Berikut ini hanyalah salah satu dari beberapa posting blog yang relevan dengan Penggilingan Efisiensi Tinggi. Untuk mencapai pemahaman penuh tentang metode pemesinan populer ini, lihat salah satu pos HEM tambahan di bawah ini!
Pemesinan Berkecepatan Tinggi vs. HEM I Cara Mengatasi Penipisan Chip I Menyelam ke Kedalaman Pemotongan I Cara Menghindari 4 Jenis Keausan Alat Utama I Pengantar Penggilingan Trochoidal
High Efficiency Milling (HEM) adalah strategi yang dengan cepat mendapatkan popularitas di industri pengerjaan logam. Sebagian besar paket CAM sekarang menawarkan modul untuk menghasilkan jalur alat HEM, masing-masing dengan nama miliknya sendiri. Dalam paket ini, HEM juga dapat dikenal sebagai Dynamic Milling atau High Efficiency Machining, antara lain. HEM dapat menghasilkan efisiensi bengkel yang mendalam, masa pakai alat yang lebih lama, kinerja yang lebih baik, dan penghematan biaya. End mill berperforma tinggi yang dirancang untuk mencapai kecepatan dan feed yang lebih tinggi akan membantu masinis mendapatkan manfaat penuh dari metode pemesinan populer ini.
Ditetapkan Penggilingan Efisiensi Tinggi
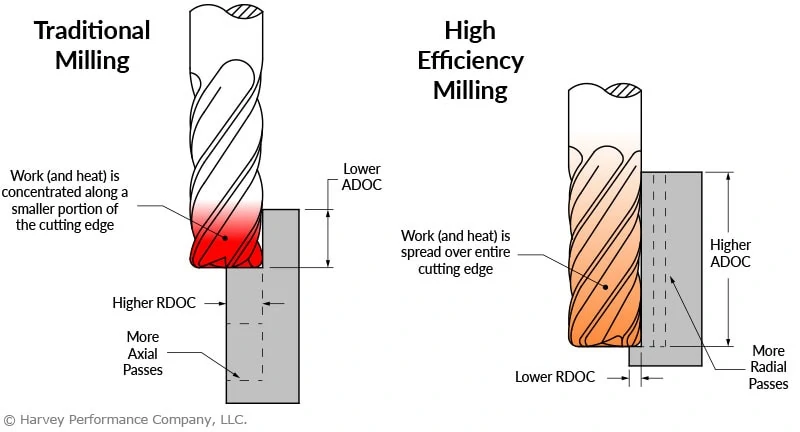
HEM adalah teknik penggilingan untuk roughing yang memanfaatkan Radial Depth of Cut (RDOC) yang lebih rendah dan Axial Depth of Cut (ADOC) yang lebih tinggi. Ini menyebarkan keausan secara merata di seluruh ujung tombak, menghilangkan panas, dan mengurangi kemungkinan kegagalan alat.
Strategi ini berbeda dari penggilingan tradisional atau konvensional, yang biasanya membutuhkan RDOC yang lebih tinggi dan ADOC yang lebih rendah. Penggilingan tradisional menyebabkan konsentrasi panas di satu bagian kecil pahat, mempercepat proses keausan pahat. Lebih lanjut, saat Penggilingan Tradisional membutuhkan lebih banyak lintasan aksial, jalur pahat HEM menggunakan lebih banyak lintasan secara radial.
Untuk informasi selengkapnya tentang mengoptimalkan Depth of Cut dalam kaitannya dengan HEM, lihat Menyelam ke Depth of Cut:Pendekatan Peripheral, Slotting &HEM.
Aplikasi CAM Bawaan
Teknologi permesinan telah maju dengan perkembangan mesin yang lebih cepat dan lebih bertenaga. Untuk mengimbanginya, banyak aplikasi CAM telah mengembangkan fitur bawaan untuk jalur pahat HEM, termasuk Trochoidal Milling, metode pemesinan yang digunakan untuk membuat slot yang lebih lebar dari diameter pemotongan pahat.
HEM sebagian besar didasarkan pada teori seputar Radial Chip Thinning, atau fenomena yang terjadi dengan RDOC yang bervariasi, dan berkaitan dengan ketebalan chip dan umpan per gigi. HEM menyesuaikan parameter untuk mempertahankan beban konstan pada pahat melalui seluruh operasi pengasaran, menghasilkan laju pelepasan material (MRR) yang lebih agresif. Dengan cara ini, HEM berbeda dari jalur alat berkinerja tinggi lainnya, yang melibatkan metode berbeda untuk mencapai MRR yang signifikan.
Klik Di Sini untuk mempelajari Lebih Lanjut Tentang Kekuatan Peningkatan Efisiensi dari Penggilingan Efisiensi Tinggi
Hampir semua mesin CNC dapat melakukan HEM – kuncinya adalah pengontrol CNC yang cepat. Saat mengonversi dari program reguler ke HEM, sekitar 20 baris kode HEM akan ditulis untuk setiap baris kode reguler. Sebuah prosesor yang cepat diperlukan untuk melihat ke depan untuk kode, dan mengikuti operasi. Selain itu, perangkat lunak CAM canggih yang secara cerdas mengelola beban pahat dengan menyesuaikan IPT dan RDOC juga diperlukan.
Studi Kasus Penggilingan Efisiensi Tinggi
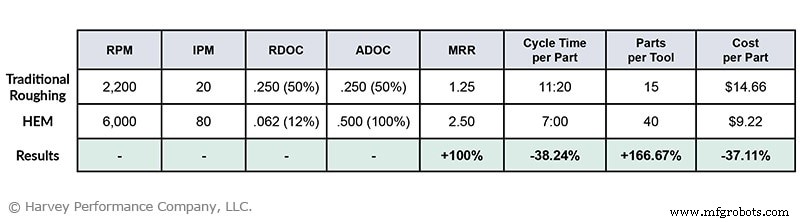
Contoh berikut menunjukkan hasil yang diperoleh seorang masinis saat menggunakan alat Helical Solutions HEV-5 untuk melakukan operasi HEM pada baja tahan karat 17-4PH. Saat melakukan HEM, end mill 5-flute berdiameter ” ini hanya mengaktifkan bagian secara radial 12%, tetapi 100% secara aksial. Teknisi ini mampu mengurangi keausan pahat dan mampu menyelesaikan 40 bagian dengan satu pahat, dibandingkan hanya 15 dengan jalur pahat roughing tradisional.
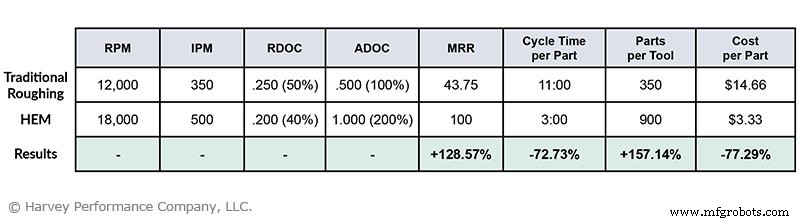
Pengaruh HEM pada aplikasi roughing juga dapat dilihat pada studi kasus di bawah ini. Saat mengerjakan aluminium 6061 dengan Helical's H45AL-C-3, 1/2″, 3-flute kasar, masinis ini mampu menyelesaikan bagian dalam 3 menit, dibandingkan 11 menit dengan toolpath roughing tradisional. Satu alat mampu membuat 900 bagian dengan HEM, peningkatan lebih dari 150% dibandingkan metode tradisional.
Pentingnya Alat untuk HEM
Secara umum, HEM adalah masalah menjalankan alat – bukan alat itu sendiri. Hampir setiap alat bisa melakukan HEM, tetapi menggunakan perkakas yang dibuat untuk menahan kerasnya HEM akan menghasilkan kesuksesan yang lebih besar. Meskipun Anda dapat berlari maraton dengan semua jenis sepatu, kemungkinan besar Anda akan mendapatkan hasil dan performa terbaik dari sepatu lari.
HEM sering dianggap sebagai metode pemesinan untuk perkakas berdiameter lebih besar karena operasi MRR yang agresif dan kerapuhan perkakas di bawah ukuran 1/8”. Namun, perkakas miniatur juga dapat digunakan untuk mencapai HEM.
Menggunakan perkakas mini untuk HEM dapat menciptakan tantangan tambahan yang harus dipahami sebelum memulai operasi Anda.
Alat Terbaik untuk HEM:
Jumlah seruling tinggi untuk meningkatkan MRR.
Diameter inti besar untuk menambah kekuatan.
Pelapis alat yang dioptimalkan untuk material benda kerja untuk meningkatkan pelumasan.
Desain Pitch Variabel/Variable Helix untuk mengurangi harmonik.
Pengambilan Penting
HEM adalah operasi permesinan yang semakin populer di toko-toko di seluruh dunia. Sebuah teknik milling untuk roughing yang memanfaatkan RDOC lebih rendah dan ADOC lebih tinggi daripada milling tradisional, HEM mendistribusikan keausan secara merata di seluruh ujung tombak pahat, mengurangi konsentrasi panas dan memperlambat laju keausan pahat. Hal ini terutama berlaku pada perkakas yang paling cocok untuk mempromosikan manfaat HEM.