6 Tips untuk Mengurangi Biaya Pembuatan Prototipe CNC
Diposting pada 10 Juni 2019 | Oleh Tony, Manajer Proyek WayKen
Biaya pembuatan prototipe CNC tidak murah terlepas dari semua kemajuan teknologi modern, dan itu dapat dimengerti. Bagaimanapun, itu membutuhkan spesialis berkualifikasi tinggi, peralatan profesional, dan terkadang penggunaan paduan mahal. Mengambil produksi prototipe pada tahap desain akan sangat membantu Anda dalam mengurangi biaya keseluruhan dari total biaya proyek pembuatan prototipe CNC.
Terdiri dari Biaya Pembuatan Prototipe CNC

Untuk memahami cara memangkas biaya pemesinan prototipe, pertama-tama mari kita lihat daftar pengeluaran utama.
- Logam curah . Prinsip dasar dalam pemesinan CNC kustom adalah pertama-tama, Anda memerlukan segumpal besar logam untuk dipotong. Dalam prototyping dan industri volume rendah, pompa atau blank seperti yang biasa disebut sebenarnya jauh lebih besar daripada massa total bagian akhir (hingga 5 kali dalam beberapa kasus). Itulah mengapa memilih paduan yang tepat itu penting karena Anda sebenarnya membayar 3 -4 kali massa suku cadang Anda.
- Waktu penyiapan . Setelah gambar teknis datang ke layanan CNC, pasti akan ada fase persiapan ketika peralatan pemesinan disiapkan, program NC ditulis, perkakas diproduksi atau dirakit. Kali ini
- Waktu pengerjaan . Setelah persiapan selesai, pemesinan dilakukan. Parameter utama selama prototyping cepat CNC adalah total waktu yang dibutuhkan untuk proses tersebut. Ini termasuk waktu untuk pemotongan aktual, pertukaran pahat, pemuatan dan pembongkaran suku cadang dan waktu yang dibutuhkan suku cadang mesin CNC untuk berpindah antar perkakas mesin jika diperlukan. Biaya ini sejauh ini merupakan yang terbesar dalam daftar dan mutlak diperlukan untuk mengurangi waktu pengerjaan.
- Waktu tambahan . Setiap jenis proses manufaktur memiliki beberapa jeda administratif yang tak terhindarkan karena dokumentasi, pengiriman, dan sebagainya. Mereka hanya bergantung pada produsen suku cadang prototipe cepat sehingga Anda harus memilih dengan cermat dan menanyakan waktu yang diperlukan bagi mereka untuk membuat kontrak atau mengirimkan suku cadang mesin kustom CNC ke lokasi Anda.

Jadi, setelah menganalisis semua biaya yang memengaruhi biaya pembuatan prototipe cepat CNC akhir, kami dapat menyimpulkan dan membuat daftar kiat yang akan membantu Anda memangkas biaya pembuatan prototipe CNC untuk proyek Anda.
Kiat untuk Mengurangi Biaya Prototipe

Pilih logam dengan benar
Banyak pemula tidak terlalu memikirkan materi. Mereka memasukkan baja konstruksi standar atau menggunakan sesuatu yang lebih dingin seperti titanium atau baja tahan karat untuk mencegah karat. Kedua pilihan itu mungkin salah atau mungkin benar. Yang harus Anda pahami di sini adalah bahwa harga paduan bukanlah faktor penentu. Misalnya, jika Anda memiliki volume besar untuk dikerjakan, lebih baik memilih aluminium karena Anda akan memprosesnya lebih cepat dan penghematan dari waktu pengerjaan akan menutupi biaya pemesinan tambahan.
Masalah lainnya adalah ketika Anda memerlukan beberapa sifat khusus dari bahan tersebut, misalnya, agar tahan terhadap suhu tinggi tetapi Anda berlebihan dan memilih bahan yang kadarnya lebih tinggi dari yang seharusnya. Misalnya, Anda harus memiliki suhu 800 derajat Celcius dan Anda menggunakan suhu 950 derajat, bahan yang jauh lebih sulit untuk diproses dan jauh lebih mahal tetapi tambahan 150 derajat itu tidak diperlukan.
Tambahkan elemen dasar
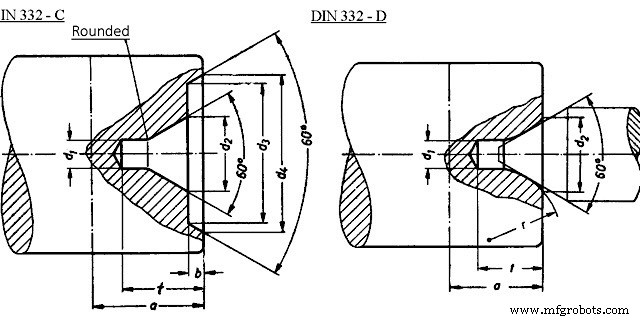
Mengurangi waktu set-up dimungkinkan dengan menambahkan permukaan khusus ke bagian, yang dapat digunakan secara konsisten untuk memperbaiki blanko prototipe produk pada peralatan mesin. Misalnya, jika Anda membuat bagian tipe poros, Anda dapat menambahkan dua lubang lancip pada permukaannya sehingga memungkinkan untuk memasang bagian tersebut ke pusat mesin bubut. Atau jika bagian tersebut berbentuk kotak yang akan digiling, tambahkan bidang dengan dua lubang yang tegak lurus.
Hindari permukaan yang rumit
Permukaan kompleks dengan kehalusan permukaan akhir yang tinggi di bagian CNC tidak diterima jika pilihan Anda adalah pembuatan prototipe cepat. Alasannya adalah bahwa permukaan kompleks biasanya diselesaikan oleh pabrik akhir kecil dengan ujung bulat. Ini memiliki stepover yang sangat kecil ( sekitar 0,1-0,05 mm) dan harus melawan seluruh permukaan dari satu sisi ( jika berjalan dua arah, akan ada rusuk kecil). Jika area permukaan kompleks besar, Anda perlu waktu berjam-jam untuk menyelesaikannya.

Hindari dinding tipis dan kantong yang dalam
Pembuatan prototipe CNC melibatkan banyak gaya dan gesekan. Gaya potong harus besar untuk dapat memotong sepotong baja atau paduan lainnya. Kekuatan ini tidak hanya sampai pada pemotongan. Jika pahat tumpul atau parameter pemotongan terlalu besar, bagian itu sendiri mungkin sedikit bengkok. Ini dapat diabaikan jika ada banyak logam pada bagian tersebut dan kekakuannya tinggi, tetapi semakin tipis dan panjang bagian tersebut, semakin Anda akan melihat deformasi akibat gaya potong. Ini dapat diatasi dengan mengurangi parameter pemotongan, tetapi itu akan menyebabkan peningkatan waktu pemesinan. Jadi, bagian mesin prototipe harus memiliki dinding yang lebih tebal.
Pesan dalam jumlah kecil alih-alih satu bagian
Jika ada kemungkinan kecil bahwa Anda akan membutuhkan lebih dari satu prototipe untuk pengujian, Anda harus segera memesan dalam jumlah kecil daripada memesan nanti karena akan jauh lebih murah. Toko mesin hanya perlu menyiapkan peralatan mesinnya sekali, bukan dua kali.
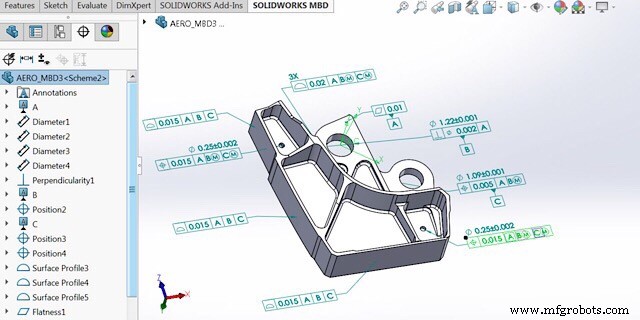
Setel presisi dengan benar
Banyak desainer berpikir bahwa semakin presisi suatu bagian semakin baik, semakin tinggi permukaan akhir semakin baik tampilannya (bagian mengkilap yang dipoles terlihat keren, ya?) tetapi toleransi yang tinggi dan permukaan akhir yang ekstrem berarti bahwa produsen prototipe harus menggunakan mesin gerinda untuk mencapai ukuran dan permukaan akhir seperti itu. Dan untuk menggiling bagian, mereka harus memiliki jumlah kekerasan minimum. Dan itu terjadi setelah perlakuan panas. Sekarang, perlakuan panas memakan waktu setidaknya satu hari karena Anda perlu memanaskan bagian itu, membiarkannya di sana, dan kemudian mendinginkannya. Jadi, sebaiknya sebagian besar permukaan adalah IT9 atau lebih rendah dengan permukaan akhir Ra 3,2 atau lebih buruk dan hanya permukaan yang paling penting dengan toleransi yang lebih tinggi.


