Desain yang Kami Suka:Cetakan Injeksi
Ada banyak elemen desain yang kami suka lihat dalam model yang ditakdirkan untuk menjadi komponen cetakan injeksi. Terkadang, kami mendapatkan model yang berhasil. Anda dapat mengetahui bahwa perancang/insinyur memiliki pemahaman yang sangat baik tentang apa yang dapat dan tidak dapat Anda lakukan dengan proses tersebut, dan semuanya dimulai dengan pengetahuan yang kuat tentang cara kerja cetakan injeksi.
Dapatkan Desain Anda untuk Pemeriksaan Moulding!
Jika Anda menginginkan bagian cetakan, desain Anda harus sesuai dengan proses itu. Kami dapat meninjau CAD Anda dan menentukan sejak dini apakah suku cadang tersebut dirancang untuk kemampuan cetakan, atau kami dapat menyarankan menggunakan opsi lain, seperti pencetakan 3D atau pemesinan CNC. Kami bahkan mungkin menyarankan perubahan kecil yang dapat membuat dunia berbeda begitu produksi suku cadang dimulai. Mendapatkan masukan awal tersebut dapat menghemat banyak kerumitan, waktu, dan uang di kemudian hari.
Pendinginan:Bagaimana Ketebalan Mempengaruhi Komponen
Apakah Anda mendesain bagian cetakan Anda dengan mempertimbangkan ketebalan dinding? Kami senang melihat ketebalan dinding yang seragam dalam model. Ini memberi tahu kami bahwa Anda memvisualisasikan bagaimana komponen cetakan menjadi dingin dan mengeras. Memiliki ketebalan dinding yang seragam antara 0,060 dan 0,120 inci (1,5-3,0 mm) pada bagian sangat penting untuk memastikan bahwa bagian-bagian tersebut mendingin secara merata. Dilihat dari sudut pandang lain, berhati-hatilah dalam menghemat terlalu banyak beban dengan risiko membuat komponen menjadi terlalu rapuh atau sulit diisi.
Selain menggunakan ketebalan yang seragam, jika Anda mendesain dinding tipis, Anda bisa mendapatkan:
- retak
- menekan pendinginan dan mungkin melengkung jika dikelilingi oleh dinding tebal
- isian atau celana pendek tidak lengkap
- garis rajutan yang lemah dan titik retakan
- keausan berlebihan / prematur di garis perpisahan
Buat dinding Anda terlalu tebal dan Anda akan mendapatkan kekacauan fungsional lainnya:
- tenggelam
- porositas
- melengkung
- garis aliran
Pilihan Draf #1 ATAU Menambahkan 1 Derajat untuk Pemisahan
Draf adalah (sering) sudut kecil yang disertakan pada bagian-bagian untuk memastikan bahwa bagian-bagian tersebut dapat dengan mudah keluar dari cetakan tanpa kerusakan. Mudah-mudahan, Anda menambahkan draf secara otomatis. Jika Anda membuat bagian tanpa draf dalam desain, Anda mungkin kesulitan menambahkannya di bagian akhir. Kami juga merekomendasikan untuk tidak mengharapkan pemasok Anda memutuskan di mana draf harus dan tidak seharusnya. Ini berisiko saat mereka memasok suku cadang ke perakitan Anda. Mengkomunikasikan lokasi draf dalam desain Anda dapat menceritakan kisah yang benar kepada pembuat cetakan. Yang kami sukai dari draf adalah betapa mudahnya untuk memasukkannya ke dalam model Anda, jadi selalu tambahkan beberapa ke desain Anda.
Draf memungkinkan bagian terbentur atau didorong dari cetakan dengan mudah tanpa tekanan tambahan. Kami sering menggunakan contoh memasak seperti setrika wafel atau wajan Bundt. Masing-masing memiliki jumlah draft yang sehat untuk memungkinkan barang yang dipanggang jatuh bebas dari cetakannya.
Bagian kosmetik membutuhkan lebih banyak draf, terutama saat menerapkan tekstur dan polesan. Bagian fungsional mungkin tidak membutuhkan banyak draft, tetapi 1 derajat harus menjadi draft minimum yang dipertimbangkan dalam cetakan injeksi, terutama saat menggunakan perkakas aluminium. Selain itu, angka "1" lebih mudah diketik daripada "0,5" untuk setengah derajat. Pikirkan saja angka 1 (minimal) saat menambahkan draf.
Draf, dalam kombinasi dengan ketebalan dinding yang seragam, memungkinkan bagian menjadi dingin di dalam cetakan tanpa pengikatan atau puntiran, yang akan menambah tekanan internal pada bagian dan cetakan. Jika bagian Anda keripik kentang di dalam cetakan, kekuatan penguncian tambahan dari pengikatan bagian menambah tekanan pada sistem ejeksi dan dapat membengkokkan pin ejektor dan komponen lain yang berisiko merusak cetakan dan waktu henti. Dalam skenario terburuk, kurangnya draf dapat merusak fitur aluminium dan baja dalam cetakan dan membuat perbaikan yang mahal baik dalam dolar maupun waktu.
Mengapa Kami Mencintai Radii (dan Mengapa Anda Harus Juga)
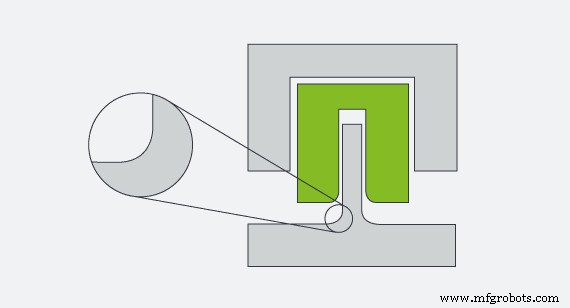
Dengan cetakan injeksi, kami mengalirkan resin cair melalui rongga. Resin tidak suka dipaksa ke sudut yang tajam—terutama saat mendingin dan mengendur. Jari-jari membantu mengurangi geseran dan turbulensi yang diciptakan oleh sudut tajam dan perubahan aliran yang tiba-tiba. Tepi tajam pada bagian Anda secara alami ingin rileks dan membentuk radius kecil, jadi berikan sesuatu yang ingin dicerminkan — kurva, bukan sudut tajam. Menambahkan jari-jari ke sudut internal geometri komponen sangat penting untuk membantu komponen keluar dengan bersih dari cetakan.
Siap-siap! Kenakan topi dan kacamata visualisasi Anda—bagian Anda adalah bentuk positif. Cetakan adalah bentuk negatif yang terbelah menjadi dua. Jadi, sudut dalam pada bagian Anda adalah sudut luar pada cetakan. Saat bagian itu mendingin, bagian itu menyusut. Jika demikian, sudut bagian dalam ditekan lebih keras ke sudut luar cetakan. Jika sudut luar cetakan itu tajam, bagian plastiknya akan memeluk ujung yang tajam. Itu mengarah pada meraih atau mencubit sudut tajam itu, menciptakan genggaman atau ikatan. Sistem ejector harus mendorong pegangan ini, dan itu menimbulkan tekanan pada cetakan dan pada bagiannya. Anda berakhir dengan komponen yang rusak, kemungkinan cetakan yang rusak, dan komponen yang diproses dengan buruk karena pembuat cetakan mencoba mengurangi risiko untuk cetakan dan komponen pelanggan.
Jika Anda menggunakan core pass-through untuk menghilangkan perkakas mahal seperti lifter, Cams, dan teknologi pembentuk undercut lainnya, ini juga membutuhkan jari-jari di sudut. Terlalu sering kita membuat solusi untuk mengurangi biaya dengan memproyeksikan undercut melalui bagian untuk membentuk inti pass-through tanpa membuat relief sudut atau menambahkan ruang untuk jari-jari untuk membantu bagian keluar dari cetakan. Intinya:Jangan lupakan jari-jari Anda.
Resin Terus Berputar dan Keluar Ke Sini
Tampaknya lucu mengatakan hal ini kepada perancang suku cadang berpengalaman, tetapi ingat:Model cetakan injeksi memerlukan lubang (gerbang) untuk mendorong resin ke dalam rongga dan pin ejector untuk mendorong bagian tersebut keluar dari cetakan. Anda mungkin tahu itu, dan itu membuat kami bahagia. Berikut adalah beberapa tips lainnya untuk memastikan bahwa desain Anda siap untuk dicetak.
Pencetakan rongga tunggal standar dan pencetakan waktu putar cepat akan default ke gerbang tab. Sederhana, efektif, dan tidak memerlukan perangkat keras khusus untuk mewujudkannya. Konsumen terbiasa melihat bagian produksi bervolume tinggi dengan gating tersembunyi atau tersamar. Umumnya, perusahaan membayar biaya di muka yang signifikan untuk menambahkan gating khusus untuk menyembunyikannya. Itu mahal dan membutuhkan garis waktu yang diperpanjang untuk menyembunyikan gerbang Anda. Gerbang tab tidak memerlukan waktu, hanya perlu dipotong di garis perpisahan dan—boom—Anda dapat mulai membuat bagian.
Pin ejektor diperlukan. Mereka sederhana, dan efektif. Kabar baiknya adalah biasanya ada sisi pertunjukan dan sisi non-pertunjukan. Sisi non-show ada di dalam rakitan — bagian dalam cangkang atau rumahan. Di mana Anda mungkin kesulitan adalah jika Anda membuat sesuatu seperti tempat sabun di mana bagian dalamnya adalah sisi pertunjukan. Ingat, bagian itu menyusut ke cetakan saat mendingin. Itu dapat menyebabkannya menempel pada cetakan, mengharuskan pembuat cetakan untuk menempatkan bagian dalam bagian di sisi ejektor dan juga memerlukan pin ejektor untuk mendorong bagian yang sekarang lebih kecil dari inti cetakan. Ini menyisakan fitur bulat kecil di bagian dalam tempat sabun kami, kutukan dari industri tempat sabun.
Kami senang melihat file CAD di mana jelas bahwa perancang telah mempertimbangkan proses pencetakan injeksi. Yang lebih kami sukai adalah saat Anda mengunggah file CAD lebih awal untuk menerima umpan balik tentang geometri dan proses produksi kami. Jika Anda belum mengetahui semua aturannya, mulailah berdialog dengan kami di awal desain sehingga kami dapat memandu Anda ke bagian terbaik dalam waktu sesingkat mungkin. Menunggu hingga desain Anda selesai mungkin akan mengejutkan Anda saat pembuat cetakan meminta perubahan. Ini juga dapat memengaruhi suku cadang tambahan dalam rakitan Anda tepat pada saat Anda siap untuk membeli.
Jadi, itulah beberapa hal yang kami suka lihat dalam model CAD untuk cetakan injeksi. Baca tentang elemen desain yang kami sukai di lini layanan kami yang lain:pemesinan CNC, pencetakan 3D, dan fabrikasi lembaran logam.


