Apa yang dimaksud dengan sentakan dan akselerasi dalam pencetakan 3d? Panduan Sederhana!
Ketika kita mulai di dunia pencetakan 3d, pertama-tama kita belajar tentang hubungan terbalik antara kualitas output dari sepotong dan kecepatan gerakan printer. Maksud saya tidak lain adalah fakta sederhana bahwa kecepatan gerakan ekstrusi yang lebih rendah umumnya akan menghasilkan objek yang tampak lebih baik.
Seiring berjalannya waktu, kami juga belajar tentang lebih banyak parameter yang dapat diubah untuk mendapatkan hasil yang diinginkan untuk tujuan khusus kami. Dua pengaturan penting terkait kecepatan gerakan adalah brengsek dan akselerasi. Meskipun mereka lebih halus dan tidak langsung, mereka sangat penting, dan dapat membuat atau menghancurkan proyek kami.
Jerk akan menentukan rentang kecepatan (dari 0mm/s hingga kecepatan yang ditentukan) di mana printer akan sepenuhnya mengabaikan parameter akselerasi dan langsung menuju kecepatan yang ditentukan di bawah pengaturan brengsek. Percepatan, di sisi lain, menentukan tingkat perubahan kecepatan gerakan terhadap waktu. Laju perubahan ini ditentukan dalam mm/s dan mempengaruhi kecepatan pencetakan hingga mencapai kecepatan gerakan maksimum.
Mendefinisikan Menyentak dan Akselerasi dalam pencetakan 3d
Printer 3d menggunakan papan kontrol yang sangat kuat dalam hal kemampuan perhitungan. Dengan papan ini, kode-G (disimpan di kartu SD atau dikirim melalui kabel USB) dapat ditafsirkan dan dijalankan. Kode ini memberikan informasi tentang arah dan kecepatan gerakan, yang dibaca dan dieksekusi baris demi baris oleh printer kita. Namun, ada nilai yang ditetapkan dalam firmware mesin yang tidak tertulis dalam kode-G, yang menentukan secara lebih rinci bagaimana gerakan dijalankan.
Diantaranya, kita dapat menyebutkan brengsek dan akselerasi, yang penting untuk mencapai akurasi dimensi yang tepat dalam waktu pencetakan yang dapat diterima
Entah bagaimana ironisnya, brengsek cenderung membingungkan orang-orang yang memiliki latar belakang yang lebih teknis. Hal ini disebabkan fakta bahwa istilah ini didefinisikan dalam fisika, tetapi memiliki arti lain ketika berhadapan dengan printer 3d. Orang bodoh seperti saya tidak perlu berurusan dengan kebingungan ini karena saya tidak tahu ambiguitas ini sebelum melakukan penelitian yang tepat untuk artikel ini.
Jika Anda tertarik, dalam fisika, kita dapat mendefinisikan percepatan sebagai laju perubahan kecepatan terhadap waktu. Secara analog, brengsek tidak lain adalah laju perubahan percepatan terhadap waktu. Secara matematis, mereka adalah turunan pertama dan kedua dari kecepatan terhadap waktu.
Setelah memperjelas perbedaan (yang tidak) perlu ini, mari tentukan brengsek dan akselerasi untuk pencetakan 3d!
Apa yang menyentak dalam pencetakan 3d?
Jerk adalah parameter yang mengukur variasi kecepatan minimum yang memerlukan percepatan pada satu sumbu. Meski terdengar rumit, namun lebih mudah terlihat ketika variasi kecepatan terjadi di tikungan:saat mencapai ekstrem, ekstruder harus “mengrem” sebelum mengubah arah. Jika nilai brengsek terlalu rendah, pergerakan akan lebih mulus saat mencapai tikungan dan variasi kecepatan tidak akan drastis saat titik panas berubah arah.
Misalnya, jika kita menyetel brengsek cetak ke 20mm/s, kita memberitahu printer untuk beralih secara instan dari 0mm/s ke 20mm/s mengabaikan parameter akselerasi. Akselerasi hanya akan memengaruhi peningkatan kecepatan lebih lanjut dari 20mm/dtk ke kecepatan maksimum.
Jika tidak, jika nilai brengsek disetel terlalu tinggi, waktu yang dibutuhkan untuk mencapai kecepatan maksimum akan lebih sedikit dan kemudian akan mengurangi waktu pencetakan. Seperti semua parameter dalam pencetakan 3d, titik keseimbangan harus ditemukan antara kecepatan dan kualitas cetak, karena meningkatkan nilai ini terlalu banyak akan meningkatkan getaran dan menimbulkan masalah seperti bayangan atau hilangnya langkah pada motor.
Apa yang dimaksud dengan akselerasi dalam pencetakan 3d?
Percepatan menunjukkan seberapa cepat kecepatan gerak meningkat pada setiap sumbu. Seperti saat mengendarai mobil, kecepatan maksimal hanya tercapai jika jaraknya cukup jauh. Menurut definisi, printer bekerja pada kecepatan antara 0mm/s (tidak bergerak sama sekali) dan kecepatan maksimum yang disetel pada alat pengiris, terutama pada bagian kompleks dengan banyak sudut.
Meningkatkan akselerasi membuat printer lebih cepat jika memiliki jarak yang cukup untuk melakukan perjalanan. Brengsek bertanggung jawab atas peningkatan kecepatan sesaat. Bersama-sama, mereka dapat menghaluskan printer Anda sekaligus mengurangi waktu cetak.
Meskipun Anda dapat mengatur nilai percepatan dan sentakan yang berbeda untuk setiap sumbu, disarankan untuk menggunakan nilai yang sama pada sumbu X dan sumbu Y. Dengan cara ini, objek yang dicetak akan terlihat sama, tidak peduli bagaimana orientasinya selama pencetakan.
Bagaimana dampak Menyentak dan Akselerasi terhadap kualitas secara keseluruhan?
Ketika ekstruder mengubah arah (atau kecepatan), ekstruder harus terlebih dahulu mengurangi kecepatan pada satu sumbu dan meningkatkan kecepatan pada sumbu lainnya. Jika brengsek diatur terlalu tinggi, perubahan ini akan cepat dan tiba-tiba, yang dapat menyebabkan getaran yang tidak diinginkan ditransmisikan ke bagian tersebut. Demikian juga, jika akselerasi yang disetel terlalu tinggi, printer mungkin tidak memiliki jarak atau waktu yang cukup untuk menghentikan kereta hotend. Ini menghasilkan overshoot yang membuat hotend melampaui posisi yang diinginkan.
Sebaliknya, menyetel nilai brengsek dan akselerasi rendah membuat printer kami bekerja dalam rentang gerak yang konservatif. Hasil akhir mungkin lebih baik, tetapi pencetakan akan memakan waktu lebih lama dan membuatnya tidak layak secara ekonomi. Sebagai aturan umum, kita akan berkembang untuk titik sentakan dan akselerasi tertinggi di mana tampilan objek tetap dapat diterima.
Konsekuensi pengaturan brengsek pada kualitas pencetakan
- Waktu pencetakan sangat lama :waktu pencetakan dapat dipersingkat jika nilai brengsek diatur dengan benar. Kecepatan maksimum yang diatur dalam kode-G tercapai lebih cepat dan menuntut jarak yang lebih sedikit.
- Getaran berlebihan :Saat printer mengubah arah pada sudut mendekati 90 derajat, getaran yang tidak diinginkan terjadi di ujung panas. Getaran ini ditransmisikan ke bidak, menghasilkan “gema ” di bagian luar potongan. Masalah ini, yang dikenal sebagai ghosting atau dering, bergantung (antara lain, seperti ketegangan sabuk) pada cara printer mempercepat bagian yang bergerak.
- Melemahkan struktur printer 3d :Masalah ini lebih sering terlihat pada printer dengan sistem ekstrusi langsung karena ekstruder dan hotend bergerak bersama. Massa yang dipercepat menyebabkan struktur printer terus-menerus bergetar, melonggarkan mur dan baut, dan semakin meningkatkan masalah aslinya.
- Sudut membulat :Kadang-kadang sudut tajam suatu benda menjadi membulat, karena penyetelan sentakan yang tidak tepat. Ini harus diperbaiki agar hotend mengubah arah dengan benar.
Konsekuensi pengaturan percepatan kualitas pencetakan

- Kebisingan berlebihan :Bila akselerasi terlalu tinggi, printer mengeluarkan suara yang sangat keras. Setelan yang benar dapat membantu mengurangi suara yang keluar dari printer.
- Z-goyangan :Masalah ini bermanifestasi sebagai variasi dalam dimensi bagian di sepanjang sumbu Z. Jika batang vertikal tidak bengkok, kemungkinan besar percepatannya terlalu tinggi.
- Lewati garis lapisan :Jika hotend bergerak terlalu cepat sebelum diekstrusi, sebagian kecil baris akan kosong.
Menemukan pengaturan Jerk dan Akselerasi yang optimal
Setelan Jerk Optimal
Nilai brengsek dapat diubah langsung dari menu printer. Dalam perintah Kontrol, pilih "gerakan". Di sana Anda akan melihat nilai berikut:
- Vx-brengsek
- Brengsek
- Brengsek
- Brengsek
Karena nilai brengsek pada sumbu z biasanya tidak penting untuk pencetakan, kami akan meninggalkan nilai yang ditetapkan sebelumnya. Dengan cara yang sama, Anda disarankan untuk tidak mengubah nilai Jerk dari alat pengekstrusi.
Pergerakan di X dan Y harus semirip mungkin, jadi kita akan selalu menggunakan nilai brengsek yang sama di kedua pengaturan. Coba ubah pengaturan ini hingga nilai maksimum 20 mm/s.
Cara termudah untuk menemukan nilai brengsek yang benar adalah dengan membuat beberapa cetakan identik yang mengubah nilai ini pada 5 mm/s pada setiap iterasi.
Setelan Akselerasi Optimal
Nilai akselerasi juga dapat diubah langsung dari menu printer. Dalam perintah Kontrol, pilih "gerakan". Di sana Anda akan melihat nilai berikut:
- Perjalanan
- Amax X
- Amax Y
- Amax Z
- Amax E
Seperti halnya Jerk, saya sarankan hanya memodifikasi akselerasi pada sumbu X dan sumbu Y saja.
Kali ini, lompatan pada setiap tes masing-masing bisa 100 unit. Titik awal yang disepakati bersama dan konservatif adalah sekitar 400m/s^2
Kalkulator dari Prusaprinters berikut akan sangat berguna untuk melihat pada grafik berapa jarak yang dibutuhkan printer untuk mencapai kecepatan yang diinginkan, dengan nilai percepatan yang berbeda.
Kalkulator lain ini memungkinkan Anda mengetahui akselerasi maksimum yang didukung printer Anda, mengetahui massa beban bergerak dan parameter lain yang diketahui. Ini juga memberi tahu Anda jika nilai akselerasi Anda saat ini membuat printer kami tidak stabil. Meskipun menarik dari sudut pandang teknik dan pendidikan, tidak ada yang mengalahkan iterasi melalui beberapa nilai hingga menemukan titik manis antara kecepatan dan kualitas pencetakan.
Beberapa pemotong seperti Cura, memungkinkan Anda untuk mengubah pengaturan ini dengan menggunakan instruksi g-code. Misalnya, perintah M205 mengontrol brengsek. Saya sarankan Anda untuk mengontrol brengsek dan akselerasi dari printer 3d Anda, dan kemudian menyimpan nilai terbaik di memori EEPROM.
Menggunakan pencarian biner untuk menemukan Jerk dan Akselerasi yang optimal
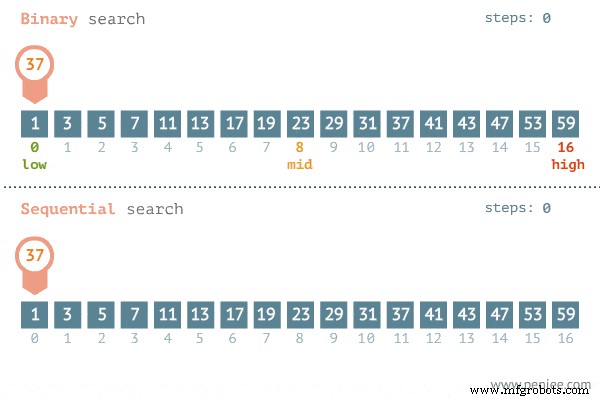
Pencarian biner adalah metode yang biasa digunakan dalam program komputer. Ini terdiri dari menetapkan dua nilai, yang lebih rendah (sebut saja A) dan yang lebih tinggi (sebut saja B). Nilai rata-rata (agar tidak menggunakan kekuatan kreatif kita, sebut saja C) dihitung sebagai setengah dari jumlah:(A + B) / 2 =C.
Jika kita menetapkan nilai C dalam parameter cetak, dan mencetak objek uji, kita dapat memeriksa hasilnya.
- Jika terlalu tinggi, nilai C ditukar dengan nilai B, diperoleh (A + C) / 2.
- Jika nilainya terlalu rendah, A ditukar dengan C, diperoleh (C + B) / 2.
Dengan demikian, tidak perlu menguji dengan menaikkan nilai sedikit demi sedikit di setiap cetakan, karena interval dipotong menjadi 2 bagian dengan setiap iterasi tambahan.
Metode ini dapat digunakan untuk menyetel setelan lain pada printer Anda (seperti kecepatan atau suhu), jadi cobalah jika Anda tidak tahu harus mulai dari mana.
Model untuk menguji setelan Jerk dan Akselerasi
Ada beberapa model yang memungkinkan Anda untuk memeriksa atau mengkalibrasi pengaturan brengsek dan akselerasi pada printer Anda. Beberapa di antaranya khusus untuk pengaturan ini dan banyak lainnya memberikan gambaran umum tentang semua parameter cetak yang bekerja bersama pada saat yang sama.
Tes terbaik untuk mengonfigurasi akselerasi dapat ditemukan di sini (Thingiverse). Ini sepenuhnya dapat disesuaikan dan terdiri dari bagian setebal satu dinding yang memvariasikan nilai akselerasi saat cetakan naik pada sumbu Z. Pada akhirnya, Anda dapat dengan jelas melihat nilai akselerasi yang menghasilkan getaran pada karya tersebut.

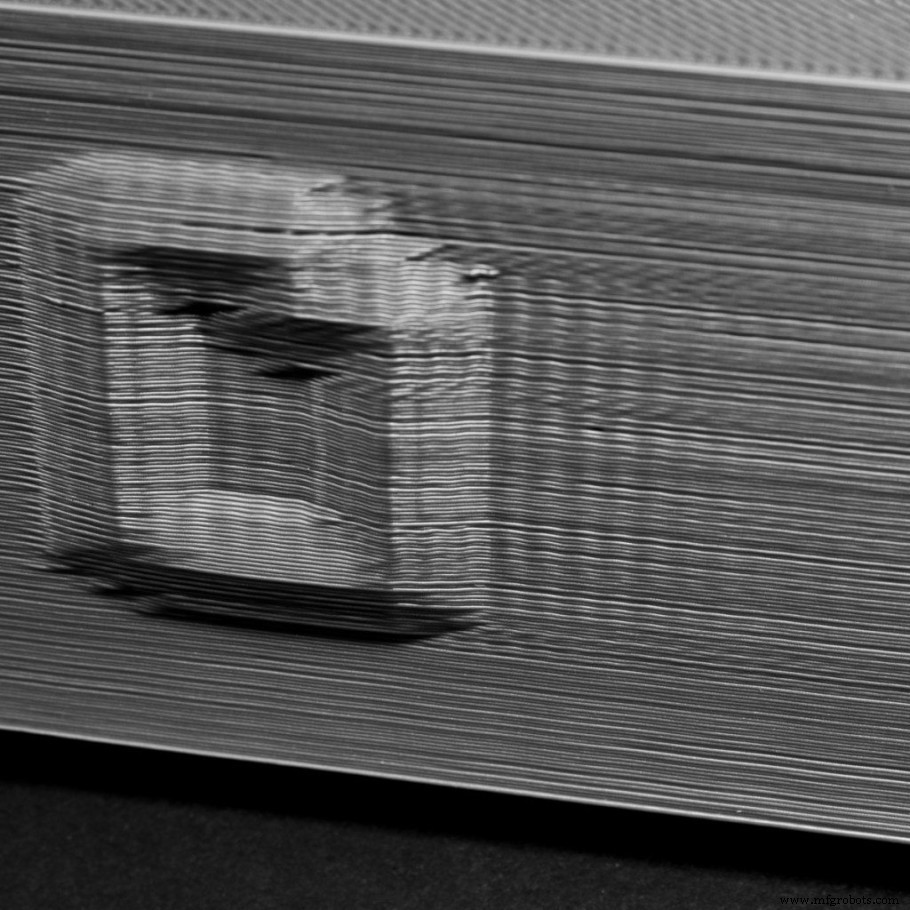
Saat menguji pengaturan brengsek yang optimal, saya menemukan objek berikut ini sangat berguna, karena menunjukkan banyak perubahan arah pada bagian yang dicetak dengan cepat. Saat mencetak, Anda harus memastikan bahwa sudutnya terbentuk dengan benar dan tidak ada tanda getaran di dekatnya.
Last but not least, objek yang menguji semua parameter pencetakan sekaligus. Meskipun tidak perlu diperkenalkan, Benchy menyoroti semua masalah kalibrasi printer. Permukaan pada dinding luar harus halus, tanpa bekas getaran. Sudut-sudut atap harus tegak lurus dan berakhir pada sudut 90 derajat. Saya menyarankan Anda untuk mencetak Benchy setelah mendapatkan suhu dan retraksi yang dikalibrasi dengan benar, untuk mendapatkan hasil terbaik.
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda untuk menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


