstur, tetapi rekomendasi untuk ini sering kali adalah sudut draft yang lebih tinggi untuk dinding interior karena bagian cetakan injeksi plastik menyusut saat didinginkan dan oleh karena itu meningkatkan drag pada permukaan cetakan ini.
Juga, beberapa pembuat cetakan akan merekomendasikan lebih banyak rancangan untuk pada dasarnya membuat pekerjaan mereka lebih mudah dan menurunkan risiko masalah dengan penyelesaian pada bagian, lebih sedikit risiko bagian menempel di cetakan, dan peningkatan waktu siklus injeksi yang kadang-kadang hanya berarti peningkatan margin keuntungan untuk pembuat cetakan.
Jadi ini membuatnya tampak seperti lebih banyak draf akan selalu lebih baik, dan jika semua desain produk kami mencapai titik yang mungkin terjadi. Seringkali untuk pembersihan ke komponen internal, atau desain kompak yang pas, atau tampilan yang disederhanakan dan bujursangkar yang membutuhkan bagian plastik yang memiliki dinding paralel, draft berlawanan. Ini dapat meningkatkan biaya dan risiko perkakas dengan mempertahankan bagian akhir plastik cetakan injeksi.
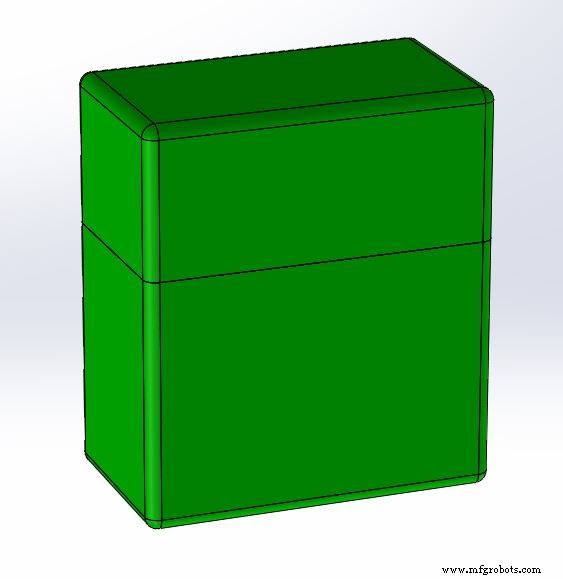
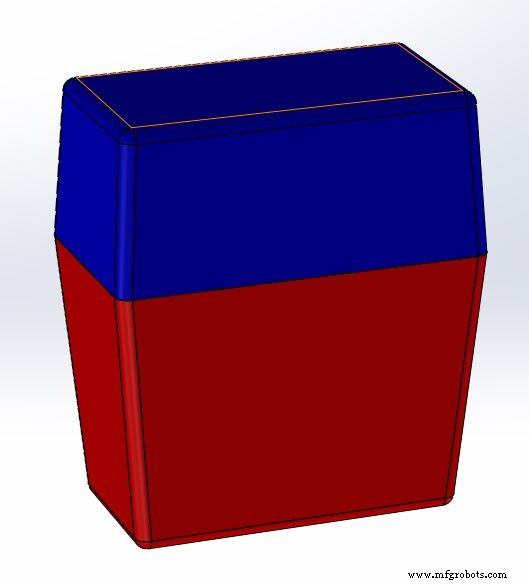
Tampilan yang diinginkan oleh tim desain industri dan pemasaran dalam warna hijau dan suku cadang dengan rancangan berat seperti yang diminta oleh pembuat cetakan dengan warna merah/biru, yang dalam hal ini tidak mencapai tampilan yang dijanjikan kepada klien. Apa yang harus dilakukan?
Jadi seberapa jauh kita bisa mendorong kembali draft? Ada kompromi yang bisa dicapai. Draf yang dibutuhkan didorong oleh beberapa faktor termasuk bahan, waktu siklus, masalah pelepasan cetakan, dan penyelesaian, yang telah kita bicarakan. Tujuannya sebenarnya adalah untuk mencoba mendapatkan hasil terbaik untuk semua pihak, tetapi ini mungkin berarti beberapa kompromi diperlukan di beberapa area.
 Kompromi di pihak yang telah dirancang dapat dicapai jika semua pihak bekerja sama. Bahkan draf yang lebih dangkal, lebih seperti rendering asli dari desain industri, dapat dicapai jika tekstur yang lebih halus digunakan, dan semuanya tanpa menggunakan perkakas multi-aksi yang sangat mahal.
Kompromi di pihak yang telah dirancang dapat dicapai jika semua pihak bekerja sama. Bahkan draf yang lebih dangkal, lebih seperti rendering asli dari desain industri, dapat dicapai jika tekstur yang lebih halus digunakan, dan semuanya tanpa menggunakan perkakas multi-aksi yang sangat mahal. 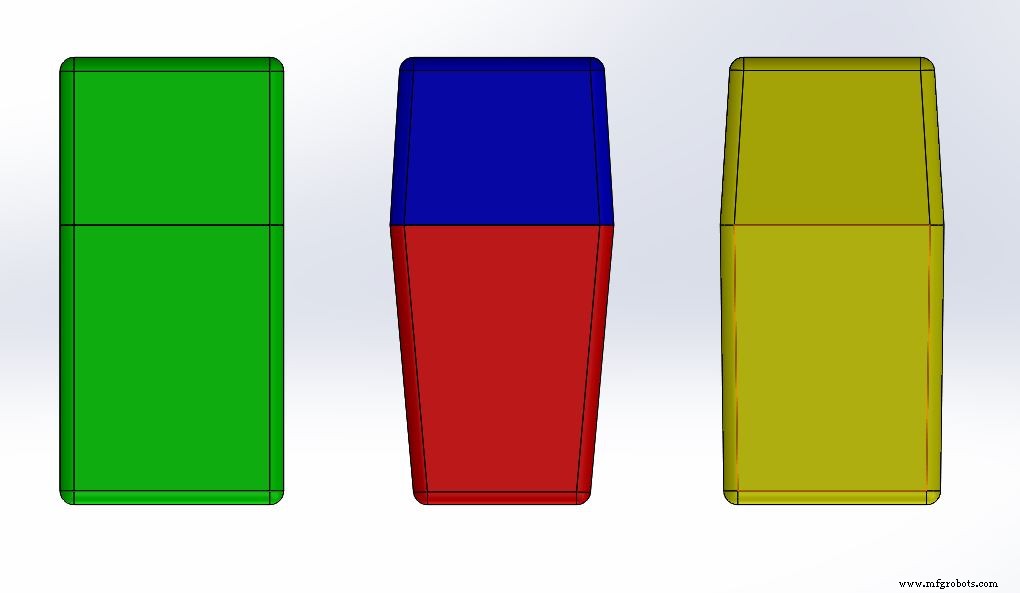 Tim pengembangan produk harus bekerja sama untuk membuat tampilan asli yang disepakati menjadi hidup seperti sebanyak mungkin.
Tim pengembangan produk harus bekerja sama untuk membuat tampilan asli yang disepakati menjadi hidup seperti sebanyak mungkin.
Tidak jarang bekerja dengan tim desain industri, klien, dan pembuat cetakan untuk mencapai hasil terbaik. Mungkin tekstur diringankan beberapa untuk meringankan sedikit draf yang dibutuhkan. Langkah yang lebih mulus pada penyelesaian seringkali tidak begitu terlihat. Permukaan interior, jika halus, dapat memiliki draf yang lebih rendah juga agar tidak menipiskan dinding dan rusuk interior terlalu banyak di bagian atas bagian yang lebih tinggi.
 Tutup tekstur polipropilena yang dipoles memiliki sisi vertikal baru (0,25 derajat draft) untuk mempertahankan tampilan permukaan vertikal saat dipasang ke pangkalan, juga dengan draf minimum.
Tutup tekstur polipropilena yang dipoles memiliki sisi vertikal baru (0,25 derajat draft) untuk mempertahankan tampilan permukaan vertikal saat dipasang ke pangkalan, juga dengan draf minimum.
Kelonggaran dalam draft untuk rekomendasi tekstur pada permukaan luar dapat memungkinkan bekerja dengan pembuat cetakan dan prosesnya. Mereka mungkin kurang memperhatikan bahan tertentu dan bagian volume yang lebih rendah karena waktu siklus kurang penting dan lebih banyak waktu pendinginan berarti bagian plastik akan menarik permukaan luarnya dari cetakan perkakas logam di sekitarnya. Tekstur juga dapat "memudar" jika permukaan melengkung di dekat garis singgung di bagian garis untuk penyelarasan bagian kawin, dan menyamakan sudut draft mendekati nol di wilayah tersebut misalnya.
Sebagai konsultan desain produk, kami terlalu sering melihat produk dan suku cadang plastik yang dirancang dalam sketsa pada satu titik dan kemudian diserahkan kepada alat kontrak di luar negeri untuk ditafsirkan dan dicetak, semurah mungkin, dan klien datang kepada kami ingin kami memperbaiki hasil yang buruk. setelah mereka menghabiskan ratusan ribu dolar.
Desain produk bagian cetakan injeksi adalah upaya tim, dan seluruh tim harus dilibatkan dalam proses dan pengambilan keputusan di seluruh proyek untuk mendapatkan hasil terbaik. Pendekatan terpadu ini, termasuk rekayasa untuk desain bagian cetakan injeksi, juga menghemat uang dan waktu ke pasar. Jadi sekarang Anda memiliki sudut pada draft bagian plastik cetakan injeksi.
Lihat Lainnya Seperti Ini:Undercuts, Sink Marks, Boss