Manufaktur Produk Serat Karbon:Poin Kontrol Kualitas dan Mitigasi
Proses pembuatan serat karbon rumit dan menantang. Variabel proses seperti waktu, suhu, aliran gas, dan komposisi kimia perlu dipantau secara ketat selama setiap tahap produksi.
Dalam posting ini, kami akan memberi tahu Anda cara mengontrol seluruh proses manufaktur dari tiga aspek berikut:
- Poin utama pembuatan bahan mentah
- Cara membuat bagian serat karbon yang baik , dan
- Masalah apa dapat terjadi dan cara memperbaiki mereka.
Setelah melihat-lihat bagian ini, Anda dapat memantau seluruh proses manufaktur dan mengetahui jenis detail apa yang harus difokuskan untuk membuat produk serat karbon terbaik dengan efisiensi tinggi .
1. Bagaimana cara membuat bahan baku yang baik?
Untuk memproduksi produk yang baik, semua produsen harus memilih bahan baku yang baik pada awalnya dan kemudian fokus pada teknologi terbaru . Paragraf di bawah ini akan memberi Anda beberapa saran.
1.1 Gunakan PAN berkualitas tinggi
PAN berkualitas tinggi adalah prasyarat utama untuk pembuatan serat karbon kinerja tinggi.
Serat prekursor dengan pemurnian yang tinggi , kekuatan high yang tinggi , densifikasi good yang bagus dan halus permukaan adalah bahan utama untuk memproduksi serat karbon kinerja tinggi.
Pembuatan serat karbon perlu dimulai dari monomer polimerisasi serat prekursor, yang kualitasnya menentukan sifat serat karbon dan biaya produksi.
1. 2 Minimalkan konten pengotor
Meminimalkan kandungan pengotor adalah langkah mendasar untuk meningkatkan kekuatan tarik serat karbon, yang juga menjadi topik hangat bagi para peneliti. Dalam arti tertentu, proses meningkatkan kekuatan pada dasarnya adalah proses mengurangi kandungan pengotor.
1.3 Mempersingkat waktu pra-oksidasi
Dalam proses pra-oksidasi, di bawah premis untuk memastikan homogenisasi, waktu pra-oksidasi harus dipendekkan sebanyak mungkin, yang merupakan masalah terarah dalam mengurangi biaya produksi.
1.4 Teknologi dan peralatan suhu tinggi
Suhu karbonisasi umumnya antara 1.300 dan 1.800 °C , dan suhu grafitisasi umumnya antara 2.500 dan 3.000°C .
Ketika peralatan seharusnya terus beroperasi pada suhu tinggi seperti itu, sangat penting untuk berfokus pada teknologi suhu tinggi terbaru, seperti teknologi gelombang mikro, teknologi plasma, dan teknologi pemanas induksi di bawah perlindungan gas inert dan kondisi anaerobik.
2. Bagaimana cara membuat bagian serat karbon?
Dalam hal membuat suku cadang atau produk serat karbon, produsen biasanya meletakkan serat karbon dalam arah yang berbeda dan dalam lapisan yang berbeda untuk membentuk suatu bentuk bagian.
Kemudian serat karbon dipadatkan di bawah tekanan dan suhu tertentu. Secara umum ada 4 metode berbeda sebagai berikut:
2.1 Cetakan tempel
Pencetakan tempel adalah manual tradisional mundur metode pemrosesan.
Pencelupan diterapkan secara manual ke cetakan dan kemudian disembuhkan. Keuntungannya adalah proses tersebut dapat membuat bagian yang rumit dengan mudah , dan cocok untuk manufaktur batch kecil .
Namun kelemahannya terletak pada efisiensi produksi yang rendah, intensitas tenaga kerja yang tinggi, dan akurasi dimensi yang buruk.
2.2 HP-RTM
Dalam proses ini, bahan serat karbon dimasukkan ke dalam cetakan tertutup. Kemudian menyuntikkan resin ke dalam cetakan untuk membentuk padatan di bawah vakum dan tekanan. Proses ini disebut injeksi tekanan tinggi , yang cukup tidak rumit dan dapat menghemat biaya peralatan tambahan dengan kontrol komputer .
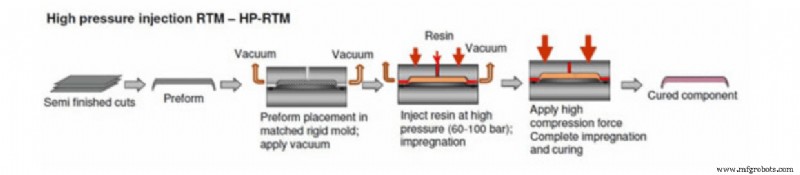
Injeksi tekanan tinggi dengan cetakan suhu tinggi dapat digunakan untuk menyiapkan bagian struktural integral dengan ukuran besar, struktur kompleks dan permukaan halus.
Menggunakan proses HP-RTM, konsumsi bahan baku cukup rendah, dan kualitas produk stabil, yang cocok untuk produksi skala besar .
Selain itu, injeksi resin dapat sangat mengurangi toksisitas gas yang mudah menguap ke tubuh manusia dan lingkungan selama proses pengawetan resin.
2.3 Cetakan Basah
Cetakan basah adalah alternatif ekonomis ke proses HP-RTM dengan proses yang lebih sederhana dan waktu siklus yang lebih pendek, yang dapat digunakan untuk memproduksi suku cadang CFRP memiliki tiga kompleksitas rendah dan luas permukaan yang besar seperti atap, pintu, kap mesin, bumper Koper, dll.
Keuntungannya jelas: resin dengan cepat dilapisi di lingkungan terbuka tanpa aliran paksa resin dalam cetakan, yang mengarah ke pengurangan gelembung .
Selain itu, proses pelapisan resin dan proses pengawetan komponen dapat dilakukan secara bersamaan. Akibatnya, siklus produksi dapat dipersingkat menjadi kurang dari 180 detik .
3. Masalah apa yang dapat terjadi dan bagaimana cara memperbaikinya?
Meskipun Anda telah memperhatikan semua langkah utama yang kami sebutkan sebelumnya, terkadang beberapa masalah kecil masih akan terjadi. Jadi kita perlu tahu masalah apa yang bisa terjadi, sehingga kita bisa menanganinya dengan lebih baik dengan solusi.
Saat Anda menemukan akumulasi resin dan kurang sebagian materi , Anda harus tahu itu mungkin disebabkan oleh keseragaman materi tambahan yang salah atau rasio epoksi yang salah .
Terkadang, desain produk dan desain cetakan benar-benar buruk, dan Anda perlu mengoptimalkan produk atau cetakan.
Penyebab masalah berbeda-beda, jadi ingatlah untuk menanganinya sesuai dengan situasi tertentu.
Itu saja tentang masalah kontrol kualitas serat karbon, dan kami berharap ini bermanfaat. Jangan ragu untuk meninggalkan komentar Anda di bawah ini jika Anda memiliki pertanyaan.
Catatan : Kami tidak memiliki gambar yang digunakan dalam postingan ini. Jangan ragu untuk menghubungi kami jika itu milik Anda, dan kami akan menghapusnya secepat mungkin.


