Istilah gerbang didefinisikan sebagai salah satu saluran yang sebenarnya mengarah ke rongga cetakan , dan istilah gerbang atau sistem gerbang mengacu pada semua saluran yang dengannya logam cair dikirim ke rongga cetakan.
Fungsi Sistem Gerbang
Fungsi sistem gerbang adalah :
Untuk menyediakan pengumpanan logam cair yang seragam , dengan sedikit turbulensi mungkin ke rongga cetakan. Turbulensi yang berlebihan menyebabkan aspirasi udara dan sampah formasi.
Untuk menyediakan casting dengan logam cair di lokasi terbaik mencapai pemadatan terarah yang tepat dan rongga susut makan yang optimal.
Untuk mengisi rongga cetakan dengan logam cair dalam buku tebal yang sesingkat mungkin untuk menghindari gradien suhu.
Untuk menyediakan minimum kelebihan logam di gerbang dan anak tangga. Sebaliknya, laju masuknya logam yang tidak memadai akan mengakibatkan banyak cacat pada pengecoran.
Untuk mencegah erosi dari dinding cetakan.
Untuk mencegah terak , pasir dan partikel asing . lainnya dari memasuki cetakan.
Sistem gerbang
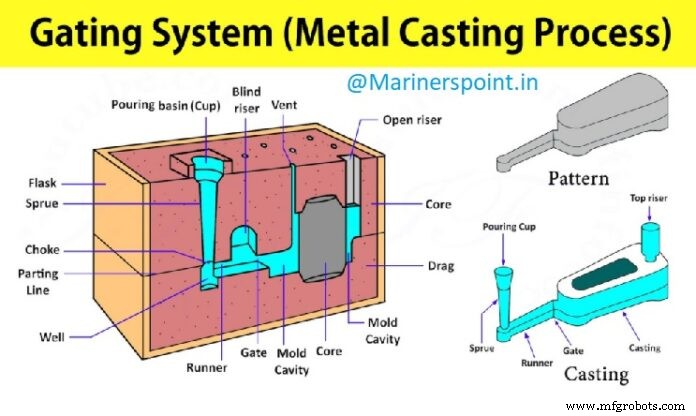
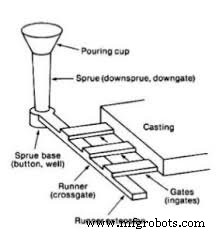
Sistem gating biasanya terdiri dari (1) baskom penuangan , (2) sariawan , (3)pelari , dan (4) aliran –di luar gerbang . Mereka ditunjukkan pada Gambar 11.85.
1. Baskom tuang
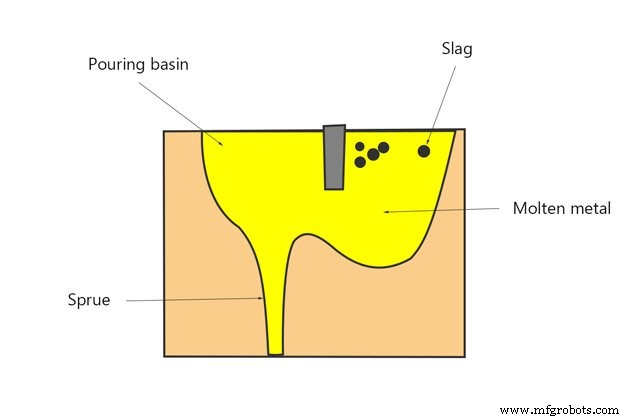
Batang tuang : – Bagian dari sistem gating ini dibuat di atas atau di atas cetakan. Terkadang, berbentuk corong bukaan yang berfungsi sebagai bak penuangan, dibuat pada bagian atas sprue pada cope. Tujuan utama dari bak penuangan adalah untuk mengarahkan aliran logam dari ladle ke sprue, untuk membantu menjaga laju aliran logam cair yang diperlukan, dan untuk mengurangi turbulensi dan vortexing di pintu masuk sprue.
Baskom harus dibuat cukup besar dan harus ditempatkan di dekat tepi kotak cetakan untuk mengisi cetakan dengan cepat. Juga, itu harus cukup dalam untuk mengurangi pembentukan pusaran dan tetap penuh selama seluruh operasi penuangan untuk mengkompensasi penyusutan atau kontraksi logam.
2. Sariawan
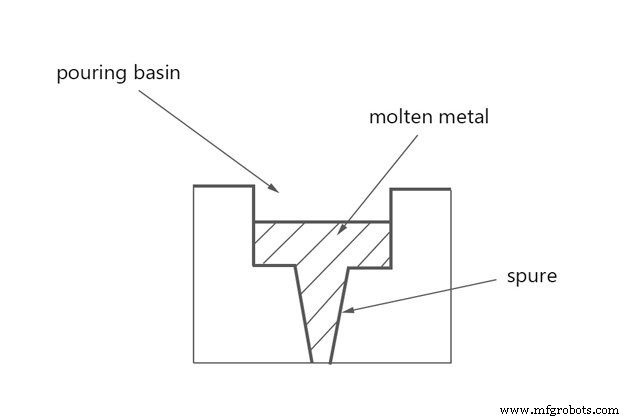
Sprue :Jalan vertikal yang melewati kope dan menghubungkan bak penuang dengan runner atau gerbang disebut sprue.
Penampang sariawan mungkin persegi, persegi panjang, atau lingkaran. Sariawan umumnya meruncing ke bawah untuk menghindari aspirasi udara dan kerusakan logam. Sprue berdiameter hingga 20 mm berbentuk bulat sedangkan sprue yang lebih besar seringkali berbentuk persegi panjang. Sariawan bundar memiliki permukaan minimum yang terkena pendinginan dan menawarkan ketahanan terendah terhadap aliran logam. Dalam sariawan persegi panjang, aspirasi dan turbulensi diminimalkan.
3. Pelari
Pelari : Dalam coran besar, logam cair biasanya dibawa dari dasar sprue ke beberapa gerbang di sekitar rongga melalui lorong yang disebut runner. Pelari umumnya lebih disukai di drag, tetapi kadang-kadang dapat ditempatkan di cop, tergantung pada bentuk casting. Itu harus disederhanakan untuk menghindari aspirasi dan turbulensi.
4. Gerbang
Gerbang : Gerbang adalah jalan melalui mana logam cair mengalir dari runner ke rongga cetakan. Lokasi dan ukuran gerbang diatur sedemikian rupa sehingga mereka dapat memasukkan logam cair ke pengecoran dengan laju yang konsisten dengan laju pemadatan. Sebuah gerbang tidak boleh memiliki tepi yang tajam karena dapat pecah selama perjalanan logam cair dan akibatnya partikel pasir dapat lewat dengan logam cair ke dalam rongga cetakan. Namun, gerbang harus ditempatkan di tempat yang mudah dilepas tanpa merusak casting.
Jenis Sistem Gerbang
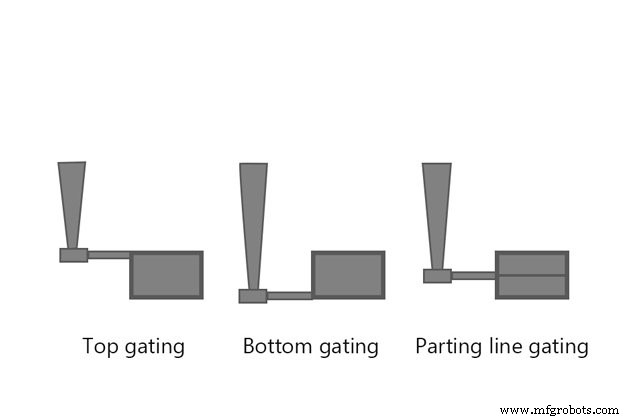
Menurut posisinya di rongga cetakan, gating dapat secara luas diklasifikasikan sebagai (1) top gating , (2) gerbang pemisah garis , dan (3) gerbang bawah . Berbagai jenis sistem gating dalam proses pengecoran adalah :
Gerbang teratas
Di sistem gerbang atas , logam cair dari bak penuangan mengalir langsung ke dalamnya. Saringan, terbuat dari pasir kering atau bahan keramik, sebagian besar digunakan di bak penuangan untuk mengontrol aliran logam dan hanya memungkinkan logam bersih yang masuk.
Dalam kasus pengecoran ringan, gerbang berbentuk baji disebut gerbang baji mungkin disediakan. Untuk coran besi besar, gerbang pensil digunakan. Dalam jenis gating ini, sariawan terdiri dari serangkaian celah yang dipasok dari cangkir tuang. Itu mengontrol laju aliran logam karena berat logam cair dibagi rata ke dalam berbagai celah atau cabang sehingga mengurangi berat efektif kepala untuk sebagian besar. Selain itu, terak (atau sampah) dikeluarkan dari logam cair di cangkir tuang di atas gerbang.
Di gerbang jari , modifikasi gerbang baji, logam kembali diizinkan untuk mencapai di sejumlah aliran. Gerbang cincin menggunakan inti untuk memecahkan jatuhnya logam cair dan mengirimkan logam cair dalam cetakan pada posisi yang tepat, dan pada saat yang sama menahan terak.
Keuntungan dari gerbang atas adalah bahwa semua logam memasuki pengecoran di bagian atas, dan karena itu logam terpanas berhenti di bagian atas pengecoran. Akibatnya, gradien suhu yang tepat yang menguntungkan untuk pemadatan terarah ke arah riser yang terletak di bagian atas coran tercapai. Gerbang itu sendiri dapat dibuat untuk berfungsi sebagai anak tangga. Kerugian gerbang atassistem adalah erosi cetakan oleh logam yang jatuh. Oleh karena itu, rongga cetakan harus cukup keras dan kuat untuk menahan benturan.
Gerbang perpisahan
Di gerbang garis perpisahan , logam cair memasuki rongga cetakan dari sisi cetakan pada tingkat yang sama dengan sambungan cetakan atau garis perpisahan. Pengaturan penyediaan gerbang di garis pemisah dalam arah horizontal ke pengecoran memungkinkan penggunaan perangkat yang dapat secara efektif menjebak terak, kotoran, atau pasir, yang lewat dengan logam di bawah sariawan.
Gerbang skimming
Di gerbang skimming , setiap benda asing yang lebih ringan dari logam induk naik melalui jalur vertikal dari gerbang skimming dan dengan demikian terperangkap. Gerbang garis pemisah dengan skim bob dan choke digunakan untuk menjebak terak dan benda asing dalam cetakan dan berfungsi sebagai pembatasan untuk mengontrol laju aliran logam.
Metode lain yang efektif untuk menjebak terak adalah dengan menggunakan gerbang skimming dengan pelari pusaran air, biasanya disebut gerbang pusaran air . Terak, karena aksi pusaran air, datang ke pusat dari mana ia naik di gerbang pusaran air. Gerbang dengan bob menyusut melayani fungsi ganda pengumpul terak atau sampah dan sebagai reservoir logam untuk memberi makan coran saat menyusut.
Gerbang garis pemisah sangat mudah dibuat , dan sangat cepat untuk dibuat . Mereka menghasilkan hasil yang sangat memuaskan ketika drag tidak terlalu dalam, dan terbukti sangat menguntungkan ketika mereka dapat diumpankan langsung ke riser. Dalam sistem ini, logam terpanas mencapai riser, sehingga mendorong pemadatan terarah. Selain itu, biaya pembersihan coran dikurangi dengan memasang gating ke dalam riser, karena tidak diperlukan gerbang tambahan untuk menghubungkan rongga cetakan dengan riser. Kerugiannya terletak pada kenyataan bahwa beberapa turbulensi dapat terjadi saat logam cair jatuh ke dalam rongga cetakan.
Gerbang bawah
Di gerbang bawah , logam dari bak penuangan mengalir ke dasar rongga cetakan di tarik.
Gerbang tanduk
Gerbang tanduk menyerupai tanduk sapi. Ini memungkinkan cetakan dibuat hanya dengan mengatasi dan menyeret; tidak perlu "memeriksa ”. Gerbang tanduk cenderung menghasilkan efek air mancur di rongga cetakan. Pada tipe lain, inti pasir kering membentuk gerbang bawah. Sariawan melengkung di ujung bawah untuk membentuk perangkap kotoran untuk terak, kotoran, dll. Jenis gerbang ini memungkinkan cetakan dibuat dalam dua kotak.
Keuntungan utama gerbang bawah adalah bahwa turbulensi logam dijaga seminimal mungkin saat menuangkan dan erosi cetakan dicegah. Logam dibiarkan naik dengan lembut di dalam cetakan dan di sekitar inti. Namun, gerbang bawah mengalami kerugian tertentu :logam terus kehilangan panasnya saat naik di rongga cetakan. Pemadatan terarah dengan demikian sulit untuk dicapai. Selain itu, riser tidak dapat ditempatkan di dekat pintu masuk gerbang di mana logam paling panas.
Rasio gerbang
Laju aliran logam melalui rongga cetakan merupakan fungsi dari luas penampang sprue, runner, dan gate. Karakteristik dimensi sistem gating dapat dinyatakan dalam rasio gating. Istilah “rasio gerbang ” digunakan untuk menggambarkan luas penampang relatif dari komponen sistem gating yang mengambil luas dasar sprue sebagai satu kesatuan, diikuti oleh total luas runner dan akhirnya total luas ingate.
Suatu sistem gating yang memiliki sprue 1 cm², runner 3 cm², dan tiga pintu gerbang, masing-masing memiliki luas penampang 1 cm2, akan memiliki rasio gating 1:3 :3. Rasio gating mengungkapkan apakah total penampang menurun atau meningkat menuju rongga cetakan. Dengan demikian, ada dua jenis sistem gating dalam proses pengecoran :bertekanan dan tidak bertekanan, atau mengalir bebas seperti sistem saluran pembuangan.
Sistem Gerbang Bertekanan
Sistem gerbang bertekanan memiliki penampang melintang total yang lebih sedikit di bagian ingat ke rongga cetakan daripada di dasar sariawan. Jadi sistem bertekanan akan memiliki rasio 1:0,75 :0,5, 1:2:1 dan 2:1:1. Ini memberikan efek tersedak yang menekan logam cair dalam sistem. Karena sistem ini volumenya kecil untuk laju aliran logam tertentu, ini menghasilkan kehilangan logam yang lebih kecil dan hasil yang lebih besar.
Di sisi lain, karena sistem ini membuat dirinya penuh dengan logam dan memberikan efek tersedak, kecepatan logam yang tinggi cenderung menyebabkan turbulensi yang parah di persimpangan dan sudut dan di rongga cetakan. Namun, ini umumnya cocok untuk logam besi dan kuningan.
Sistem Gerbang Tanpa Tekanan
Di sistem gerbang tanpa tekanan , luas penampang sprue lebih kecil dari total luas runner dan dari pada sprue. Rasio yang digunakan adalah 1 :2 :2. 1:3 :3, dll. Oleh karena itu, sistem gerbang ini menghasilkan kecepatan logam yang lebih rendah dan memungkinkan laju aliran yang lebih besar. Akibatnya, mengurangi turbulensi dalam sistem gating dan menyembur di rongga cetakan. Sistem ini umumnya disesuaikan untuk logam seperti aluminium dan magnesium.
Kami telah mencoba membahas semua bagian penting dari topik Sistem gerbang , jenis sistem gating dalam proses pengecoran dan elemen-elemennya. Semoga Anda menikmati artikelnya. Silakan berikan tanggapan Anda di bagian komentar di bawah.