Cara Meningkatkan Siklus Kaleng Pengeboran Peck
Sebagian besar pusat permesinan CNC menyediakan dua jenis siklus kaleng pengeboran peck:G73 melakukan pemecahan chip untuk material yang dapat ditempa dan G83 melakukan pembersihan chip untuk lubang yang dalam. G73 digunakan untuk memecahkan chip saat lubang dibor, menarik bor sedikit secara berkala (setiap 0,1 inci atau 2,5 mm, misalnya). G83 digunakan untuk membersihkan serpihan dari seruling bor saat lubang dibor, menarik bor sepenuhnya keluar dari lubang setiap tiga hingga lima kali diameter bor.
Bagaimana jika Anda harus membuat lubang yang dalam pada material yang dapat ditempa? Ini membutuhkan kombinasi dari dua siklus kalengan, dan sebagian besar CNC tidak memiliki siklus kalengan untuk ini. Namun, dengan FANUC Custom Macro, Anda dapat membuat siklus kaleng pengeboran peck Anda sendiri dan membuatnya berperilaku seperti yang Anda inginkan. Anda bahkan dapat membuat perintah panggilan modal, dan menjalankannya dengan kode G pilihan Anda, membatalkannya dengan G80.
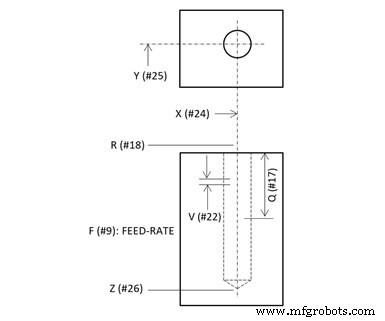
Idealnya, siklus kalengan Custom Macro buatan pengguna Anda akan menggunakan kata-kata CNC yang sama dan akan dipanggil dengan cara yang sama seperti G73 dan G83. Ini akan memastikan konsistensi, meminimalkan kebingungan, dan mencegah pemrogram membuat modifikasi ekstensif pada program saat ini yang menggunakan G73 atau G83. Ilustrasi ini menunjukkan kata-kata terkait untuk contoh kita.
Perhatikan bahwa argumen alamat surat yang dipilih sesuai dengan yang digunakan dengan G83, dengan penambahan alamat surat V untuk menentukan kedalaman peck pemecahan chip. Berikut adalah contoh program pemanggilan yang akan menjalankan mesin enam lubang. Perhatikan betapa miripnya dengan program yang menggunakan G83.
%
O0001
(N005 T01 M06
N010 G54 G90 S600 M03
N015 G00 X0 Y0
N020 G43 H01 Z0.1
N025 G66.1 P9010 X1.0 Y1.0 Z-3.25 R0.1 Q1.0 V0.1 F5.0
N030 X2.0
N035 X3.0
N040 Y2.0
N045 X2.0
N050 X1.0
N055 G67
N060 G91 G28 Z0 M19
N065 M30
%
G66.1 menetapkan perintah panggilan Makro Kustom modal. G67 membatalkannya. Jika Anda ingin menggunakan kode G khusus untuk memanggil modal Makro Kustom, misalnya G89, tempatkan nilai -89 dalam parameter kode-G yang dibuat pengguna yang terkait dengan program O9010. Untuk CNC FANUC saat ini, kebetulan menjadi parameter 6050. Nilai 89 adalah nomor kode-G. Membuatnya negatif memberi tahu CNC bahwa Anda ingin itu menyebabkan panggilan modal ke makro khusus. Anda juga harus mengonfirmasi bahwa bit 3 dari parameter 6007 disetel ke nol untuk memastikan bahwa metode panggilan Makro Kustom modal G66.1 digunakan (bukan G66).
Untuk membatalkan dengan G80, bukan G67, buat kode G lain yang dibuat pengguna. Tempatkan nilai 80 pada parameter 6051. Mulai saat ini, CNC akan mengeksekusi program O9011 setiap kali G80 dibaca:
%
O9011
G80 (Fungsi normal G80, batalkan siklus kalengan)
G67 (Batalkan panggilan makro kustom modal)
M99
%
Berikut adalah Makro Kustom yang mengebor:
%
O9010
(PERTAHANKAN MODAL ARGUMEN)
JIKA[#24EQ#0] MAKA #101=#5001
JIKA[#24NE#0] MAKA #101=#24
JIKA[#25EQ#0] MAKA #102=#5002
JIKA[#25NE#0] MAKA #102=#25
JIKA[#26NE#0] MAKA #103=#26
JIKA[#18NE#0] MAKA #104=#18
JIKA[#17NE#0] MAKA #105=#17
JIKA[#22NE#0] MAKA #106=#22
JIKA[#9NE#0] MAKA #107=#9
#24=#101
#25=#102
#26=#103
#18=#104
#17=#105
#22=#106
#9=#107
(KONTANSI)
#33=0,05 (PENDEKATAN KE LUBANG)
#4=0,005 (JUMLAH RETRACT CHIP BREAK)
(INIALISASI UNTUK CHIP CLEARING LOOP)
#28=ROUND[[ABS[#26-#18]]/#17] (JUMLAH CIPT KLIRING CHIP)
#17=[ABS[#26-#18]]/#28 (KEDALAMAN PECK KLIRING CHIP YANG DIHITUNG ULANG)
#29=#18 (POS PENDEKATAN CHIP CLEARING PECK SAAT INI)
(INIALISASI UNTUK CHIP BREAKING LOOP)
#31=ROUND[#17/#22] (JUMLAH CHIP BREAKING PECKS)
#22=#17/#31 (KEDALAMAN PEMECAHAN CHIP YANG DIHITUNG ULANG)
#32=#18-#22 (POSISI BAWAH CHIP BREAKING SAAT INI)
(GERAKAN POSISI AWAL)
G00 X#24 Y#25
Z#18
(LOOP PENGEBORAN PECK KLIRING CHIP)
#27=1 (COUNTER UNTUK PECK KOSONG CHIP)
SAAT[#27 LE #28] LAKUKAN 1
G00 Z#29 (PINDAH KE POS PENDEKATAN Z SAAT INI)
(LOOP PENGEBORAN CHIP BREAK PECK)
#30=1 (COUNTER UNTUK CACAT PEMECAHAN CHIP)
SAAT[#30 LE #31] LAKUKAN 2
G01 Z#32 F#9 (BUAT CUKUR)
G00 Z[#32+#4] (BREAK CHIP)
(LANGKAH CHIPB BREAK PECK LOOP PENGEBORAN NILAI)
#30=#30+1 (PENGHITUNG LANGKAH)
#32=#32-#22 (LANGKAH SAAT INI CHIP BREAK BOTTOM)
AKHIR 2
G00 Z#18 (RETRAK DARI LUBANG)
#27=#27+1 (PENGHITUNG LANGKAH)
#29=#32+#22+#33
AKHIR 1
M99
%


