Kecepatan Pencetakan 3D; Cara mencetak lebih cepat dan menghemat waktu!
Pencetakan 3D bukanlah proses yang cepat:Beberapa model berukuran kecil membutuhkan waktu yang terasa seperti selamanya untuk dicetak (saya baru saja mencetak model yang membutuhkan waktu 37 jam). Namun, apakah ada cara untuk mempercepat prosesnya, terutama tanpa mengurangi kualitas cetak?
Dalam artikel ini, saya akan membahas berbagai pengaturan yang dapat Anda sesuaikan di Slicer Anda untuk secara signifikan mengurangi waktu yang dibutuhkan untuk menyelesaikan pencetakan, cara mempertahankan kualitas cetak (agak), serta beberapa tip &trik berbeda untuk mewujudkan semuanya.
Jadi, tanpa basa-basi lagi, mari kita mulai!
Kecepatan vs Kualitas

Kemampuan mesin untuk menangani kecepatan tertentu akan menjadi faktor penting untuk dipertimbangkan saat mengevaluasi pengaruh kecepatan terhadap kualitas pencetakan.
Desain dan bahan dari mana mesin dibuat dapat mempengaruhi kualitas pada kecepatan tinggi. Ini karena gerakan cepat dari ekstruder dapat menghasilkan getaran yang signifikan.
Filamen juga memiliki keterbatasan karena memerlukan suhu tertentu untuk melelehkan dan, jika mesin bergerak terlalu cepat, ini dapat membatasi laju aliran karena mesin tidak dapat melelehkan filamen pada laju tersebut.
Selain itu, jika printer bekerja terlalu cepat, filamen mungkin tidak memiliki waktu untuk membuat ikatan yang kuat yang mengakibatkan daya rekat lapisan yang lemah. Di sini Anda memiliki artikel tambahan tentang topik tersebut.
Meningkatkan ukuran nozzle dapat menghasilkan waktu cetak yang jauh lebih cepat, tetapi, sekali lagi, ini mengorbankan kualitas.
Secara umum, semakin cepat pencetakan, semakin rendah kualitasnya.
Setelan pemotong yang memengaruhi waktu cetak
Pemotong adalah perangkat lunak komputer yang bertanggung jawab untuk mengubah model dalam format STL menjadi perintah printer dalam format kode-g.
Hampir semua aplikasi ini memungkinkan Anda untuk mengontrol beberapa parameter, seperti fitur infill dan perimeter, lebar &tinggi lapisan, kecepatan, dll., dan semuanya dapat berdampak besar pada kecepatan pencetakan.
Mari kita lihat cara terbaik untuk mengurangi waktu pencetakan dengan mencoba memengaruhi kualitas cetak sesedikit mungkin:
Jumlah Kerang (Hitungan Garis Dinding)
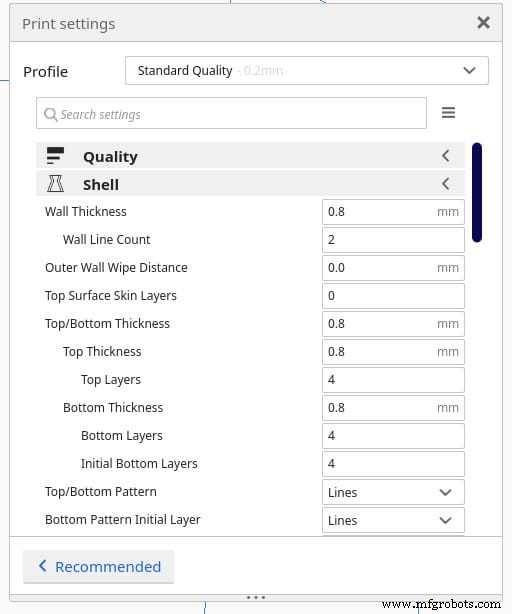
Cangkang (atau perimeter) membentuk bagian luar dari bagian cetakan 3D dan dapat dikategorikan menjadi dua bagian:dinding, dan bagian atas dan bawah.
Saat menyesuaikan ketebalan dinding, Anda secara otomatis mengatur jumlah perimeter. Misalnya, menyetel ketebalan dinding ke 1,2 mm berarti printer akan mencetak total tiga perimeter (ditampilkan sebagai Hitungan Garis Dinding di Cura) karena setiap perimeter memiliki ketebalan 0,4 mm.
Mengurangi jumlah perimeter berarti jalur pencetakan menjadi lebih pendek dan jumlah material yang diekstrusi berkurang, sehingga kita mendapatkan waktu cetak yang lebih cepat.
Singkatnya, mengurangi jumlah perimeter/kulit menghasilkan cetakan yang lebih cepat.
Kepadatan Isi
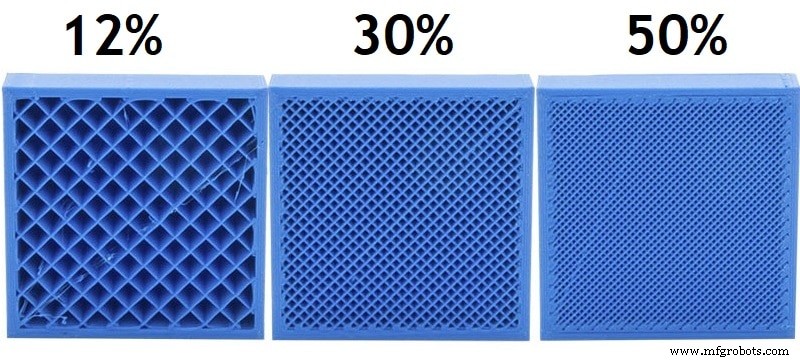
Infill membentuk volume bagian dalam model, dan salah satu pengaturannya yang dapat kita sesuaikan adalah kerapatan, yang mewakili seberapa banyak, atau seberapa sedikit, material yang akan membentuk bagian dalam model, dan itu dapat digunakan dari 0%, artinya benar-benar hampa, hingga 100%, artinya benar-benar padat.
Semakin padat potongannya, semakin besar jumlah material yang harus diekstrusi, dan semakin lama waktu yang dibutuhkan printer untuk menyelesaikan pencetakan.
Oleh karena itu, jika Anda ingin mencetak lebih cepat, Anda harus mengurangi kerapatan isi, tetapi selalu ingat bahwa ini dapat memengaruhi kekuatan cetak.
Jadi, singkatnya; Menurunkan kepadatan pengisi hingga sekitar 10% dapat menghemat waktu Anda mulai dari beberapa menit hingga beberapa jam per cetakan.
Langkah Pengisian Bertahap
Ada satu cara untuk menghindari pengurangan kepadatan pengisi di seluruh hasil cetak, sementara pada saat yang sama, mengurangi hilangnya kekuatan.
Saat menggunakan pengisi bertahap, Anda akan mendapatkan gradien densitas di seluruh model, dan ini akan mengurangi jumlah material yang digunakan dengan memulai dengan persentase densitas rendah di lapisan bawah dan secara bertahap meningkatkannya di dekat lapisan atas.
Anda dapat menyesuaikan dua setelan berbeda:Langkah Pengisian Bertahap, yang menunjukkan berapa kali pengisi berkurang setengahnya, dan Tinggi, yang mengontrol ketinggian pengurangan kepadatan pengisi.
Berapa lama waktu yang dapat dihemat setelan ini bergantung pada model itu sendiri, jadi aktifkan setelan dan sesuaikan kedua parameter, lalu iris model dan bandingkan perkiraan waktu cetak dengan yang tanpa langkah pengisian bertahap.
Pola Isi
Pola infill adalah bentuk atau desain yang digunakan untuk mencetak infill, dan juga berpengaruh pada waktu pencetakan. Banyak pola pengisi yang berbeda tersedia di setelan pemotong (beberapa di antaranya bergantung pada perangkat lunak yang Anda gunakan) dan masing-masing menyediakan model dengan karakteristik yang berbeda (kebanyakan seberapa kuat modelnya nantinya).
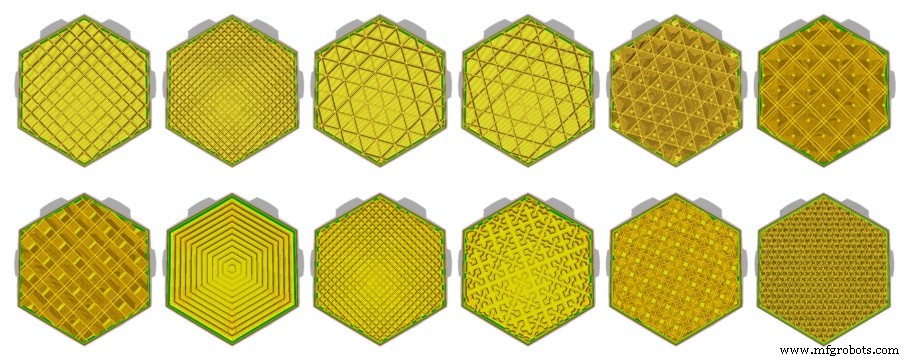
Umumnya, pola pengisian “Garis” adalah yang tercepat, diikuti oleh “zig-zag”, karena lebih mudah dibuat, tetapi ini juga tergantung pada bentuk model dan faktor lainnya.
Secara umum, Anda harus memilih pola yang paling sesuai untuk model tertentu yang Anda buat karena dapat membuatnya jauh lebih kuat, tetapi Anda mungkin ingin mencoba pola yang berbeda untuk menemukan yang mana yang akan mengurangi jumlah waktu yang dibutuhkan. diperlukan untuk menyelesaikan model.
Kecepatan Cetak &Kecepatan Perjalanan
Kecepatan pencetakan mengontrol seberapa cepat nozzle bergerak melintasi pelat build saat mencetak. Jika Anda mengatur kecepatan ini sangat tinggi, Anda dapat bereksperimen dengan dering atau bahkan di bawah masalah ekstrusi. Anda dapat mencoba mengatur kecepatan dasar dan kemudian meningkatkannya secara bertahap sampai Anda melihat beberapa cacat di permukaan.
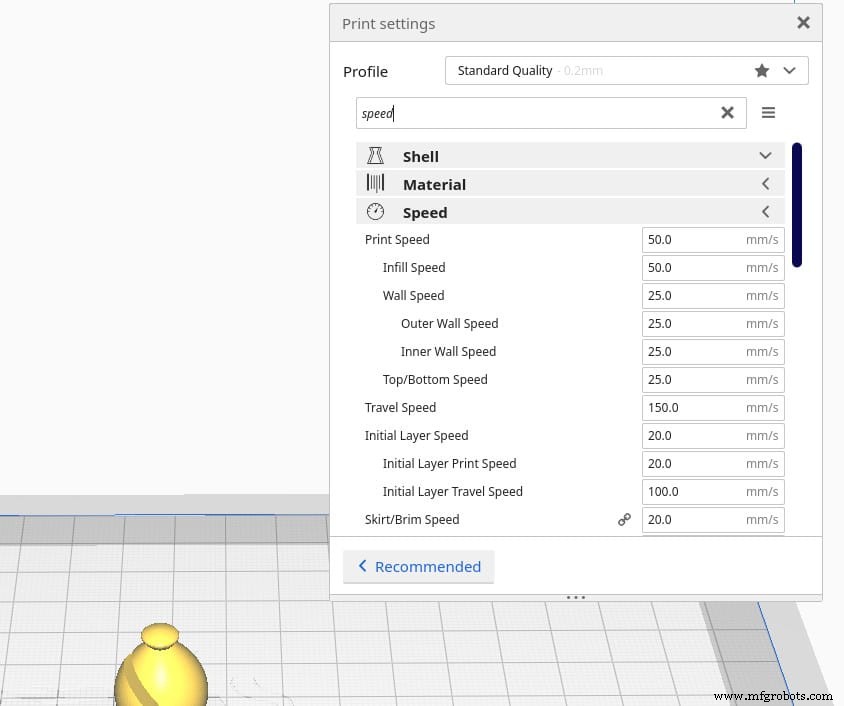
Di sisi lain, kecepatan perjalanan adalah seberapa cepat nosel bergerak saat tidak mengekstrusi filamen. Menyetel kecepatan ini terlalu tinggi dapat menyebabkan getaran yang signifikan dan dapat menyebabkan nozzle bertabrakan dengan bagian lain dari hasil cetak saat bergerak.
Pengaturan kecepatan cetak memungkinkan pengontrolan kecepatan setiap bagian (pengisian, dinding, atas, dan bawah) secara terpisah.
Anda dapat meningkatkan kecepatan pengisian secara dramatis tanpa mempengaruhi kualitas. Cangkang/dinding memerlukan pengujian lebih lanjut, tetapi dengan sebagian besar printer, Anda bisa mendapatkan hingga 60mm/dtk tanpa kehilangan kualitas yang berarti (beberapa printer dapat mencetak pada 200mm/dtk tanpa kehilangan kualitas).
Akselerasi &Brengsek
Akselerasi dan brengsek adalah nilai yang ditetapkan dalam firmware mesin, nilai tersebut tidak ditulis dalam kode-G dan menentukan lebih detail bagaimana gerakan dieksekusi.
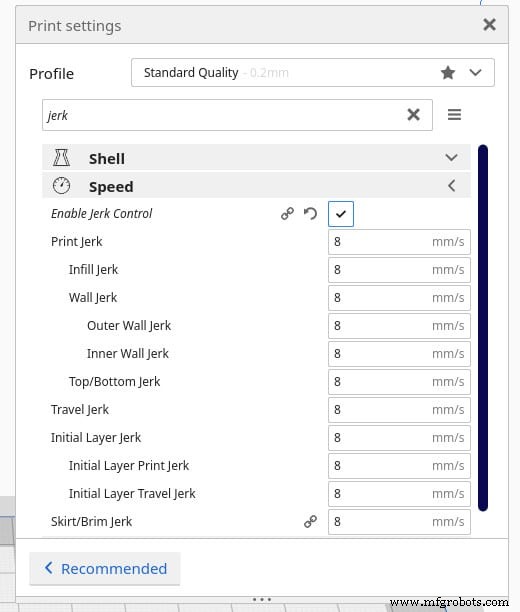
Pengaturan Jerk menunjukkan perubahan kecepatan seketika maksimum di mana kepala cetak bergerak dari posisi diam:Semakin tinggi pengaturan, semakin cepat bergerak dari posisi stabil, semakin rendah pengaturan, semakin lambat bergerak dari stabil posisi.
Misalnya, ketika kepala cetak diam, ia memberi tahu printer untuk bergerak secara instan dari 0 mm/s ke nilai brengsek yang disetel dengan mengabaikan parameter akselerasi. Ini juga bekerja dua arah, karena juga akan mengontrol kecepatan di mana kepala cetak akan melambat hingga mencapai 0 mm/dtk.
Jika nilai brengsek tinggi, waktu yang dibutuhkan untuk mencapai kecepatan maksimum atau berhenti akan lebih sedikit, mengurangi waktu cetak (serta kualitas cetak karena perubahan kecepatan yang cepat ini dapat menimbulkan getaran).
Pengaturan Akselerasi menunjukkan seberapa cepat kepala cetak diizinkan untuk dipercepat; semakin tinggi pengaturannya, semakin cepat kepala cetak mencapai kecepatan maksimumnya, semakin rendah pengaturannya, semakin lambat kepala cetak mencapai kecepatan maksimumnya. Meningkatkan akselerasi akan mengurangi waktu pencetakan jika kepala cetak memiliki jarak yang cukup untuk bergerak.
Dengan menggunakan kalkulator berikut, Anda dapat memasukkan pengaturan akselerasi, jarak/panjang sumbu dan kecepatan maksimum yang diinginkan dan Anda akan melihat berapa lama printer Anda akan mencapai kecepatan yang diinginkan.
Setelan dukungan
Pendukung adalah fitur umum yang digunakan dalam pencetakan 3D karena, saat mencetak, setiap lapisan harus didukung oleh lapisan di bawahnya. Terkadang ekstruder perlu menyimpan material pada titik di mana tidak ada material di bawahnya, dan di sinilah dukungan masuk.
Sekarang, dukungan pencetakan sangat memakan waktu, itulah sebabnya, jika tujuan Anda adalah untuk mempercepat proses pencetakan, Anda harus melakukan apa pun untuk mencetak bahan pendukung sesedikit mungkin.
Ini dapat dilakukan dengan menurunkan suhu ekstrusi, meningkatkan pendinginan lapisan, mengurangi laju aliran, dan mengurangi kecepatan pencetakan, tetapi yang menurut saya paling berhasil adalah menyesuaikan orientasi cetakan sedemikian rupa sehingga mengurangi jumlah bahan pendukung yang dibutuhkan, dan kemudian meningkatkan sudut di mana Pemotong mulai memperkenalkan dukungan (di Cura itu pada 45 derajat secara default).
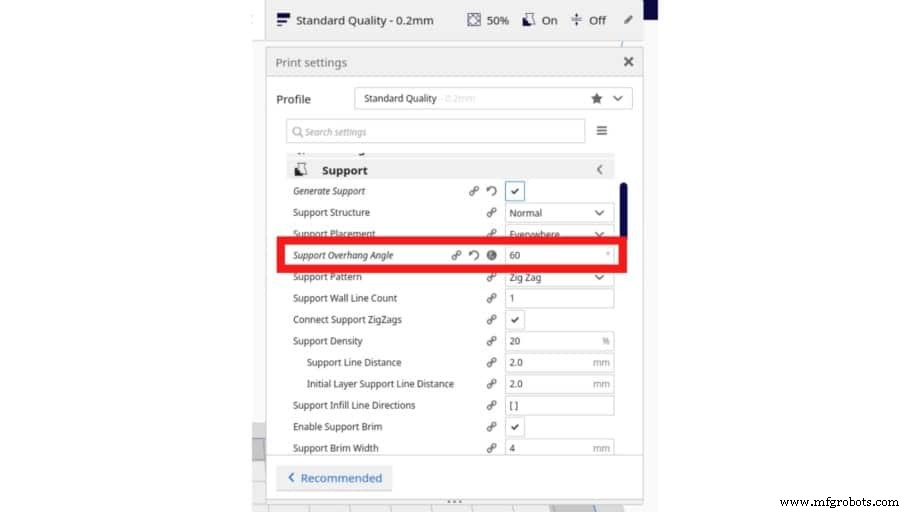
Untuk mengetahui berapa sudut maksimum yang dapat dicetak dengan nyaman oleh printer Anda tanpa memerlukan dukungan, Anda dapat mencetak tes overhang &bridging ini dan melihat pada titik mana ia mulai gagal. Jika printer Anda dapat mencetak dengan nyaman pada sudut 60 derajat tetapi mulai gagal pada 65 derajat, aktifkan dukungan pada 65 derajat.
Cara lain untuk mencetak lebih cepat dan juga mengurangi penggunaan material secara keseluruhan adalah dengan mengurangi kepadatan pengisi dukungan.
Untuk mempelajari lebih lanjut tentang dukungan dan mengoptimalkan penggunaannya, lihat artikel yang kami tulis tentang topik khusus tersebut.
Tinggi Lapisan
Tinggi lapisan adalah jarak antara nosel dan lapisan bahan ekstrusi sebelumnya. Parameter ini terkait dengan tingkat resolusi yang akan dimiliki model:Semakin rendah ketinggian lapisan, semakin tinggi tingkat detailnya, dan sebaliknya.

Dalam hal kecepatan pencetakan, lapisan yang lebih tebal berarti lebih sedikit lapisan yang dibutuhkan untuk mencapai ketinggian yang sama, sehingga ini akan menghasilkan cetakan yang lebih cepat.
Di sisi lain, semakin Anda meningkatkan tinggi lapisan, semakin rendah resolusi yang akan Anda dapatkan dan, selain itu, menggunakan lapisan yang lebih tebal juga dapat berdampak negatif pada kekuatan model karena area kontak permukaan yang jauh lebih sedikit antara lapisan.
Secara umum, ketinggian lapisan yang baik dalam hal kualitas, kecepatan, dan kekuatan adalah 0,2 mm.
Lebar Garis (Lebar Ekstrusi)
Lebar garis menentukan seberapa lebar garis yang akan dicetak. Biasanya, lubangnya selebar lubang nozzle, tetapi Anda dapat menambah atau menguranginya dengan menyesuaikan setelan ini.
Dengan lebar ekstrusi yang lebih tinggi, tekanan di dalam nosel juga meningkat untuk menekan material ke samping setelah meninggalkan nosel, sehingga, lebih banyak material yang keluar dari nosel sekaligus yang berarti pencetakan lebih cepat.
Tentu saja, Anda tidak dapat berharap untuk meningkatkan lebar garis hingga 200% dan mendapatkan kualitas cetak yang sama persis (walaupun sangat mirip pada tahap ini). Umumnya, sedikit menurunkan lebar garis akan meningkatkan kualitas cetak dengan mengorbankan kecepatan cetak, sedangkan menambah terlalu banyak akan mengurangi kualitas cetak tetapi meningkatkan kecepatan.
Kiat :Mencetak dalam mode vas (Spiralize kontur luar di Cura) umumnya menghasilkan cetakan yang agak lemah saat menggunakan nosel 0.4mm standar, tetapi meningkatkan lebar garis hingga 200% pada dasarnya akan mencetak vas dengan dinding dua kali lebih tebal, menghasilkan cetakan yang jauh lebih kuat dan tanpa membutuhkan waktu lebih lama untuk menyelesaikannya.
Pengaturan Adhesi Ranjang (Jangan gunakan Brim atau Raft)
Rok, pinggiran dan rakit dirancang untuk membantu adhesi tempat tidur (kebanyakan pinggiran dan rakit). Rok adalah garis plastik ekstrusi yang mengelilingi model dan dicetak tanpa bersentuhan dengan cetakan itu sendiri. Ini digunakan untuk mengungguli ekstruder dan mendapatkan aliran yang lancar sebelum mulai mencetak potongan.
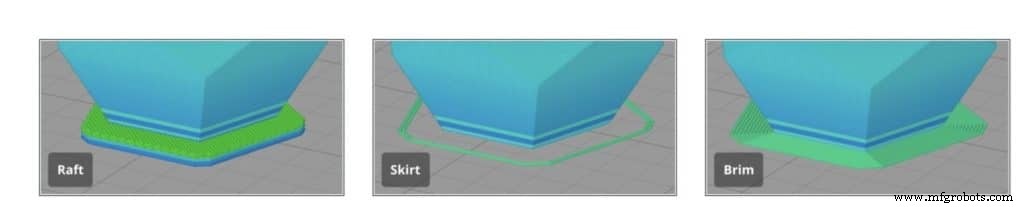
Brim adalah lapisan bahan yang mengelilingi model, seperti rok, tetapi sebenarnya bersentuhan dengan tepi model. Yang ini membantu menempelkan tempat tidur dan mencegah lengkungan.
Raft adalah permukaan cetak yang digunakan sebagai alas untuk mencetak model 3D. Ini membantu untuk menjamin bahwa lapisan pertama tercetak dengan baik dan tidak akan terlepas dari permukaan bangunan.
Seperti yang bisa Anda bayangkan, menggunakan rakit akan menambah banyak waktu untuk proses pencetakan dan juga memakan lebih banyak bahan. Saya sangat menyarankan menggunakan rok atau tidak sama sekali, karena printer biasanya tetap menggunakan ekstruder dengan mencetak garis di sisi tempat tidur.
Jika adhesi unggun menjadi masalah, maka pertimbangkan untuk menggunakan pinggiran dan menaikkan suhu unggun sedikit di atas suhu transisi kaca filamen.
Lapisan Adaptif
Lapisan adaptif membantu mengurangi banyak waktu cetak tanpa kehilangan banyak kualitas dan resolusi karena menggunakan ketinggian lapisan yang bervariasi; ini berarti printer akan menambah pengurangan tinggi lapisan saat mencetak tergantung pada bentuk model.
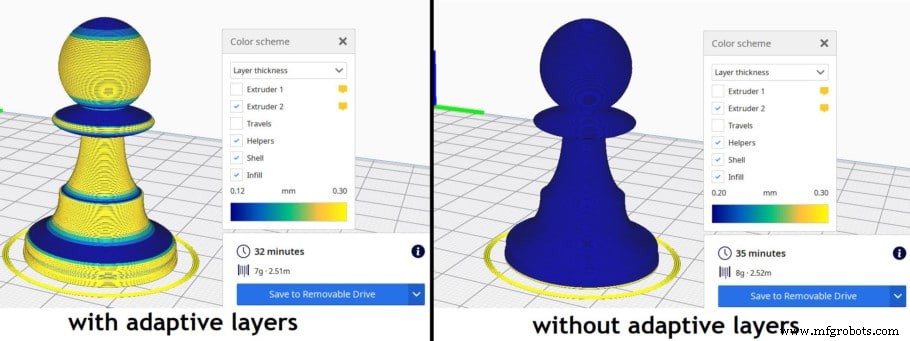
Di Cura, fitur ini secara otomatis menurunkan tinggi lapisan saat mencetak area geometris melengkung, sementara area dengan perubahan struktural yang lebih sedikit akan dicetak dengan lapisan yang lebih tebal.
Bergantung pada model itu sendiri, lapisan adaptif dapat menghemat waktu Anda hingga 15% atau bahkan 20%, dalam beberapa kasus.
Metode Lain untuk Meningkatkan kecepatan cetak
Selain pengaturan alat pengiris, kita dapat menggunakan metode lain untuk meningkatkan kecepatan pencetakan yang keluar dari printer.
Gunakan Nozzle yang lebih besar (Mengurangi kualitas cetak)
Menggunakan nozel berdiameter lebih besar memungkinkan Anda mencetak perimeter yang lebih lebar, mengurangi jumlah keseluruhan yang dibutuhkan.

Dengan cara yang sama, diameter nozzle yang lebih besar juga akan memungkinkan Anda untuk meningkatkan tinggi lapisan yang, seperti yang telah dibahas sebelumnya, memiliki dampak langsung pada kecepatan cetak, meskipun hal ini menyebabkan penurunan kualitas cetak yang jelas.
Satu manfaat tambahan dari pencetakan dengan nosel yang lebih besar adalah, karena lapisan itu sendiri jauh lebih lebar, ada lebih banyak area kontak permukaan, dan ini secara langsung berkorelasi dengan kekuatan cetakan:Semakin lebar nosel, semakin lebar garis, dan peningkatan area kontak permukaan ini menghasilkan cetakan yang lebih kuat.
Cetak dalam Jumlah Besar
Jika Anda perlu mencetak lebih dari satu lembar, pencetakan dalam jumlah besar akan menjadi pilihan yang sesuai.
Ini mengurangi waktu yang dibutuhkan printer untuk memanaskan, mendinginkan, berapa kali Anda perlu meratakan tempat tidur (perataan tempat tidur otomatis juga membutuhkan banyak waktu).
Satu-satunya kelemahan untuk mencetak batch besar adalah jika ada satu kesalahan/masalah, seperti cetakan terlepas dari build plate, maka seluruh batch akan hilang dan Anda harus memulainya dari awal lagi.
Pengaturan Kesimpulan &Contoh
Pencetakan 3D bukanlah proses yang cepat. Bahkan cetakan yang tingginya hanya beberapa sentimeter dapat memakan waktu beberapa jam untuk diselesaikan.
Jika Anda mengikuti panduan ini, Anda seharusnya dapat meningkatkan kecepatan pencetakan secara signifikan tanpa penurunan kualitas yang ekstrem.
Daftar berikut menunjukkan contoh pengaturan untuk kecepatan cetak yang lebih cepat dengan printer 3D standar yang murah, seperti Ender 3:
- Tinggi lapisan :0,28 mm
- Jumlah Garis Dinding :2
- Isi :5% – 10%
- Lapisan Adaptif :Diaktifkan
- Kecepatan :60 mm/s
- Kecepatan Lapisan Awal :20 mm/s
- Tinggi Lapisan Awal :0,2 mm
- Perekat tempat tidur :Rok
- Lebar Garis :200%
- Kecepatan Kipas Awal :0%
- Kecepatan kipas (setelah lapisan awal):100%
- Mendukung Sudut Overhang :60º (Nonaktifkan dukungan, jika memungkinkan).
- Brengsek: nilai maksimum 20 mm/s.
- Percepatan: 400m/s^2


