

Proses manufaktur

Manufaktur industri

Ada berbagai cabang pekerjaan logam. Satu cabang melibatkan pemotongan, pembentukan, penyambungan, atau penyegelan logam dalam keadaan padat. Pengecoran adalah cabang lain, di mana benda dibuat dengan menuangkan logam cair ke dalam cetakan dan membiarkannya dingin. Kedua cabang pekerjaan logam ini mungkin terpisah, tetapi barang logam biasanya memiliki pengecoran dan pengerjaan sebagai bagian dari sejarahnya.
Logam yang dikerjakan dengan mesin sering memulai perjalanannya sebagai billet, lempengan, atau mekar dari kastor kontinu, atau sebagai pipa atau roda dari kastor sentrifugal. Tahap "pengecoran" dalam logam yang dikerjakan ini terbatas dan disederhanakan, dan biasanya disebut sebagai produksi logam, tetapi secara teknis ini adalah pengecoran bahan mentah.
Di sisi lain, sebagian besar coran dikerjakan dalam tahap finishing. Pengecoran pasir umumnya memiliki hasil akhir yang kasar, dan seringkali bagian dari pengecoran akan dikerjakan dengan mesin agar lebih halus, atau ukurannya tepat. Banyak coran besi dan baja akan berkarat jika tidak disegel dengan cara tertentu dan melindungi dari oksidasi ini adalah langkah penyelesaian lain yang hampir universal. Koki rumahan memiliki pengalaman menyelesaikan langkah ini saat mereka membawa pulang panci besi cor dan “membumbuinya” dengan minyak. Ini adalah bentuk pemrosesan sekunder yang diselesaikan konsumen, tetapi perawatan serupa dapat dilakukan oleh pengecoran.
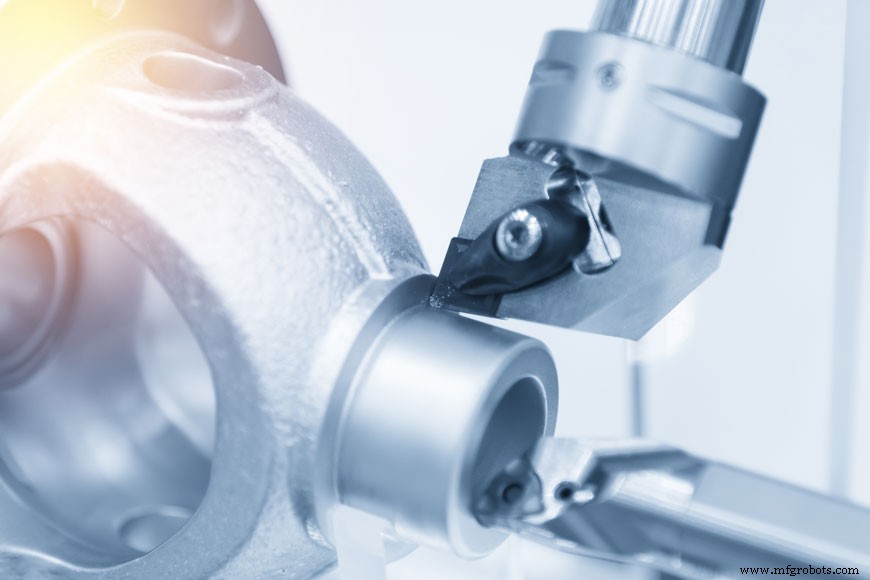
Banyak pengecoran logam perlu memenuhi toleransi dimensi yang tepat untuk bekerja karena mereka akan menjadi bagian dari mesin industri yang lebih besar. Spesifikasi teknik bisa sangat tepat untuk memenuhi kebutuhan mekanis dan struktural, tetapi pengecoran tidak memberikan akurasi dimensi ke tingkat itu. Oleh karena itu, pemesinan sering dilakukan untuk membuat dimensi permukaan yang presisi. Pengecoran juga meninggalkan permukaan yang kasar. Permukaan yang kasar juga dapat meningkatkan gesekan pada bagian yang bergerak atau membuat pengukuran yang tidak rata dan oleh karena itu sangat tidak diinginkan.
Pemesinan juga dapat menyelesaikan permukaan beberapa paduan dengan menggiling dan menggosok logam sampai bersinar. Detail halus atau tepi tajam yang tidak dapat diproduksi dalam cetakan juga dapat diperoleh sebagai bagian dari proses sekunder.
Tergantung pada pabriknya, pekerjaan ini dapat dilakukan oleh pengecoran atau oleh toko khusus di luar lokasi. Kebanyakan pengecoran memiliki beberapa kemampuan untuk fettling atau pembersihan coran mereka, tapi itu tidak selalu sama dengan memiliki semua kemampuan finishing yang dibutuhkan. Pemesinan apa yang dilakukan di rumah dan apa yang dilakukan secara eksternal tergantung pada spesialisasi pengecoran dan kebutuhan serta kemampuan klien. Jika pengecoran memasok pabrik lain, mereka hanya dapat mengirim coran dibersihkan dari flashing dan stok:jika mereka menyediakan produk akhir, mereka dapat melakukan semua pemrosesan sekunder di rumah, atau mengkoordinasikan outsourcing, tergantung pada ceruk pengecoran dan reguler basis pelanggan.
Pada tahap ini tidak ada satu cara yang digunakan untuk pengecoran. Semua pengecoran menempatkan logam cair ke dalam cetakan sebagai aktivitas intinya, tetapi seberapa presisi dimensi dan penyelesaian sebelum pengiriman adalah masalah spesialisasi.
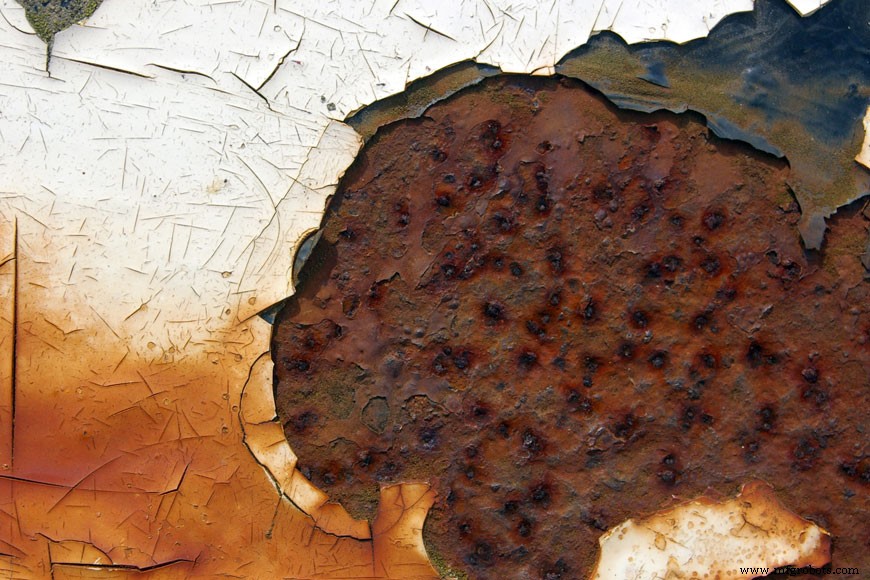
Sebagian besar paduan yang keluar dari pengecoran besi akan berkarat dengan adanya oksigen dan air. Oksida besi terbentuk dengan cepat dan mudah, dan mengelupas, memungkinkan permukaan berikutnya teroksidasi secara bergantian. Apa yang dimulai sebagai masalah permukaan dapat segera menjadi struktural saat permukaan berkarat mulai berlubang dan aus.
Baja tahan karat dan paduan tahan korosi lainnya sering kali dilindungi melalui proses yang disebut pasif:bahan tersebut dapat teroksidasi, tetapi lapisan oksida tidak mengelupas, melainkan menempel pada logam yang membuat segel. Aluminium dan kromium bekerja dengan cara yang sama. Dengan logam ini, bahkan memotong atau menggores benda tidak akan memulai proses karat, karena logam yang terbuka teroksidasi dan menutup dengan cepat. Untuk paduan rawan korosi yang tidak memiliki kemampuan ini, sealant harus digunakan untuk mencegah karat. Ada beberapa cara untuk melakukan ini.
Baja kebiruan adalah proses perlindungan terhadap korosi dengan menciptakan lapisan oksida pasif sebagai sealant. Oksida besi yang terbentuk di lingkungan normal adalah oksida merah bersisik yang kita kenal sebagai karat yang lepas, membuat logam di bawahnya mengalami korosi lebih lanjut. Komposisi kimia oksida ini adalah Fe2 O3 .
Dalam kebiruan, pekerja logam memaksa produksi magnetit, oksida besi hitam, dari kimia Fe2 O4. Magnetit ini akan tetap terikat pada permukaan di bawahnya. Ada beberapa cara untuk mencapai lapisan magnetit ini, tetapi salah satu yang lebih umum adalah membuat oksida merah dalam penangas asam atau gas dan kemudian merebus besi dalam air untuk mengubah karat menjadi magnetit. Baja biru sering diminyaki untuk perlindungan lebih lanjut.
Minyak biji rami rebus dan minyak tung adalah hasil akhir tradisional untuk besi tempa. Keduanya adalah minyak "pengeringan" yang menyembuhkan dan membuat lapisan polimer saat dipanaskan. Biasanya minyak ini memberikan lapisan coklat-hitam yang akan melindungi benda logam dalam ruangan selama beberapa dekade, dan melindungi benda luar selama beberapa tahun sebelum air mulai masuk. Untuk memberikan lapisan penyegelan lain, seringkali besi atau baja yang diberi minyak juga dilapisi lilin. .
Panci cor besi abu-abu juga diolah dengan minyak di rumah, melalui proses yang dikenal sebagai bumbu. Membumbui minyak dalam wajan dapat dilakukan dengan minyak biji rami, yang merupakan minyak biji rami food grade. Namun, lemak food grade lainnya berfungsi untuk membumbui wajan, dan hanya perlu dirawat dengan baik untuk mempertahankannya dari waktu ke waktu, karena tidak berpolimerisasi kering seperti minyak rami. Sekali lagi, lemak dioleskan ke wajan lalu dipanaskan.
Pengecatan, pernis, pernis, atau penghitaman besi dan baja adalah metode penyegelan tradisional lainnya. Di masing-masing, lapisan bahan diletakkan ke permukaan dan kemudian dibiarkan kering. Cat dan pernis lebih umum saat ini, tetapi menghitamkan adalah resep tradisional untuk persenjataan besi dan benda-benda di luar ruangan, karena campuran pernis dan oksida besi magnetit.
Metode sealant yang diterapkan ini murah dan dapat dengan mudah diulang, dan juga merupakan langkah finishing yang sangat populer. Kekurangannya adalah sebagian besar sealant dapat terkelupas, atau tergores, sehingga karat dapat bertahan. Sealant jenis ini mungkin juga memiliki lubang kecil yang sangat kecil di mana permukaan logam terbuka dan karat dapat dimulai.
Baik dalam pelapisan listrik dan pelapisan bubuk, lapisan tipis material diikat ke tingkat atas pengecoran menggunakan listrik untuk mencapai distribusi yang merata di setiap permukaan yang terbuka. Bila volume pelat atau bubuk cukup menurut volume, mereka dijamin untuk menutupi setiap molekul logam yang terbuka.
Dalam elektroplating, benda yang akan disepuh diberi muatan kemudian dicelupkan ke dalam bak yang berisi partikel logam yang menahan muatan yang berlawanan. Semakin lama logam berada di bak mandi, semakin tebal mantelnya. Ketika diangkat lagi, benda tersebut telah tertutup lapisan yang tidak terputus dengan partikel logam di bak mandi.
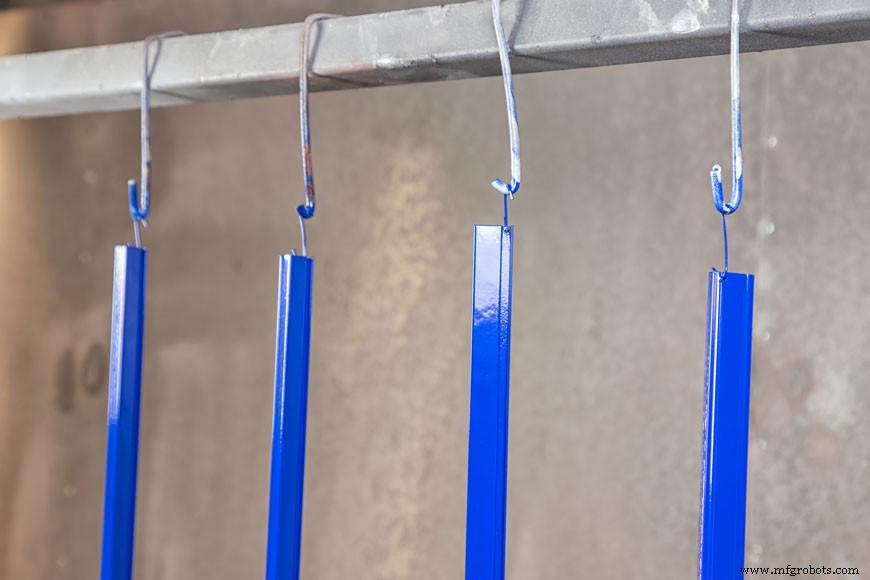
Pelapisan bubuk bekerja dengan cara yang hampir sama, tetapi alih-alih mandi dengan partikel logam, semprotan partikel resin berwarna diarahkan ke objek. Ketika objek telah mencapai ketebalan lapisan yang tepat, objek tersebut dikirim ke oven untuk diawetkan.

Dalam pengecoran yang melakukan pekerjaan pengecoran untuk pabrik lain dalam sistem manufaktur yang kompleks, semua perakitan dapat dilakukan di luar lokasi, oleh klien. Banyak potongan coran berakhir di pabrik lain sebagai input ke jalur perakitan.
Namun, beberapa pengecoran melakukan perakitan di tempat, terutama jika mereka menawarkan lini produk stok ke basis pelanggan yang lebih besar. Dalam hal ini, pengecoran harus teliti dengan ruang kerja, karena karbon, panas, dan berbagai paduan yang dikerjakan di lantai pengecoran dapat menyebabkan kontaminasi silang. Memastikan baja dibersihkan dengan baik dan dalam kondisi yang baik, serta memastikan bahwa karbon dan baja tahan karat tetap terpisah, dapat memastikan hasil yang baik pada bagian yang dilas.
Pemrosesan sekunder dapat melibatkan banyak spesialis dan pakar lainnya. Hampir semua coran akan melihat beberapa bentuk pemrosesan sekunder, bahkan jika itu hanya pemolesan akhir pada baja tahan karat, tetapi tingkat penyelesaian dan keahlian itu sangat bergantung pada proyek. Pengecoran biasanya memiliki jaringan pekerja logam lain yang mereka percayai untuk melakukan langkah-langkah pengerjaan dan penyelesaian ini, jika mereka tidak bisa.
Pengecoran besi biasanya tahu bagaimana logam akan disegel terhadap oksidasi besi, karena logam berkarat tidak menginspirasi kepercayaan siapa pun. Pemrosesan sekunder lainnya akan ditentukan dalam percakapan antara klien dan pengecoran. Apa saja layanan yang ditawarkan? Apa kebutuhan proyek? Pengecoran dapat menyelesaikan pengecoran di rumah, mengirim ke pelanggan sebagaimana adanya, atau mengoordinasikan langkah lebih lanjut ke pakar lain di industri ini.
Proses manufaktur
Keuntungan utama dari pengecoran investasi melibatkan jenis logam yang digunakan untuk memproduksi suku cadang. Setiap logam yang dapat dicairkan dapat dicor menggunakan proses ini. Logam pengecoran investasi datang dalam dua kategori:logam nonferrous dan ferrous. Memilih logam mana dalam dua kelomp
Tidak semuanya bisa dilakukan dengan pemrosesan wire EDM. Menganalisis dan meninjau gambar pemrosesan. Menurut peralatan pengolahan yang ada, pertimbangkan kelayakan metode proses ini. Pemrosesan tidak dapat dicapai dalam situasi berikut: Celah sempit lebih kecil dari diameter kawat elektroda ditam
Permukaan bagian penggilingan tidak lebih dari bidang, kontur bidang, permukaan melengkung, lubang dan ulir, dll. Metode pemesinan yang dipilih harus kompatibel dengan karakteristik permukaan bagian, akurasi yang diperlukan, dan kekasaran permukaan. Analisis Skema Pemrosesan Permukaan Satu-satunya
Menyumbang sekitar 8% dari kerak bumi, aluminium adalah logam ketiga terbanyak di dunia. Pada tahun 2016, produksi aluminium global mencapai angka tertinggi sepanjang masa sebesar 58,8 juta ton — dan tidak ada tanda-tanda produksi akan melambat dalam waktu dekat. Dengan aluminium yang digunakan untu