Di bidang produksi logam panas (HM) oleh tanur sembur (BF), teknologi yang paling menjanjikan untuk mengurangi emisi CO2 (karbon di-oksida) secara signifikan adalah daur ulang CO (karbon mono oksida) dan H2 (hidrogen) dari gas meninggalkan bagian atas BF. Kandungan CO dan H2 dari gas BF teratas berpotensi sebagai elemen gas pereduksi, sehingga resirkulasinya ke BF dianggap sebagai alternatif yang efektif untuk meningkatkan kinerja BF, meningkatkan pemanfaatan C (karbon) dan H2, dan mengurangi emisi CO2. Teknologi 'daur ulang gas teratas' (TGR) ini terutama didasarkan pada penurunan penggunaan fosil C (kokas dan batu bara) dengan penggunaan kembali zat pereduksi (CO dan H2), setelah penghilangan CO2 dari BF atas gas. Ini mengarah pada penurunan kebutuhan energi. Karena keunggulan produktivitas tinggi, laju PCI (injeksi batu bara bubuk) yang tinggi, laju bahan bakar yang rendah, dan emisi CO2 yang rendah, dll. , proses TGR-BF dianggap sebagai salah satu proses pembuatan besi yang menjanjikan di masa depan.
Dalam TGR-BF, oksigen (O2) ditiupkan ke BF alih-alih udara panas untuk menghilangkan nitrogen (N2) di gas BF teratas. Bagian atas gas BF yang mengandung CO dan H2 digunakan kembali sebagai reduktor dalam BF. CO2 dari gas atas BF ditangkap dan kemudian disimpan. Beberapa proses daur ulang telah disarankan, dievaluasi atau diterapkan secara praktis untuk tujuan yang berbeda. Proses ini dibedakan dengan (i) dengan atau tanpa penghilangan CO2, (ii) dengan atau tanpa pemanasan awal, dan (iii) posisi injeksi.
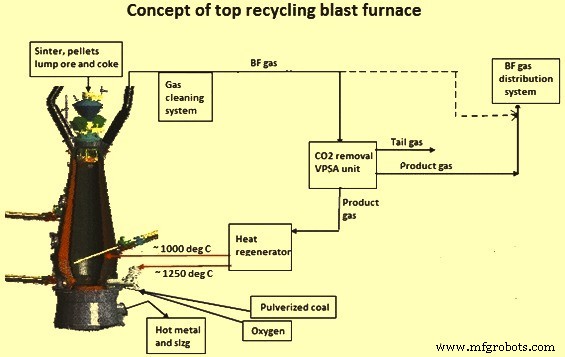
Konsep TGR-BF (Gbr 1) melibatkan banyak teknologi yang mencakup (i) injeksi pengurangan komponen gas BF teratas CO dan H2 di tuyeres poros dan perapian, (ii) menurunkan konsumsi input fosil C karena coke yang lebih rendah tingkat, (iii) penggunaan gas O2 murni sebagai pengganti udara panas di tuyere perapian (penghilangan N2 dari proses), dan (iv) pemulihan CO2 murni dari gas BF atas untuk penyimpanan bawah tanah.
Gbr 1 Konsep TG- BF
Konsep daur ulang gas teratas telah diuji secara eksperimental di BF eksperimental LKAB (EBF) di Lulea, Swedia. EBF dimodifikasi dan pabrik pemisahan gas berdasarkan teknologi VPSA (vacuum pressure swing adsorption) dibangun di dekat EBF.
Sejarah daur ulang gas teratas BF
Untuk menurunkan laju reduktor dan untuk meningkatkan produktivitas BF, beberapa konsep baru berdasarkan proses BF konvensional, telah diperkenalkan selama abad kedua puluh.
Sudah di tahun 1920-an, sebuah konsep dikembangkan untuk injeksi gas pereduksi panas ke dalam BF. Volume gas yang lebih rendah dari tuyer di tungku perlu dikompensasikan dengan injeksi gas pereduksi yang dipanaskan pada 1000 derajat C dengan 27% CO, 33% H2, dan 26% N2 ke zona poros bawah. Akibatnya hanya 30% kokas (pada waktu itu 345 kg/tHM) yang dibutuhkan untuk proses BF. Pada pertengahan 1960-an ide ini diambil lagi di Belgia dan pada awal 1970-an percobaan pertama dilakukan pada BF dengan diameter 4,6 m di Cockerill-Seraing di Belgia. Jumlah spesifik 400 N cum/tHM gas reformed yang telah dipanaskan hingga 1000 derajat C diinjeksikan ke dalam poros bawah BF. Rasio penggantian 0,22 kg hingga 0,26 kg kokas per N cum gas pereduksi diamati.
Penyelidikan lebih lanjut tidak dilakukan karena alasan ekonomi karena tingginya biaya gas alam. Pada akhir 1970-an, pekerjaan pengembangan untuk proses baru dimulai di Jerman di mana injeksi O2 murni dingin, bahan bakar dan gas daur ulang dilakukan pada dua tingkat tuyere. Berdasarkan ide ini, sebuah proses dikembangkan di Kanada pada tahun 1984 untuk BF konvensional tanpa baris tuyere kedua. Fitur utama dari konsep ini adalah injeksi batubara untuk menggantikan kokas. Kedua konsep tersebut tidak pernah terwujud dan berakhir hanya sebagai sebuah studi.
Hampir pada saat yang sama ide ini digunakan lebih lanjut oleh NKK di Jepang di mana tuyeres baris kedua dipasang di tengah poros. Gas pereduksi yang dipanaskan sebelumnya, terdiri dari gas atas daur ulang tanpa penghilangan CO2, disuntikkan dalam tuyeres ini. Gas dipanaskan dengan pembakaran parsial dengan oksigen. O2 dingin, batu bara, dan gas atas daur ulang dingin disuntikkan ke dalam tuyer perapian. NKK menguji proses dalam BF eksperimental dengan 3 tuyer, volume bagian dalam 3,9 cum dan diameter perapian 0,95 m. Laju injeksi batubara dapat ditingkatkan menjadi 320 kg/tHM, sedangkan laju coke dapat diturunkan menjadi 350 kg/tHM. Kekurangan bahan bakar gas di pabrik baja terintegrasi karena daur ulang gas BF teratas menghentikan pengembangan proses ini, karena harga energi listrik dan gas alam tinggi di Jepang.
Operasi komersial pertama BF dengan daur ulang gas teratas dilakukan pada akhir 1980-an dalam 12 kampanye oleh RPA Toulachermet di Rusia pada BF nomor 2 dengan volume 1033 cum yang berguna. Dalam konsep proses BF all-coke ini, gas atas panas dan hampir bebas CO2, ditiupkan ke tuyer perapian, bersama dengan O2 murni. Gas atas de-karbonasi dipanaskan dalam kompor panas hingga 1200 derajat C. Dengan proses baru ini hampir 250.000 ton logam panas (HM) diproduksi. Kadar kokas terendah yang dicapai adalah 367 kg/tHM, dibandingkan dengan acuan 606 kg/tHM yang berarti penurunan kadar kokas sebesar 239 kg (39%). Selama kampanye ini, kelelahan tuyere yang serius terlihat, yang menyebabkan perubahan dalam desain tuyere. Kesulitan dengan sistem pembersihan CO2 akhirnya menghentikan proses. Mempertimbangkan penyelidikan latar belakang ini, konsep ULCOS (pembuatan baja karbon di-oksida ultra-rendah) TGR-BF telah dikembangkan pada tahun 2004.
Pengembangan ULCOS TGR-BF
Pekerjaan pembangunan telah dilakukan dalam dua tahap. Pada tahap pengembangan pertama, yang berlangsung dari tahun 2004 hingga 2009, proses tersebut dinamakan sebagai 'proses tanur sembur baru ULCOS'. Selama fase ini tiga konsep proses baru telah dikembangkan dan diuji. Pada fase kedua yang dimulai pada tahun 2009 dan disebut sebagai ‘proses tanur sembur daur ulang gas teratas ULCOS’, dua kampanye TGR-BF ULCOS tambahan dilakukan.
Selama pengembangan model keseimbangan panas dan massa dan model 3-D sumbu-simetris BF digunakan untuk perhitungan data utama dan keadaan bagian dalam proses untuk pemilihan parameter operasi terbaik. Empat alternatif ditentukan dan diperiksa untuk kemungkinan penghematan C yang dapat dicapai dan kelayakan menjalankan BF di bawah konsep-konsep baru ini. Kesimpulannya adalah bahwa alternatif 1, 3 dan 4 harus dapat mencapai penghematan C fosil sebesar 21% atau lebih tinggi dengan tingkat injeksi batubara bubuk yang tinggi. Alternatif 2 ditolak karena penghematan C yang diharapkan rendah dan kebutuhan teknologi yang menantang untuk memanaskan gas daur ulang dalam dua langkah pertama dalam recuperator dan kemudian pemanasan lebih lanjut dengan oksidasi parsial. Semua alternatif termasuk penghilangan CO2 dan injeksi gas produk kaya CO ke dalam tungku perapian, penggunaan O2 murni dan injeksi batubara bersama dengan gas pereduksi. Dalam semua alternatif, penggunaan biomassa, sebagian bijih tereduksi dan gas kaya hidrogen telah dipertimbangkan sebagai kemungkinan di masa depan.
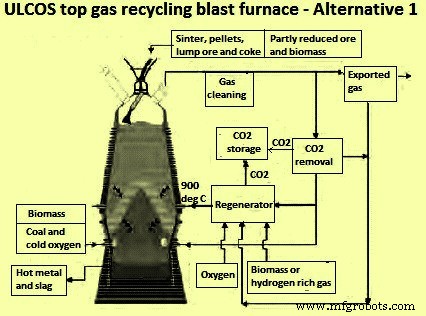
Dalam alternatif 1 (Gbr 2), produk gas de-karbonasi disuntikkan dingin dengan O2 murni dan batubara di tuyer perapian dan panas di tuyer poros. Satu titik kritis dalam alternatif ini adalah laju aliran gas dingin yang kecil pada tingkat tuyere perapian yang mengarah ke ukuran raceway yang lebih kecil dan suhu nyala yang lebih tinggi dibandingkan dengan proses BF normal. Selain itu, desain tuyere baru diperlukan karena laju aliran gas yang kecil.
Gambar 2 tanur sembur daur ulang gas teratas ULCOS – Alternatif 1
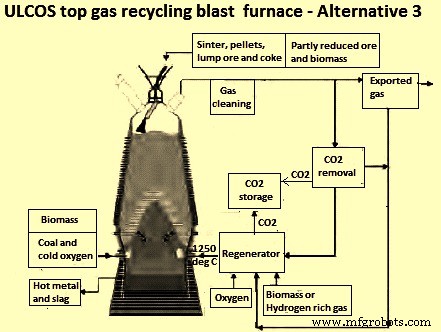
Dalam alternatif 3 (Gambar 3), produk gas de-karbonasi disuntikkan panas pada tungku perapian normal bersama-sama dengan O2 dan batubara. Untuk mencapai penghematan karbon yang tinggi diperlukan pengoperasian dengan RAFT (raceway adiabatic flame temperature) yang rendah dan pada saat yang sama dengan laju injeksi batubara yang tinggi.
Gbr 3 Tungku sembur daur ulang gas teratas ULCOS – Alternatif 3
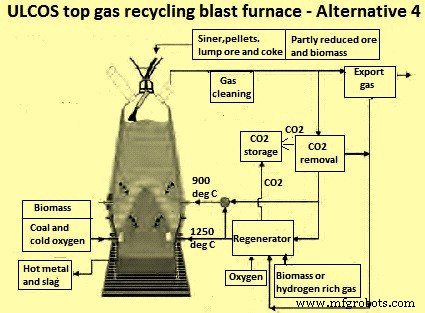
Pada alternatif 4 (Gbr. 4), produk gas de-karbonasi disuntikkan panas pada tuyer perapian dan panas pada poros bawah. Suhu gas daur ulang bervariasi dari suhu kamar hingga 1250 derajat C.
Gambar 4 tanur sembur daur ulang gas teratas ULCOS – Alternatif 4
Pada alternatif 1 dan 4, gas produk juga diinjeksikan melalui tuyer poros. Perbedaannya adalah suhu injeksi gas, dan posisi titik injeksi. Dalam semua kasus, sebagian kecil dari gas dipanaskan dalam sistem regeneratif. Penghematan C fosil yang diharapkan untuk alternatif 1 adalah 21% pada laju batu bara 170 kg/tHM, alternatif 3 adalah 24% pada laju batu bara 180 kg/tHM dan alternatif 4 adalah 25 % pada laju batu bara 150 kg/tHM .
Pemodelan matematis dari kondisi raceway dan uji gasifikasi kemudian dilakukan dan investigasi skala laboratorium dan pilot dilakukan untuk desain dan rekayasa tuyer di bawah kendala injeksi simultan gas daur ulang, O2 murni, dan batu bara bubuk. Geometri tuyere telah ditingkatkan berdasarkan hasil perhitungan untuk menghindari titik panas dan kegagalan selama operasi dan untuk menjaga dorongan aliran gas yang cukup untuk membentuk jalur balap dengan kedalaman yang cukup.
Kampanye proses TGR-BF di BF eksperimental
Tujuan dari uji coba adalah untuk mendemonstrasikan pengoperasian EBF dalam mode TGR lengkap dengan O2 murni dan PCI di tuyer perapian. Ini dilakukan di bawah tiga alternatif yang ditentukan. Beban besi terdiri dari 30% pelet dan 70% sinter. Laju produksi HM dijaga pada tingkat konstan 1,5 ton per jam dan laju PCI bervariasi antara 130 kg/tHM hingga 170 kg/tHM. Selama periode percobaan yang berbeda, volume gas atas daur ulang dimaksimalkan untuk mendapatkan penghematan C fosil maksimum. Hasil yang diperoleh selama uji coba di EBF kemudian dibandingkan dengan perhitungan model.
Alternatif 3 dan alternatif 4 diuji pada tahun 2007, selama kampanye pertama setelah start up konvensional. Alternatif 3 diuji untuk pengoptimalan selama musim gugur 2009 pada kampanye kedua yang diikuti dengan pengujian alternatif 1. Pada kampanye ketiga dan terakhir selama 2010 fokusnya adalah pada alternatif 4 pada 900 derajat C. Alternatif 4 dianggap sebagai alternatif yang lebih disukai untuk proyek demonstrasi ULCOS BF tindak lanjut pada skala industri. Batas 900 derajat C untuk suhu gas yang diinjeksikan ulang ditetapkan untuk menghindari masalah reduksi silika oleh H2 dari bahan refraktori.
Selama setiap kampanye pengukuran in-situ suhu dan komposisi gas serta sampel dari material beban diambil dari EBF dengan dua probe in-burden. Untuk menyelidiki perilaku material beban di bawah kondisi operasi baru, keranjang dengan bahan sinter dan pelet yang berbeda dimasukkan ke dalam EBF tepat sebelum penghentian kampanye. Keranjang ini diperoleh kembali dari EBF selama pembedahan tungku setelah pendinginan dengan nitrogen. Ini telah dilakukan selama kampanye pada tahun 2007 dan 2010. Pada kampanye kedua pada tahun 2009 hanya pendinginan yang dapat dilakukan karena akhir kampanye yang tidak siap karena masalah dalam sistem pengisian EBF dan karenanya tidak ada keranjang yang dikenakan biaya.
Selama kampanye, sampel dari zona kohesif diambil dan ukuran serta bentuk lintasan diukur untuk penyelidikan lebih lanjut. Kampanye dimulai dengan satu minggu operasi normal BF konvensional (hot air blast) dengan sinter, pertama untuk pemanasan dan stabilisasi termal dan kemudian untuk menetapkan referensi untuk operasi BF konvensional. Setelah referensi, penghentian dibuat untuk melepaskan blower dan menghubungkan gas produk ke pemanas kerikil (regenerator). Pengaktifan dalam mode TGR-BF dilakukan dengan ledakan buatan yang terdiri dari O2 dingin dari tombak dan N2 panas dari pemanas kerikil. Secara bertahap, N2 dari pemanas kerikil digantikan oleh gas atas dekarbonasi (gas produk).
Hasil kampanye ULCOS TGR-BF
Kesimpulan pertama yang muncul dari kampanye adalah proses ULCOS TGR-BF dapat dijalankan. Tidak ada masalah terkait keselamatan yang terjadi selama kampanye dengan proses baru. Pengoperasian unit VPSA, yang merupakan fasilitas penting kedua, lancar dan tanpa kegagalan besar. EBF yang digabungkan dengan unit VPSA bekerja sangat baik selama kampanye.
Namun perlu diperhatikan bahwa pengoperasian unit VPSA dipengaruhi oleh perubahan komposisi top gas dan volume gas dari EBF. Oleh karena itu, kedua unit itu harus dioperasikan dalam hubungan yang sangat dekat. Rasio maksimum gas daur ulang yang dicapai selama kampanye adalah sekitar 90%.
Selama kampanye proses TGR-BF, pengoperasian BF yang stabil dialami dengan penurunan beban yang mulus dan mudah untuk mempertahankan stabilitas termal. Efisiensi gas di poros BF stabil selama alternatif yang berbeda dan ada distribusi gas yang baik seperti yang ditunjukkan oleh pengukuran probe poros beban. Namun, ada beberapa kegagalan peralatan selama kampanye yang menyebabkan EBF harus dihentikan selama operasi di bawah kondisi proses yang baru. Beberapa penghentian panjang diperlukan untuk kembali ke langkah operasi 'operasi konvensional' dengan ledakan panas buatan operasi O2 dingin dan N2 panas. Penghentian kecil hanya membutuhkan penghentian injeksi gas dan penambahan beberapa kokas dan/atau batubara ekstra.
Setelah memulai dengan N2, ketika tidak ada gas BF teratas yang tersedia, gas produk dapat didaur ulang lagi dalam waktu sekitar 1 jam. Semua masalah diselesaikan seperti yang diperkirakan dan stabilitas termal BF tidak pernah dalam bahaya serius. Sepanjang kampanye, pengalaman yang diperoleh dan peningkatan kepercayaan diri memungkinkan pemulihan EBF lebih cepat (di tingkat produksi). Setiap kali selama pergantian alternatif (3 ke 4, 3 ke 1), BF dihentikan selama sekitar 8 jam untuk membuat sambungan gas yang diperlukan ke tuyer poros dan pergantian tuyer perapian.
Eksperimen yang dilakukan di tingkat laboratorium menunjukkan bahwa material beban konvensional tidak akan menjadi masalah untuk proses baru. Ini dikonfirmasi selama kampanye. Tidak ada masalah proses khusus yang terkait dengan sifat bahan beban. Hasil dari kedua probe dan sampel penggalian telah menunjukkan profil reduksi tungku kerja pusat yang merupakan tingkat reduksi rendah di dinding dan tingkat reduksi yang lebih tinggi di pusat tungku untuk sampel sinter dan pelet. Uji jatuh pada sampel penggalian telah menunjukkan perilaku disintegrasi yang mirip dengan salah satu proses BF konvensional yang sesuai dengan uji laboratorium. Dari pekerjaan pengujian beban, dapat disimpulkan bahwa sifat beban seperti yang digunakan pada BF konvensional saat ini tampaknya tidak memiliki masalah untuk proses ULCOS TGR-BF.
Hasil yang dicapai selama kampanye ULCOS TGR-BF sangat menggembirakan dalam hal penghematan C (batubara dan kokas). Percobaan dari ketiga kampanye telah menunjukkan penurunan substansial dalam tingkat reduktor yang dicapai dengan injeksi gas BF atas de-karbonasi. Selama tiga kampanye, masukan batubara dan kokas turun dari sekitar 530 kg/tHM menjadi 400 kg/tHM, yang menunjukkan penghematan C yang cukup besar. Masukan karbon berkurang dari 470 kg/tHM menjadi sekitar 350 kg/tHM, menghasilkan penghematan C sekitar 25%.
Meskipun alternatif 1 tidak dapat sepenuhnya dieksplorasi karena penghentian awal kampanye kedua pengurangan maksimum input C melalui coke adalah 21% dibandingkan dengan periode referensi di bawah operasi BF konvensional. Untuk alternatif ini, teknologi tuyere baru dikembangkan. Desain tuyere terdiri dari pipa koaksial dengan pipa bagian dalam digunakan untuk injeksi batu bara bubuk dan pipa luar untuk injeksi O2. Tiga tuyer yang dipasang bekerja dengan sangat baik dan setelah dibongkar tidak ada kerusakan atau keausan yang diamati. VPSA mampu mendaur ulang hingga 88% gas teratas BF.
Mengenai alternatif 3 konsumsi C dapat dikurangi hingga 15% pada kampanye pertama dengan rasio daur ulang gas teratas sekitar 72%. Hasil dari alternatif ini lebih rendah (sekitar 15%) dari yang diharapkan dari perhitungan keseimbangan panas dan massa (24%) karena ini adalah pengalaman pertama dengan mode daur ulang gas teratas dan prosesnya tidak dioptimalkan. Pada kampanye kedua, hasil alternatif ini jauh lebih baik, ketika pengurangan maksimum input C sekitar 25% dicapai dengan rasio daur ulang gas teratas hingga 90%.
Dalam kasus alternatif 4, penghematan C sebesar 24% dicapai dengan rasio daur ulang gas atas 90%. Dalam hal konsumsi kokas dan batubara, terjadi penghematan hingga 123 kg/tHM pada proses baru (alternatif 4) dibandingkan dengan periode operasi referensi. Dari hasil ini korelasi yang baik antara jumlah gas yang diinjeksikan (CO+H2) dan penurunan laju reduktor dapat ditentukan. Masukan C melalui kokas dan batu bara dapat dikurangi rata-rata 17 kg per 100 N cum gas (CO+H2) yang disuntikkan.
Kampanye EBF telah membuktikan bahwa adalah mungkin untuk menjalankan proses BF pada tingkat konsumsi C fosil yang jauh lebih rendah jika dibandingkan dengan tingkat konsumsi BF saat ini. Penghematan C hingga 25% dibuktikan dengan injeksi gas atas de-karbonasi pereduksi. Ini adalah penurunan yang signifikan dibandingkan dengan proses BF yang dioperasikan dengan baik saat ini. Bahkan, penerapan teknologi BF-TGR pada BF modern diharapkan dapat menurunkan konsumsi C dari level saat ini sekitar 405 kg C/tHM menjadi sekitar 295 kg C/tHM.
Unit VPSA telah beroperasi secara stabil. Telah diketahui bahwa unit VPSA dapat mengolah 97% gas teratas dari BF. Rata-rata fraksi volume CO2 pada gas yang diinjeksi adalah sekitar 2,67% dan laju perolehan kembali CO sebesar 88%, memenuhi persyaratan kuantitas dan kualitas. Dikombinasikan dengan unit VPSA dan CCS, pengurangan emisi CO2 dengan proses TGR-BF bisa mencapai 1270 kg/tHM yang menyumbang 76% dari total emisi CO2 dalam proses pembuatan besi. 24% pengurangan CO2 dilakukan dengan daur ulang gas dan 52% lainnya diangkut dan disimpan di bawah tanah oleh CCS.
Dari sudut pandang proses, dapat dinyatakan bahwa operasi ULCOS lebih stabil daripada operasi BF konvensional, sejauh menyangkut suhu dan kualitas HM. Hal ini tampaknya pada dasarnya disebabkan oleh pengaruh yang lebih rendah dari reaksi kehilangan larutan yang terkait dengan tingkat reduksi langsung (DRR) yang jauh lebih rendah. Nilai terendah yang teramati dari PRB ini adalah 5%. Tidak ada indikasi dalam hasil operasi bahwa ini sebenarnya nilai minimum yang dapat dicapai dalam ULCOS TGR-BF. Kualitas HM sebagian besar dipengaruhi oleh pengoperasian ULCOS TGR-BF. Terutama, penurunan substansial dari kandungan silikon (lebih besar dari 1% absolut) dan peningkatan korelatif dari kandungan C diamati. Namun harus ditunjukkan bahwa kandungan silikon dalam operasi BF konvensional jauh lebih rendah (sekitar 0,5% di BF konvensional dibandingkan sekitar 2,0% di EBF), dan karenanya tidak ada perubahan besar yang diharapkan selama penerapan ULCOS. Proses BF-TGR pada skala industri.
Kampanye uji ULCOS TGR-BF telah menunjukkan bahwa proses TGR-BF yang baru layak dan mudah dioperasikan. Ini dapat dioperasikan dengan keamanan yang baik, efisiensi tinggi dan stabilitas yang kuat. Kampanye uji telah membuktikan bahwa adalah mungkin untuk menggeser operasi EBF antara 4 mode operasi (konvensional, alternatif 1, 3 dan 4). Hal ini juga membuktikan bahwa adalah mungkin untuk mengoperasikan proses BF dan pabrik pemisahan gas VPSA dalam loop tertutup. Penghematan C yang diperoleh konsisten dengan prediksi dari perhitungan flow sheet. Pengujian juga menunjukkan bahwa material beban konvensional sinter, pellet dan coke cocok untuk proses ULCOS TGR-BF.
Berdasarkan pengalaman dari kampanye EBF item yang memerlukan perhatian untuk aplikasi industri yang aman dan berkelanjutan dari proses ULCOS TGR-BF adalah (i) risiko kebocoran gas di tingkat tuyere mungkin menuntut tingkat tuyere secara fisik dipisahkan dari rumah cor untuk proteksi kebakaran, (ii) risiko kebocoran akibat pembengkokan flensa pada suhu tinggi, (iii) pemanjangan cerobong dari kompor/pemanas panas untuk menghindari gas beracun di sekitarnya, (iv) untuk menghindari kegagalan pada fase start-up , personel operasional harus dilatih dengan gas buatan selama uji fungsi, (v) parameter injeksi optimal penting untuk menghindari penumpukan/penyumbatan di hidung tuyere, (vi) pentingnya kontrol aliran semburan individu ke tuyere untuk menghindari penumpukan kelebihan O2 dan batu bara bubuk di tuyere jika terjadi penyumbatan, (vii) pemilihan bahan tahan api dan pembuatan barang tahan api harus dimodifikasi dan penggunaan jangkar baja C harus dihindari, alternatif Bahan-bahan lain selain baja C harus digunakan, atau baja yang dilapisi dengan alumina, dan (viii) penting untuk menghindari debu logam melalui pemilihan bagian logam yang cermat.
Hasil pengujian menunjukkan bahwa alternatif 4 memiliki efek pengurangan emisi terbaik dan terpilih sebagai pilihan pertama untuk uji coba pada BF skala industri pada tahap berikutnya.