Ringkasan Keterampilan Memutar Bagian Berdinding Tipis
Dalam proses pemotongan, dinding tipis mudah berubah bentuk oleh gaya pemotongan, yang mengarah pada penampilan oval atau "bentuk pinggang" dengan ujung kecil di tengah dan besar. Selain itu, busing berdinding tipis rentan terhadap deformasi termal karena pembuangan panas yang buruk selama pemrosesan, dan sulit untuk memastikan kualitas pemrosesan suku cadang. Bagian-bagian yang ditunjukkan pada gambar di bawah ini tidak hanya tidak nyaman untuk dipasang dan dijepit, tetapi juga sulit untuk memproses bagian yang diproses. Penting untuk merancang selubung berdinding tipis dan pelindung poros khusus.
Analisis Proses
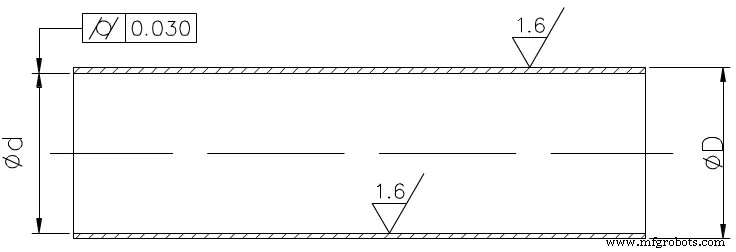
Menurut persyaratan teknis yang diberikan dalam gambar, benda kerja diproses dengan pipa baja seamless. Kekasaran permukaan lubang bagian dalam dan dinding luar adalah Ra1.6μm, yang dapat dicapai dengan memutar, tetapi silindris lubang bagian dalam adalah 0,03mm, yang diperlukan untuk bagian berdinding tipis Lebih tinggi. Dalam produksi massal, rute prosesnya kira-kira:blanking-heat treatment-car end face-car outer circle-car inner hole-inspection quality.
Proses "pemesinan lubang dalam" adalah kunci untuk kontrol kualitas. Sulit bagi kami untuk memotong lubang bagian dalam tanpa lingkaran luar dan selubung berdinding tipis untuk menjamin silinder 0,03mm.
Teknologi Utama Memutar Lubang
Teknologi kunci dari lubang balik adalah untuk memecahkan masalah kekakuan dan pelepasan chip dari alat balik lubang bagian dalam. Untuk meningkatkan kekakuan alat pembubut lubang bagian dalam, lakukan langkah-langkah berikut:
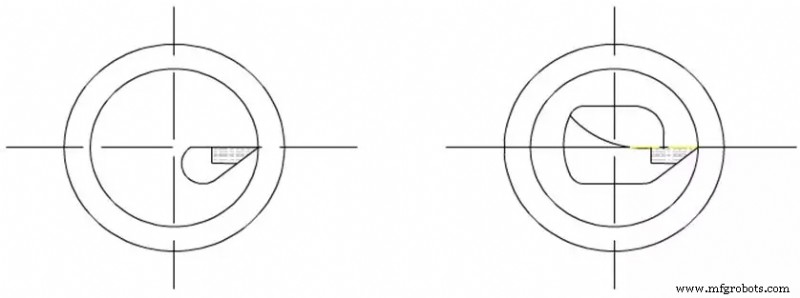
(1) Usahakan untuk memperbesar luas penampang dudukan pahat, biasanya ujung lubang bagian dalam dudukan pahat terletak di atas dudukan pahat, sehingga luas penampang dudukan pahat lebih kecil, lebih kecil dari 1/4 dari luas penampang lubang, seperti yang ditunjukkan pada gambar kiri di bawah ini. Jika ujung pahat pembubut lubang bagian dalam terletak di garis tengah dudukan pahat, luas penampang dudukan pahat di dalam lubang dapat ditingkatkan secara signifikan, seperti yang ditunjukkan pada gambar kanan di bawah ini.
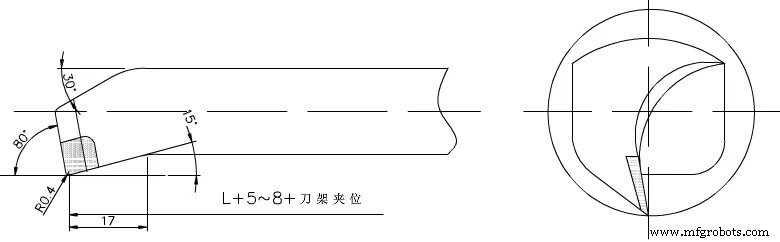
(2) Panjang pemegang pahat yang diperpanjang harus sepanjang 5-8 mm dari panjang benda kerja yang diproses, untuk meningkatkan kekakuan dudukan pahat putar dan mengurangi getaran selama proses pemotongan.
Memecahkan Masalah Penghapusan Chip
Terutama mengontrol arah aliran keluar pemotongan. Alat pembubutan kasar membutuhkan chip mengalir ke permukaan untuk dikerjakan (penghapusan chip depan). Untuk alasan ini, alat pembubut lubang bagian dalam dengan kemiringan tepi positif digunakan, seperti yang ditunjukkan pada gambar di bawah.
Saat menyelesaikan pembubutan, chip harus mengalir ke tengah untuk memiringkan chip ke depan (pembuangan chip di tengah lubang), jadi saat mengasah pahat, perhatikan arah penggilingan ujung tombak, dan metode pelepasan chip dari memiringkan busur ke arah depan, seperti yang ditunjukkan pada gambar di bawah untuk pembubutan halus Paduan pisau menggunakan YA6, tipe M saat ini, yang memiliki kekuatan lentur, ketahanan aus, ketangguhan benturan, dan ketahanan terhadap baja dan suhu yang lebih baik.
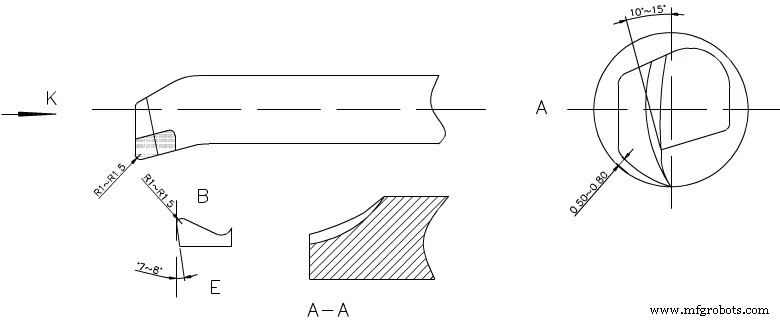
Saat mengasah, sudut rake dibulatkan ke sudut berbentuk busur 10-15°, dan sudut belakang berjarak 0,5-0,8mm dari dinding sesuai dengan busur pemesinan (garis bawah pahat dalam radian), dan sudut potong c adalah 0,5-1. Wiper di titik B tepi chip adalah R1-1.5, sudut relief tambahan digiling hingga 7-8°, dan titik AA dari tepi bagian dalam E digerinda menjadi lingkaran untuk menghilangkan chip.
Pemesinan Metode
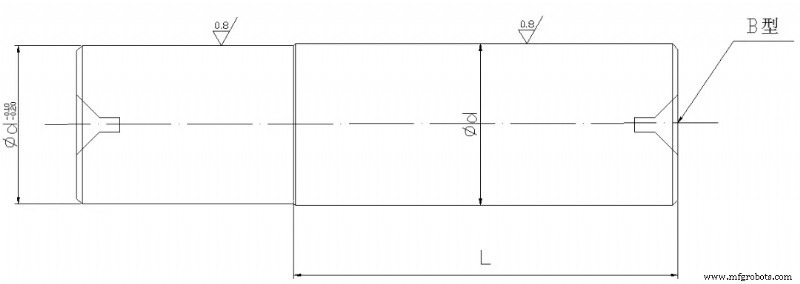
(1) Pelindung poros harus dibuat sebelum diproses. Tujuan utama dari pelindung poros adalah untuk menutupi lubang bagian dalam selongsong mobil berdinding tipis dengan ukuran aslinya, dan memperbaikinya dengan pusat depan dan belakang untuk memproses lingkaran luar tanpa deformasi, dan untuk menjaga kualitas dan akurasi lingkaran luar. Oleh karena itu, pemrosesan pelindung poros adalah mata rantai utama dalam proses pemrosesan selubung berdinding tipis.
45 Baja bulat struktur karbon digunakan untuk memproses pelindung poros kosong; permukaan ujung mobil, dua lubang tengah berbentuk B dibuka, lingkaran luarnya kasar, dan marginnya 1mm. Setelah perlakuan panas, temper dan pembentukan, dan kemudian pembubutan halus, meninggalkan margin 0,2 mm untuk penggilingan. Panaskan kembali permukaan api yang dipatahkan hingga kekerasan HRC50, lalu giling dengan gerinda silindris seperti terlihat pada gambar di bawah ini. Akurasi memenuhi persyaratan dan akan digunakan setelah selesai.
(2) Untuk menyelesaikan pemrosesan benda kerja pada satu waktu, blanko mempertahankan posisi penjepitan dan margin pemotongan.
(3) Pertama, panaskan bagian yang kosong, pendinginan dan temper, kekerasannya adalah HRC28-30 (kekerasan kisaran pemrosesan).
(4) Alat pemutar mengadopsi C620. Pertama, letakkan bagian tengah depan ke dalam kerucut spindel dan perbaiki. Untuk mencegah deformasi benda kerja saat menjepit selongsong berdinding tipis, selongsong tebal loop terbuka ditambahkan, seperti yang ditunjukkan pada gambar di bawah ini.
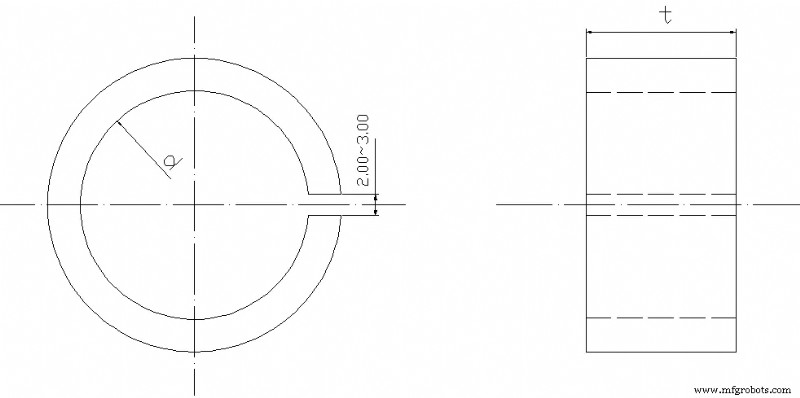
Untuk mempertahankan produksi massal, ujung luar selubung berdinding tipis diproses menjadi ukuran d yang seragam, penggaris t adalah posisi penjepitan aksial, dan selubung berdinding tipis dikompresi untuk meningkatkan kualitas lubang bagian dalam. mobil dan menjaga ukurannya. Mengingat panas pemotongan dihasilkan, ukuran ekspansi benda kerja sulit untuk dipahami. Penting untuk menuangkan cairan pemotongan yang cukup untuk mengurangi deformasi termal benda kerja.
(5) Jepit benda kerja dengan kuat dengan pencekam tiga rahang pemusatan otomatis, putar permukaan ujung, dan putar kasar lingkaran dalam.
Sisakan margin 0,1-0,2mm untuk pembubutan halus, dan ganti dengan pahat pembubutan halus untuk memproses margin pemotongan hingga poros pelindung memenuhi persyaratan kecocokan dan kekasaran yang berlebihan. Lepaskan alat pembubut lubang bagian dalam, masukkan poros pelindung ke tengah depan, gunakan pusat tailstock untuk menjepit sesuai dengan persyaratan panjang, ubah alat pembubutan luar untuk memperkasar lingkaran luar, dan kemudian selesaikan putaran ke persyaratan gambar. Setelah melewati pemeriksaan, gunakan pisau pemotong untuk memotong panjangnya sesuai dengan ukuran yang dibutuhkan. Untuk membuat potongan halus saat benda kerja dilepaskan, ujung tombak harus diasah untuk membuat permukaan ujung benda kerja halus; bagian kecil dari poros pelindung harus digiling untuk mengurangi celah yang ditinggalkan oleh pemotongan, dan poros pelindung adalah untuk mengurangi deformasi benda kerja, mencegah getaran, dan saat memotong Alasan jatuh dan memar.
Kesimpulan
Metode pemesinan selubung berdinding tipis di atas memecahkan masalah deformasi atau menyebabkan kesalahan dimensi dan bentuk yang gagal memenuhi persyaratan. Praktek telah membuktikan bahwa efisiensi pemrosesan tinggi, mudah dioperasikan, dan cocok untuk memproses bagian berdinding tipis panjang, dan ukurannya mudah dipahami. Penyelesaian satu kali, produksi massal juga lebih praktis.


