Apa itu Perencanaan Proses | Langkah Perencanaan Proses, Jenis, Keuntungan
Dalam artikel ini Anda akan mempelajari tentang Apa itu perencanaan proses ? Apa persyaratan untuk proses ini, Apa langkah perencanaan proses , jenis , keuntungan , kerugian dan urutan dari kegiatan yang disertakan. Mari kita mulai dengan Definisi .
Apa itu Perencanaan Proses?
Perencanaan proses adalah prosedur yang digunakan untuk mengembangkan daftar rinci operasi manufaktur yang diperlukan untuk produksi bagian atau produk. Ini adalah hubungan antara desain produk dan manufaktur produk.
Perencanaan proses menetapkan urutan operasi yang efisien, memilih peralatan dan perkakas yang tepat, dan menentukan operasinya sedemikian rupa sehingga produk akan memenuhi semua persyaratan yang ditetapkan dalam spesifikasi. Pada saat yang sama, proses akan dilakukan dengan biaya minimum dan produktivitas maksimum.
Pada dasarnya ada dua cara rencana proses dapat dihasilkan. Mereka :
1. Perencanaan Proses Manual dan 2. Perencanaan Proses Berbantuan Komputer
PERSYARATAN PERENCANAAN PROSES
Rencana proses yang cukup baik harus memenuhi persyaratan berikut:
1. Deskripsi singkat tentang pekerjaan yang akan diproduksi yang secara jelas dan komprehensif mendefinisikan fungsi layanannya.
2. Spesifikasi dan standar yang menetapkan fungsi layanan.
3. Gambar kerja pekerjaan dengan spesifikasi lengkap.
4. Menggambar kosong.
5. Data tentang jumlah suku cadang yang akan diproduksi dalam suatu periode. suku cadang yang dibutuhkan untuk setiap unit.
6. Jumlah total suku cadang yang akan diproduksi dalam satu periode.
7. Data peralatan yang meliputi data spesifikasi dan kapasitas peralatan mesin, dan peralatan lain yang tersedia, data mengenai penataan dan pemuatan peralatan di bengkel.
8. Kondisi di mana teknik produksi dan manufaktur harus diatur dan diselesaikan, yaitu, apakah pabrik baru atau yang sudah ada, peralatan yang tersedia di pabrik, kemungkinan memperoleh peralatan baru, dll.
9. Lokasi tanaman.
10. Ketersediaan tenaga kerja untuk staf pabrik.
11. Tanggal mulai pekerjaan dan tanggal pengiriman.
Setelah memahami kebutuhan dasar, hal berikutnya adalah langkah-langkah dalam perencanaan proses yang berbeda .
Proses Langkah Perencanaan
Tujuan dari perencanaan proses adalah untuk menentukan dan menggambarkan proses terbaik yang diperlukan untuk menghasilkan suatu bagian. Untuk mencapai tujuan ini, Langkah Perencanaan Proses berikut dapat diikuti:
1. Untuk berkenalan dengan fungsi layanan bagian.
2. Untuk mempelajari dan menganalisis secara kritis spesifikasi manufaktur dan berbagai standar, misalnya akurasi, output, efisiensi, dll., yang menentukan fungsi layanan.
3. Untuk berkenalan dengan output tahunan produk.
4. Untuk mempelajari dan menganalisis secara kritis gambar kerja untuk melihat apakah layak dalam segala hal untuk menghasilkan bagian, dan untuk mengungkapkan dan memperbaiki kesalahan dalam gambar.
5. Untuk menentukan suku cadang apa yang akan diproduksi dan suku cadang apa yang dibeli dengan identifikasi lengkap dan jumlah yang dibutuhkan.
6. Menyiapkan daftar bahan baku dengan kualitas dan kuantitas yang tepat untuk dibeli dari luar dengan memberikan bentuk, ukuran dan sifat khusus.
7. Untuk memilih proses yang paling ekonomis untuk mendapatkan blanko, dan untuk menentukan jumlah yang akan diproduksi untuk tujuan penetapan biaya.
8. Untuk menentukan proses yang paling ekonomis untuk pembuatan suku cadang dengan tetap memperhatikan komitmen produksi saat ini, tanggal pengiriman, kuantitas yang akan diproduksi, dan standar kualitas.
9. Untuk menentukan urutan operasi terbaik yang akan dilakukan pada setiap bagian dalam proses tertentu.
10. Untuk memilih peralatan mesin yang akan melakukan operasi dengan akurasi yang diperlukan.
11. Untuk memilih aksesori dan peralatan lain seperti jig, perlengkapan, cetakan, pengukur, dll., yang mungkin diperlukan untuk memberikan tingkat produksi yang lebih tinggi.
12. Untuk menata peralatan dan tempat kerja, hitung beban alat berat dan lakukan koreksi yang diperlukan dalam prosesnya.
13. Merevisi proses untuk memperbaiki semua kesalahan dan kekurangan yang ditemukan saat proses direalisasikan dalam produksi yang sebenarnya.
14. Untuk menentukan tahapan inspeksi, prosedur inspeksi dan pengukur batas yang diperlukan untuk berbagai tahapan manufaktur untuk memeriksa secara akurat dan pada tingkat yang lebih cepat.
15. Untuk menentukan waktu set-up dan waktu standar untuk setiap operasi dan memperbaiki tingkat pembayaran.
16. Untuk menentukan jenis tenaga kerja untuk keberhasilan pelaksanaan pekerjaan.
17. Untuk menentukan perkiraan biaya produk untuk melihat apakah itu akan selesai di pasar penjualan atau tidak.
Penting untuk disebutkan bahwa perencanaan proses adalah dinamis untuk menyederhanakan pemrosesan dengan mempertimbangkan proses perubahan teknologi, dan perencana diharuskan untuk menganalisis prosedur produksi di bidang manufaktur.
Beberapa langkah di atas dalam perencanaan proses yang memerlukan penjelasan lebih lanjut dinyatakan di bawah ini secara lebih rinci.
Spesifikasi manufaktur : Dokumen utama yang mencantumkan spesifikasi manufaktur adalah gambar detail. Gambar menentukan:
1. Dimensi dan akurasi pemesinan dengan penyimpangan yang diizinkan dari bentuk geometris yang tepat.
2. Akurasi dalam koordinasi berbagai permukaan dengan deviasi yang diizinkan.
3. Tempat-tempat yang memerlukan perlakuan panas dan jenis perlakuan panas yang diperlukan. 4. Kualitas permukaan.
5. Metode pemesinan diperlukan untuk mendapatkan permukaan akhir yang ditentukan jika perlu.
6. Tempat lapisan pelindung dengan jenis dan ketebalan lapisan ini. 7. Menemukan tempat untuk pengukuran dimensi pada bagian yang sudah jadi. 8. Prosedur pemeriksaan khusus, seperti rontgen, uji hidraulik, bila diperlukan.
Terakhir spesifikasi harus dikoordinasikan dengan proses pemesinan dan inspeksi semaksimal mungkin. Jika diperlukan, sedikit perubahan atau perubahan dapat dilakukan untuk membuat perencanaan berhasil.
Penentuan kosong : Proses perencanaan sebenarnya dimulai dengan pemilihan blanko. Ukuran kosong dan spesifikasi bagian yang telah selesai saling terkait dan menentukan garis besar umum operasi pemesinan dan penyelesaian.
Keakuratan blanko, yang bergantung pada metode pembuatannya, dan spesifikasi untuk bagian mesin yang sudah jadi menentukan garis besar umum proses pemesinan dan subdivisinya menjadi operasi roughing, semifinishing, dan finishing.
Pemilihan peralatan mesin : Langkah perencanaan proses selanjutnya adalah pemilihan mesin perkakas yang sangat ditentukan oleh pilihan metode atau proses pemesinan suatu part. Dengan kata lain, prinsip-prinsip yang mengatur proses pemesinan harus menjadi dasar pemilihan peralatan mesin. Meskipun sulit untuk merumuskan aturan yang pasti untuk memilih perkakas mesin untuk semua jenis pemesinan, faktor-faktor berikut harus dipertimbangkan dalam memilih perkakas mesin untuk operasi tertentu:
1. Ukuran, bentuk dan bahan benda kerja.
2. Diperlukan akurasi dan permukaan akhir.
3. Output yang dibutuhkan dan kapasitas produksi alat mesin.
4. Kekuatan alat mesin untuk mengetahui apakah itu cukup untuk melakukan operasi atau tidak.
5. Kinerja operasi untuk mengetahui apakah ekonomis atau tidak. 6. Kemudahan dan kenyamanan dalam mengoperasikan mesin perkakas.
Bagan ketersediaan : Bagan ketersediaan adalah daftar perkakas mesin yang disusun menurut kelasnya (yaitu, daftar rahasia) misalnya mesin bubut, mesin bubut turret, otomatis dan sejenisnya, memberikan identifikasi dan nomor model, lokasi, kondisi umum, perkakas yang tersedia, kecepatan potong dan umpan, dll. Namun, dalam kasus peralatan mesin baru, kecepatan potong dan umpan diperoleh dari katalog yang tersedia bersamanya. Bagan ketersediaan ini diperlukan dalam memilih peralatan mesin untuk produk baru di pabrik yang sudah ada.
Bagan pemuatan mesin menunjukkan mesin mana yang masih menganggur dan mesin mana yang dimuat. Dengan demikian, perencana proses akan memilih perkakas mesin tertentu yang dapat digunakan untuk melakukan operasi pemesinan. Perencana proses tidak begitu peduli dengan bagan beban mesin seperti halnya perencana produksi.
Bagan kemampuan : Bagan kapabilitas dapat didefinisikan sebagai bagan yang menunjukkan kemampuan alat mesin dalam melakukan pekerjaan. Bagan kapabilitas menunjukkan seberapa besar kapasitas pengenalnya yang dapat dilakukan oleh mesin perkakas untuk menjalankan fungsinya dengan memuaskan. Alat mesin, seperti mesin lainnya, tidak tetap dalam kondisi yang sama seperti yang dibeli karena keausan dalam penggunaan, dan mereka kehilangan akurasinya dalam jangka panjang. Bagan kapabilitas yang menunjukkan kondisi mesin saat ini merupakan panduan bagi perencana proses dalam menentukan pilihan mesin yang tepat.
PERENCANAAN URUTAN OPERASI
Menentukan urutan operasi terbaik adalah salah satu langkah penting dalam proses perencanaan dan dalam realisasi produk yang dirancang untuk produksi. Baik biaya produk maupun kualitas produk berkaitan erat dengan urutan operasi. Urutan operasi yang berbeda yang dilakukan akan menghasilkan waktu operasional yang berbeda, waktu transportasi yang berbeda ke pusat kerja, perkakas yang berbeda mengingat penempatan dan permukaan penjepit yang berbeda.
Jika pabrik baru didirikan untuk suatu produk, perencana proses memiliki lebih banyak kebebasan dalam menentukan urutan operasi yang mungkin paling sesuai untuk tujuan tersebut. Dalam kasus pabrik yang ada, urutan operasi untuk produk baru ditentukan berdasarkan peralatan yang tersedia dan kondisi pemuatan peralatan. Dalam kasus terakhir, perencana proses harus diberikan informasi berikut:
Daftar mesin yang tersedia.
Daftar perkakas tujuan umum yang tersedia.
Kemampuan peralatan.
Bagan beban mesin.
Data standar.
Namun, bagaimanapun, ada prinsip dasar tertentu yang harus diikuti dalam merencanakan urutan operasi yang optimal . Ini adalah :
1. Pertama permukaan datum harus dipilih dengan perhatian. pemilihan datum mempengaruhi semua operasi dan inspeksi pemesinan berikutnya. Permukaan yang tetap tidak dikerjakan harus dipilih sebagai permukaan datum penyetelan pertama hanya dalam kasus operasi pemesinan pertama. Dalam operasi selanjutnya, hanya permukaan yang dikerjakan dengan mesin yang dapat berfungsi sebagai datum pengaturan.
2. Permukaan, yang pengerjaannya tidak akan mengurangi kekakuan pekerjaan sampai batas tertentu, harus dikerjakan lebih awal dalam urutannya.
3. Operasi internal dilakukan sebelum operasi eksternal. Ini bukan aturan yang harus selalu dipatuhi. Alasan utama untuk melakukan operasi internal awalnya adalah bahwa permukaan internal cenderung tidak rusak dalam penanganan material dan proses selanjutnya sehingga permukaannya sering memberikan cara yang lebih baik untuk menahan pekerjaan dan dengan demikian membantu memastikan konsentrisitas antara diameter dalam dan luar.
4. Operasi dalam urutan harus dimulai dengan melepaskan lapisan logam terbesar . Menghapus lapisan tebal dengan pemotongan berat akan mengungkapkan cacat internal pada bahan baku (biasanya coran atau tempa) jauh lebih mudah daripada pemotongan ringan. Benda kerja juga dibebaskan dari tekanan internal yang menghilangkan bahaya bengkok pada operasi selanjutnya.
Besarnya gaya pemotongan dan penjepitan yang mungkin terkait dengan pemotongan berat mempengaruhi keakuratan permukaan akhir dari bagian lain dari benda kerja yang sama dan memerlukan mesin yang dimaksudkan untuk operasi pengasaran. Selain itu, pemotongan berat yang melibatkan penyelesaian kasar atau kasar biasanya lebih cepat dengan pekerja yang lebih murah daripada penyelesaian halus.
5. Operasi, di mana peningkatan jumlah penolakan diharapkan karena terungkapnya cacat seperti yang dinyatakan di atas, harus dilakukan sedekat mungkin dengan awal urutan mesin. Itu selalu menguntungkan untuk mengetahui bahwa pekerjaan sedang dilakukan pada bahan yang rusak sesegera mungkin dengan sedikit investasi dalam proses sekunder.
6. Operasi finishing harus dilakukan pada akhir urutan operasi untuk mengurangi bahaya merusak permukaan akhir, mengubah dimensi dan koordinasinya dengan mengacu pada permukaan lain dari bagian tersebut.
7. Operasi pengasaran dan penyelesaian harus dilakukan pada mesin terpisah sehingga keakuratan mesin yang dimaksudkan untuk penyelesaian akhir tidak terganggu oleh beban berat dalam pekerjaan pengasaran.
8.Tahap inspeksi harus diperkenalkan (a) setelah hidup seadanya, (b) sebelum operasi yang akan dilakukan di toko dan departemen lain, (c) sebelum operasi yang melelahkan dan penting (misalnya, sebelum menyiapkan permukaan datum) dan setelahnya, dan (d) setelah operasi pemesinan terakhir.
9. Urutan operasi pemesinan harus dikoordinasikan dengan operasi perlakuan panas yang sangat penting dalam pembuatan bagian mesin. Deformasi tempat kerja setelah perlakuan panas akan memerlukan peningkatan kelonggaran pemesinan untuk operasi selanjutnya untuk koreksi yang diperlukan dalam bentuk geometris bagian dengan pemesinan.
10. Penanganan material merupakan kebutuhan setiap kegiatan produktif karena berlaku untuk pergerakan bahan mentah, bagian dalam proses, barang jadi, bahan pengepakan, dan pembuangan sisa. Jadi urutan operasi dan penanganan material terkait erat. Ini adalah area yang menguntungkan untuk kemungkinan pengurangan biaya dan mengambil bagian besar dari biaya produksi. Oleh karena itu, tren modern adalah mekanisasi sistem penanganan jika memungkinkan.
11. Menunggu bahan di toko serta dalam proses harus dihindari sejauh mungkin karena melibatkan parameter biaya yang berbeda yang terkait dengannya. Oleh karena itu, sejauh mungkin mereka ditempatkan berdekatan dengan titik penggunaan untuk biaya minimum yang terlibat .
Urutan operasi tidak kaku. Ini bervariasi dari produk ke produk dan bahkan dalam produk yang sama. Selalu ada ruang untuk perbaikan dan harus terus ditinjau untuk mengembangkan metode yang lebih baik, meningkatkan produktivitas, dan mengurangi biaya.
Proses Lembar Perencanaan
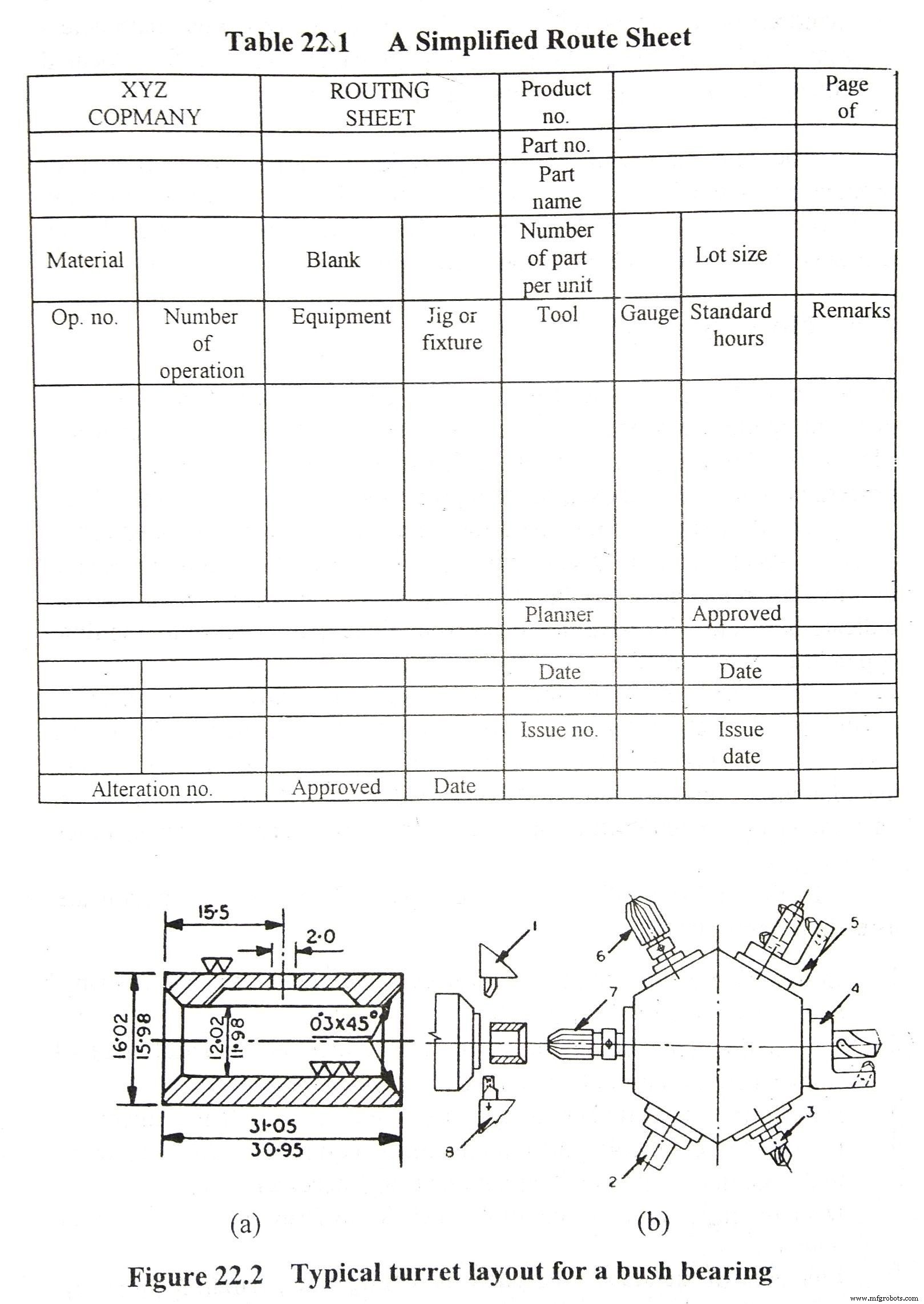
Lembar perencanaan proses adalah catatan detail di mana semua informasi yang berkaitan dengan operasi berbeda yang diperlukan untuk memproduksi suatu suku cadang dicantumkan dalam bentuk tabel. Ini juga dikenal sebagai lembar analisis , lembar petunjuk , lembar operasi atau lembar desain proses . Contoh lembar proses diberikan pada Tabel 22.1.
Deskripsi operasi dan elemen-elemennya yang ditunjukkan dalam lembar proses harus memberikan informasi yang sangat ringkas tetapi komprehensif tentang apa yang harus dilakukan dan mengapa. Data harus dengan jelas menunjukkan bagaimana dan dengan apa pekerjaan itu harus dilakukan dan, jika mungkin, waktu yang dibutuhkan untuk itu.
Bentuk lembaran tersebut dapat bervariasi untuk kondisi produksi yang berbeda. Karakter lembar proses akan tergantung terutama pada skala produksi dan tingkat kepentingan produk yang diproduksi. Selain itu, berbagai jenis lembaran digunakan dalam konsep manufaktur yang sudah beroperasi dan dalam organisasi yang merancang pabrik baru.
Namun, dalam sebagian besar kasus, informasi berikut tercantum dalam lembar proses:
1. Informasi mengenai benda kerja yang mencakup nama, gambar, dan fungsi servis, jika memungkinkan.
2. Keterangan mengenai blanko yang meliputi bahan, ukuran stok yang digunakan sebagai blanko, karakter dll.
3. Deskripsi dan jumlah operasi dan elemen-elemennya.
4. Informasi mengenai peralatan manufaktur seperti aksesoris mesin, perkakas, peralatan bantu, dll.
5. Data tentang jig, perlengkapan, dan alat seperti deskripsi, ukuran, atau nomor kode.
6. Elemen waktu standar seperti waktu pengaturan, waktu penanganan dan waktu pemesinan, dll.
7. Peringkat pekerjaan pekerja untuk setiap operasi.
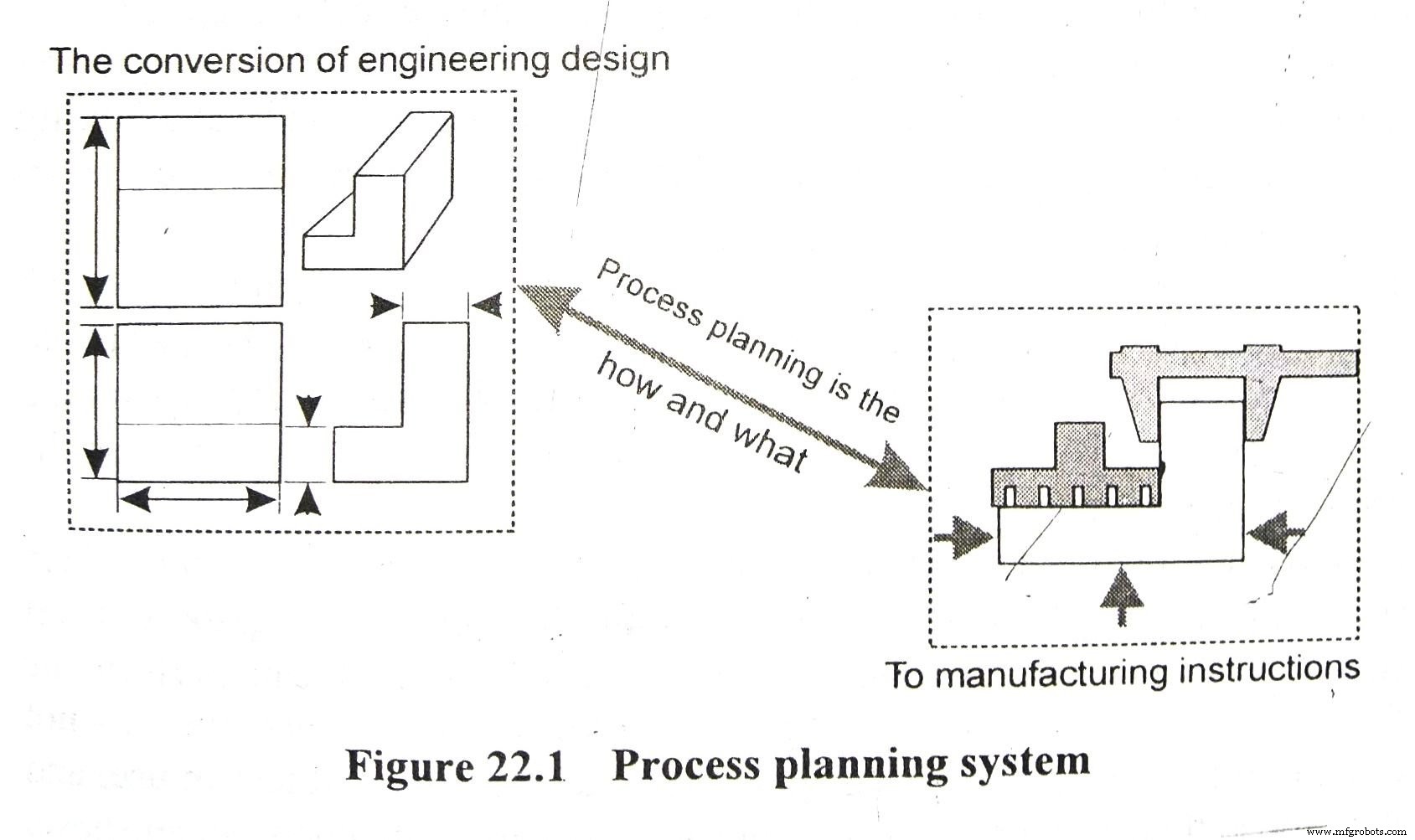
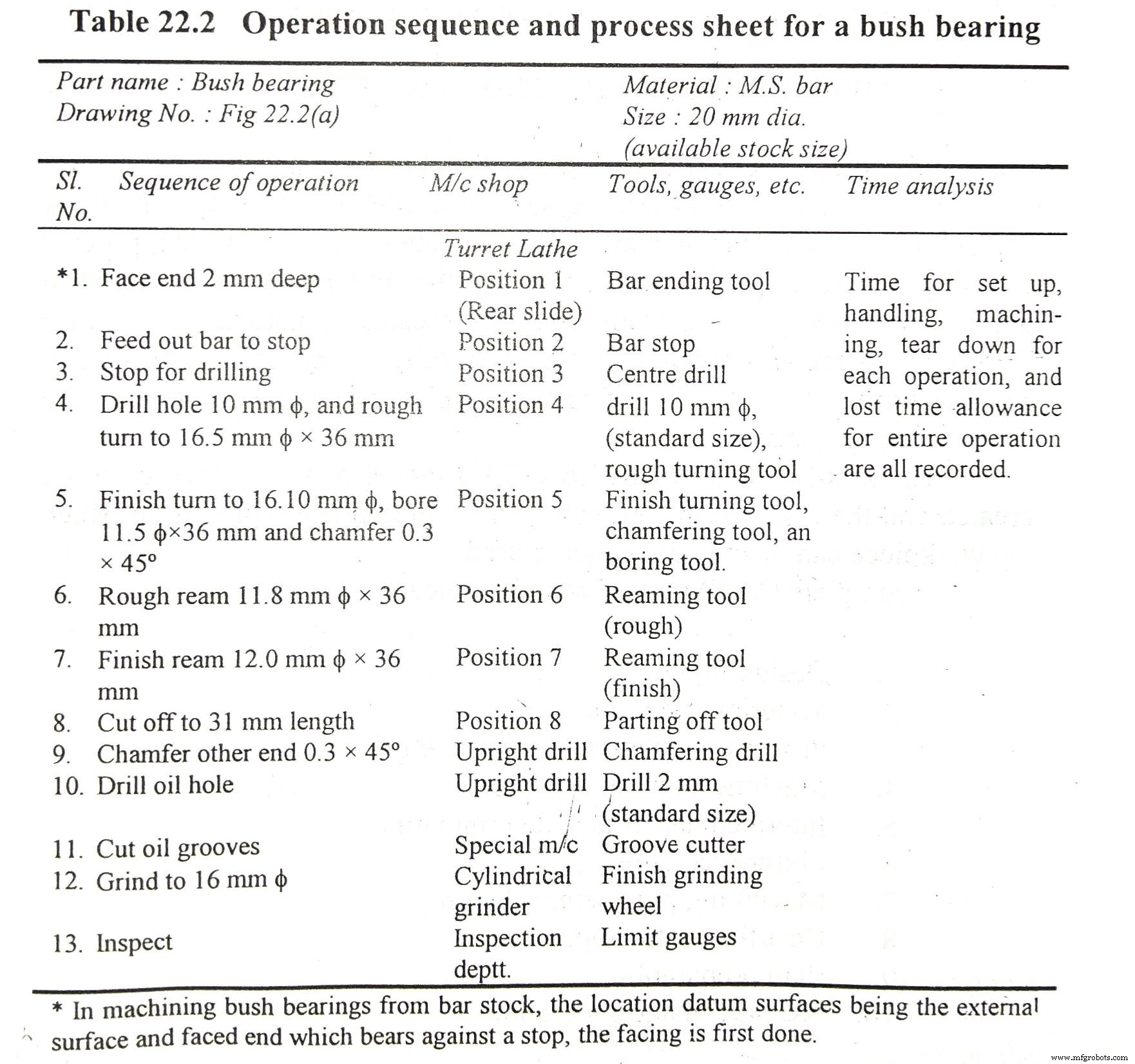
Dalam perencanaan proses manufaktur untuk operasi pemesinan sering kali sketsa operasi digambar untuk berbagai operasi seperti yang ditunjukkan pada gambar. 22.2. Permukaan yang akan dikerjakan memberikan toleransi yang diinginkan.
Contoh Urutan Operasi
Kekurangan Perencanaan Proses Manual
Perencanaan proses manual (MPP) memiliki banyak kekurangan. Mereka adalah :
MPP sebagian besar bersifat subjektif.
Kualitas rencana proses secara langsung berkaitan dengan keterampilan dan pengalaman perencana.
Memasukkan perubahan proses sangat sulit.
Perubahan teknologi atau perubahan ukuran batch memerlukan perubahan dalam rencana proses. MPP lambat merespons.
Sulit untuk memeriksa apakah rencana proses konsisten dan dioptimalkan. Jika tidak dioptimalkan, ini akan menentukan kebutuhan perkakas dan material yang berlebihan.
Membosankan untuk mencari secara manual rencana proses suku cadang serupa dari sejumlah besar dokumentasi perusahaan.
Perencanaan Proses Berbantuan Komputer
Perencanaan Proses Berbantuan Komputer (CAPP) telah menjadi penghubung paling penting ke sistem CAD/CAM terintegrasi. CAPP adalah aplikasi komputer untuk membantu perencana proses manusia untuk menjalankan fungsi perencanaan proses. CAPP tidak juga mengurangi waktu dan upaya yang diperlukan untuk menyiapkan rencana proses yang konsisten, tetapi hanya membuat antarmuka otomatis antara Computer Aided Design (CAD) dan Manufaktur Berbantuan Komputer (CAM) untuk mencapai integrasi lengkap dalam sistem manufaktur.
Masukan dari proses ini adalah model CAD dari benda kerja yang akan dibuat dan hasil dari proses ini adalah rencana proses rinci dari mana benda kerja dapat dibuat/diproduksi.
Sistem CAPP yang lengkap akan mencakup:
1. Masukan desain.
2. Pemilihan bahan.
3. Proses seleksi dan pengurutan.
4. Pemilihan mesin dan alat.
5. Penentuan permukaan menengah.
6. Pemilihan perlengkapan,
7. Pemilihan parameter pemesinan.
8. Estimasi biaya/waktu.
9. Persiapan rencana.
10. Pembuatan gambar pita NC.
Dua pendekatan dasar untuk perencanaan proses otomatis adalah:
1. Varian, dan 2. Generatif
1 . Metode Varian
Metode Varian : Perencanaan proses varian mengeksplorasi kesamaan di antara komponen (bagian) dan mencari melalui basis data untuk mengambil rencana proses standar untuk keluarga bagian di mana komponen tersebut berada. Rencana tersebut diambil dan dimodifikasi untuk membuat rencana yang sesuai untuk bagian baru.
Dalam pendekatan varian, rencana proses dihasilkan dalam dua tahap operasional. Mereka :
1. Tahap persiapan dan 2. Tahap produksi.
Persiapan Panggung
Dalam tahap persiapan komponen yang ada dikodekan, diklasifikasikan dan dikelompokkan ke dalam bagian keluarga. Klasifikasi dan pengkodean menawarkan cara yang relatif mudah untuk mengidentifikasi kesamaan di antara bagian-bagian. Bagian keluarga setelah itu dapat dibentuk dengan mengelompokkan bagian-bagian yang serupa.
Berbagai skema kodifikasi didirikan. MICLASS, DCLASS, OPITZ, CODE adalah beberapa skema klasifikasi. Setelah sebagian keluarga terbentuk, setiap keluarga diberi rencana standar. Sebuah rencana standar terdiri dari satu set proses pemesinan, yang mewakili set umum proses untuk membuat bagian-bagian.
Produksi Panggung
Dalam tahap produksi komponen yang masuk dikodekan berdasarkan fitur geometrisnya atau persyaratan pemrosesan. Skema kodifikasi yang sama yang digunakan pada tahap persiapan, juga digunakan di sini. Kode yang dihasilkan adalah mereka yang digunakan sebagai dasar di mana bagian tersebut ditugaskan ke keluarga bagian.
Jika sistem pengkodean digunakan secara efisien, bagian tersebut harus serupa dengan bagian lain yang termasuk dalam keluarganya. Rencana proses untuk bagian baru dapat diperoleh dengan memodifikasi rencana standar (dari keluarga bagian di mana bagian baru berada) yang diambil dari basis data.
2 . Metode Generatif
Metode Generatif : Generatif Computer Aided Process Planning (GCAPP) mensintesis informasi manufaktur untuk membuat rencana proses untuk komponen (bagian) baru. Logika keputusan dan metode optimasi dikodekan dalam sistem itu sendiri yang menghasilkan interaksi manusia yang minimal atau tidak sama sekali dalam perencanaan proses.
Sistem generatif menghasilkan rencana proses lengkap dari gambar teknik atau file CAD.
Tiga area sistem GCAPP adalah :
1. Definisi komponen dalam hal file CAD. Ini berisi fitur bagian dan spesifikasi bagian.
2. Identifikasi, tangkap dan representasi dari pengetahuan perencana proses. Ini mempertimbangkan alasan keputusan yang dibuat oleh perencana proses tentang pemilihan proses, pengurutan, dll.
3. Kompatibilitas logika perencana
Pada GCAPP, spesifikasi desain dimasukkan ke dalam sistem. Logika keputusan mengenali bahan stok dan fitur pemesinan bagian tersebut. Ini selanjutnya menentukan urutan operasi yang optimal bersama dengan jenis dan lokasi perlengkapan yang optimal.
Kekurangan Perencanaan Proses Berbantuan Komputer Generatif
Kerugian berikut diamati dalam sistem GCAPP.
1. Penggunaan terbatas hingga saat ini. Informasi yang diperlukan (seperti toleransi) biasanya tidak tersedia dalam model CAD.
2. Banyak pengetahuan yang harus ditambahkan ke sistem agar mampu menangani semua jenis suku cadang yang berbeda.
3. Karena tingkat kerumitan algoritme yang besar dan upaya perhitungan yang sangat besar, beberapa sistem mengkhususkan diri dalam mengembangkan rencana untuk jenis geometri tertentu. Beberapa sistem memeriksa kemampuan manufaktur suatu suku cadang dan menyarankan perubahan dalam desain, jika perlu.
Sejauh ini Anda telah mempelajari tentang langkah-langkah perencanaan proses, definisi, jenis, urutan kegiatan, keuntungan dan kerugian dari berbagai jenis perencanaan proses. Silakan bagikan artikel ini dengan teman-teman Anda dan berikan tanggapan Anda di komentar di bawah.