Proses Pengelasan:Pengertian, Jenis, Proses (Diagram &PDF)
Dalam artikel ini, Anda akan mempelajari apa itu pengelasan? 10 jenis proses pengelasan yang berbeda dengan bekerja , keuntungan , kerugian , aplikasi , dan banyak lagi.
Dan Anda juga dapat mengunduh file PDF artikel ini di bagian akhir.
Apa itu Pengelasan?
Pengelasan adalah proses penyambungan permanen di mana dua keping logam bersama-sama membentuk satu keping dengan memanaskan logam hingga titik lelehnya. Logam tambahan yang juga disebut logam pengisi ditambahkan selama proses pemanasan untuk membantu merekatkan kedua bagian tersebut.

Secara umum, ini adalah proses di mana dua potongan logam yang serupa (atau) berbeda dapat bergabung dengan memanaskannya ke suhu yang cukup tinggi untuk melebur logam dengan (atau) tanpa penerapan tekanan dan dengan (atau) tanpa bantuan bahan pengisi.
Mesin Las
Sebuah mesin las digunakan untuk membuat panas dan menerapkan logam pengisi. Logam pengisi disuplai untuk membentuk sambungan, baik dari elektroda itu sendiri (atau) oleh bahan pengisi. Temperatur kalor yang dihasilkan berkisar antara 6000 sampai 7000C. Jadi, mari kita bahas apa saja jenis proses pengelasan, dan bagaimana mereka digunakan di Industri?
Baca juga:
- Pengelasan TIG &MIG:Perbedaan Antara Pengelasan TIG dan MIG
- Bagaimana Cara Kerja Pengelasan Bawah Air? dan Jenis Pengelasan Bawah Air
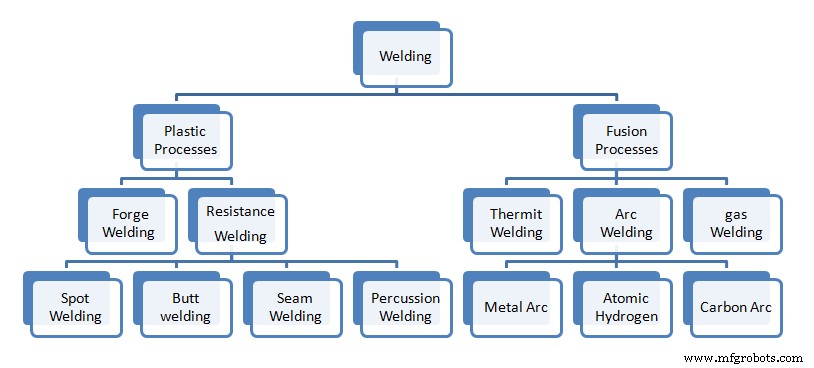
Jenis Pengelasan Proses
Berikut ini adalah jenis proses pengelasan menurut metode panas yang dihasilkan:
- Pengelasan MIG
- Pengelasan tongkat
- Pengelasan TIG
- Pengelasan busur plasma
- Pengelasan berkas elektron
- Pengelasan sinar laser
- Pengelasan gas
- Pengelasan busur kabel fluks
- Pengelasan hidrogen otomatis
- Pengelasan elektrolag
1. Pengelasan MIG
Pengelasan MIG berlaku untuk pengelasan gas inert logam. Proses pengelasan MIG ini juga dikenal sebagai pengelasan busur logam gas (GMAW) yang bisa juga disebut pengelasan kawat.
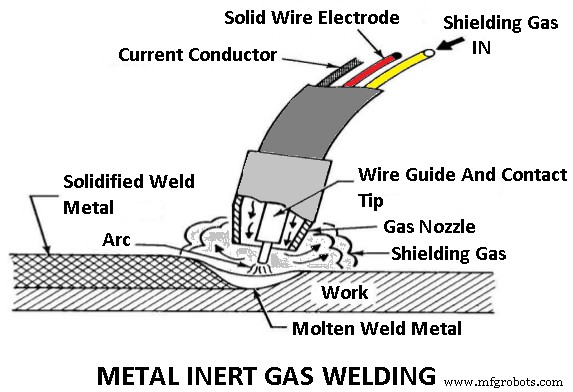
Dalam jenis pengelasan ini, kawat tipis berfungsi sebagai elektroda yang diumpankan dari gulungan yang dipasang pada pistol melalui tabung fleksibel dan keluar dari nosel pada pistol atau obor las. Kawat diumpankan terus menerus saat pelatuk ditarik ke pistol las.
2. Pengelasan Busur Logam Terlindung (SMAW)
Ini juga diidentifikasi sebagai las busur logam yang dioperasikan dengan tangan, las busur berpelindung fluks, atau las tongkat. Dalam jenis proses pengelasan ini di mana busur dipukul antara batang logam atau elektroda (dilapisi fluks) dan benda kerja, permukaan batang dan benda kerja meleleh untuk membuat kolam las.
Pelelehan simultan lapisan fluks pada batang akan menghasilkan gas dan terak, yang melindungi sambungan las dari lingkungan. Pengelasan busur logam terlindung adalah berbagai proses yang ideal untuk menyambung material besi dan non-ferro dengan ketebalan material di semua posisi.
3. Pengelasan TIG
Pengelasan TIG singkatan dari tungsten inert gas arc welding, dari American welding society juga diidentifikasi sebagai (GTAW). Proses pengelasan ini disebut juga dengan pengelasan gas.
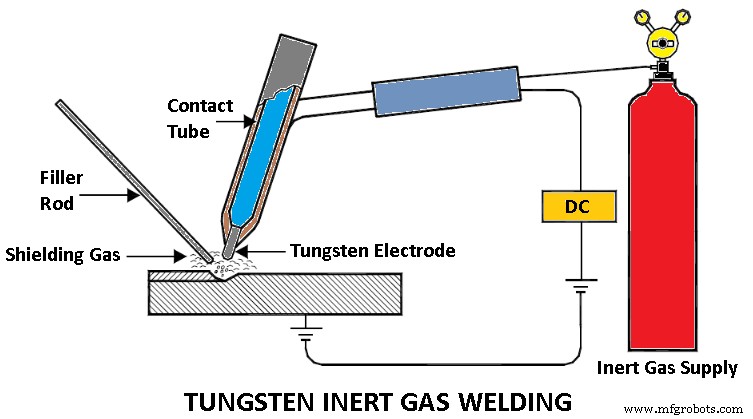
Pengelasan TIG menggunakan elektroda tungsten karena tungsten memiliki titik leleh yang tinggi. Ketika kami mengambil elektroda las tig menjadi panas tetapi tidak meleleh, kami mengatakan itu adalah elektroda yang tidak dapat dikonsumsi. Elektroda yang tidak habis pakai bukan berarti tidak tahan lama dan tidak meleleh dan menjadi bagian dari las.
4. Pengelasan Busur Plasma (PAW)
Pengelasan busur plasma (PAW) adalah proses las busur yang memanfaatkan panas yang dihasilkan oleh busur terkompresi antara elektroda tungsten yang tidak dapat dikonsumsi dan benda kerja (proses busur yang ditransfer) atau nozel konstriksi berpendingin air (proses busur yang tidak ditransfer).
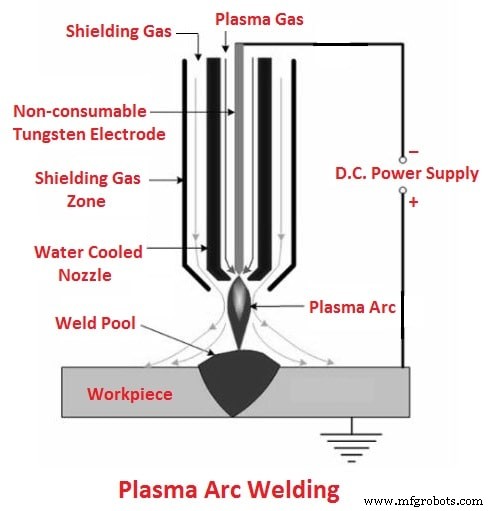
Plasma adalah campuran gas dari ion positif, elektron, dan molekul gas netral. Proses busur yang ditransfer menghasilkan pancaran plasma dengan kepadatan energi tinggi dan dapat digunakan untuk pengelasan dan pemotongan berkecepatan tinggi keramik, paduan tembaga, baja, aluminium, paduan nikel, dan paduan titanium.
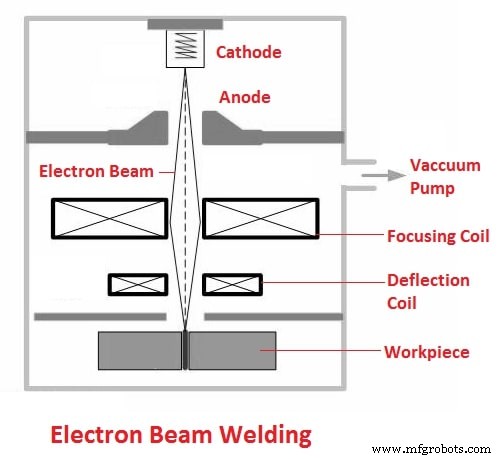
5. Pengelasan Berkas Elektron (EBW)
Pengelasan berkas elektron adalah proses pengelasan yang menerapkan panas yang dihasilkan oleh berkas elektron berenergi tinggi. Elektron mengenai benda kerja dan energi kinetiknya diubah menjadi energi panas yang memanaskan logam sehingga ujung-ujung benda kerja dapat dihubungkan dan las terbentuk setelah pembekuan.
EBM juga merupakan proses pengelasan keadaan cair. Di mana, sambungan logam-ke-logam dibuat dalam keadaan cair atau cair. Ini juga dijelaskan sebagai proses pengelasan karena menerima energi kinetik elektron untuk menggabungkan dua benda kerja logam.
6. Pengelasan Sinar Laser (BBLR)
Pengelasan Sinar Laser (BBLR) adalah proses pengelasan, di mana panas dibentuk oleh sinar laser energi tinggi yang ditargetkan pada benda kerja. Sinar laser memanaskan dan melelehkan ujung benda kerja, membuat sambungan.
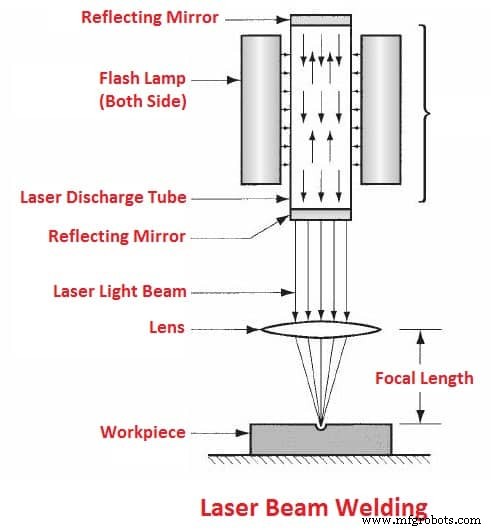
Dalam pengelasan laser (LBM) sambungan dibentuk sebagai urutan las titik yang tumpang tindih atau sebagai las kontinu. Pengelasan laser digunakan dalam industri elektronik, komunikasi, dan kedirgantaraan, untuk memproduksi peralatan medis dan ilmiah, yang menggabungkan komponen-komponen kecil.
7. Pengelasan Gas
Pengelasan gas dilakukan dengan melebur sisi atau permukaan yang akan dihubungkan oleh nyala gas dan menyediakan logam cair untuk mengalir bersama, sehingga menciptakan sambungan kontinu yang solid saat pendinginan.
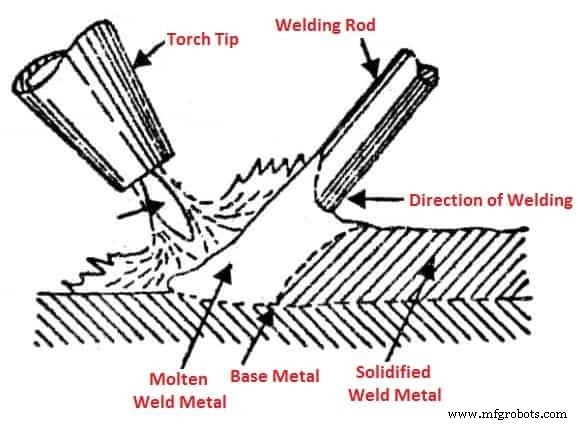
Campuran oksigen-asetilen digunakan untuk tingkat yang sangat besar daripada yang lain dan memegang posisi penting dalam industri pengelasan. Suhu nyala oxy-acetylene di daerah terpanasnya adalah sekitar 3200 °C, sedangkan suhu yang dicapai dalam nyala oxy-hydrogen adalah sekitar 1900 °C.
8. Pengelasan Busur Inti Fluks (FCAW)
Jenis las ini hampir mirip dengan las MIG. Faktanya, tukang las MIG sering dapat melakukan pengelasan busur inti fluks. Dalam pengelasan ini, kawat memiliki inti fluks yang membentuk pelindung gas di sekitar lasan. Hal ini mengurangi permintaan pasokan gas eksternal.
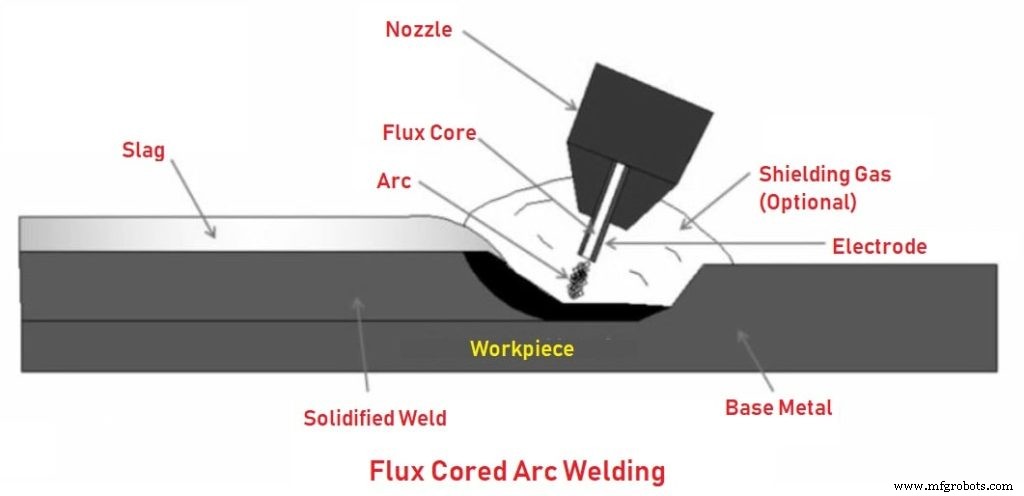
FCAW lebih cocok untuk logam berat yang kasar karena merupakan proses pengelasan panas tinggi. Biasanya digunakan untuk perbaikan alat berat untuk tujuan ini. Ini adalah proses yang tidak menghasilkan terlalu banyak limbah. Karena tidak memerlukan gas eksternal, biayanya juga lebih murah.
9. Pengelasan Hidrogen Atom
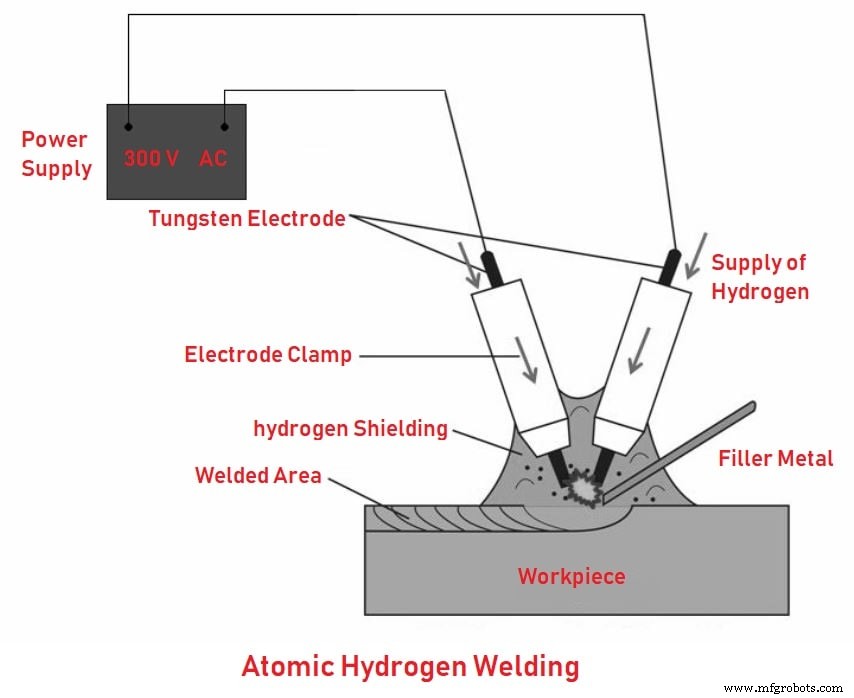
Pengelasan hidrogen atom adalah bentuk pengelasan suhu sangat tinggi yang dikenal sebagai pengelasan busur-atom. Jenis pengelasan ini membutuhkan penggunaan gas hidrogen untuk melindungi dua elektroda yang terbuat dari tungsten. Ini dapat mencapai suhu di atas obor asetilena dan dapat dilakukan dengan atau tanpa logam pengisi.
10. Elektroslag Pengelasan
Ini adalah proses pengelasan lanjutan yang digunakan untuk menghubungkan ujung tipis dua potongan logam secara vertikal bersama-sama. Alih-alih pengelasan digunakan di bagian luar sambungan, pengelasan akan dilakukan di antara ujung kedua bagian.
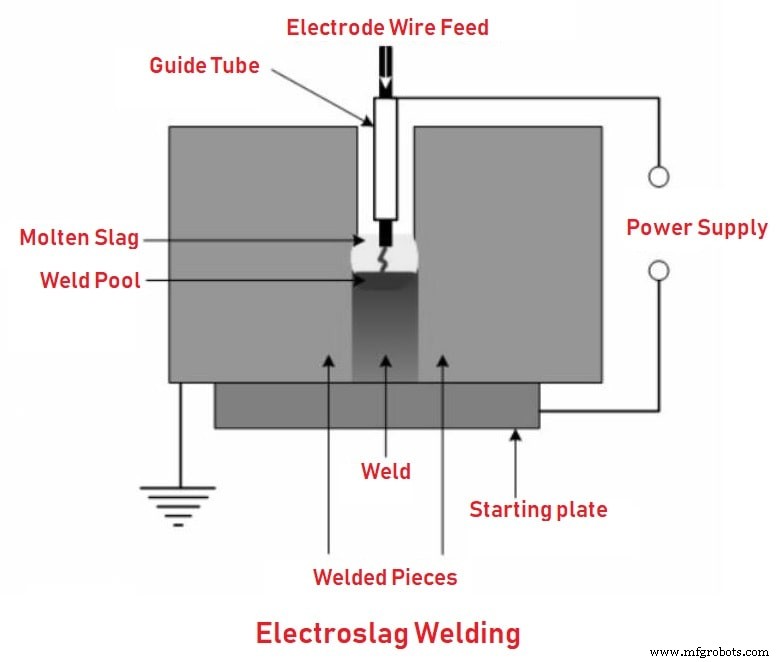
Kawat elektroda tembaga diumpankan melalui tabung pemandu logam yang akan bertindak sebagai logam pengisi. Saat daya ditambahkan, busur dihasilkan, dan las dimulai di bawah jahitan dan naik perlahan, menciptakan las di tempat jahitan.
Jenis Posisi Pengelasan
Berikut adalah empat jenis posisi pengelasan utama:
- Posisi Datar (1G dan 1F)
- Posisi Horizontal (2G dan 2F)
- Posisi Vertikal (3F dan 3G)
- Posisi Overhead (4G dan 4F)
1. Posisi Datar
Jenis yang paling jelas untuk dilakukan adalah posisi datar, kadang-kadang disebut posisi tangan bawah. Ini melibatkan pengelasan di bagian atas sambungan. Dalam hal ini, logam cair ditarik ke bawah pada sambungan. Hasilnya adalah pengelasan yang lebih cepat dan mudah.
Dalam 1G dan 1F, angka 1 berhubungan dengan posisi datar, sedangkan huruf G untuk las alur dan huruf F untuk las fillet.
2. Posisi Horizontal (2G dan 2F)
Ini adalah posisi yang lebih sulit daripada posisi datar dan membutuhkan lebih banyak keterampilan dari operator las untuk memperbaikinya.
2G adalah posisi las alur yang mencakup penempatan sumbu las pada bidang horizontal atau hampir horizontal. Untuk muka las, harus terletak pada bidang vertikal.
2F adalah posisi las fillet, di mana pengelasan dilakukan pada sisi atas permukaan yang hampir horizontal terhadap permukaan yang hampir vertikal. Dalam posisi ini, obor biasanya disimpan pada sudut 45 derajat.
3. Posisi Vertikal (3F dan 3G)
Dalam posisi ini, potongan dan lasan terletak secara vertikal atau hampir vertikal. 3F dan 3G mengarah ke posisi fillet vertikal dan alur vertikal.
Ketika pengelasan dilakukan secara vertikal, gaya gravitasi mendorong logam cair ke bawah dan karena itu memiliki kecenderungan untuk menumpuk. Untuk mengatasi hal ini, Anda dapat menggunakan posisi vertikal ke atas atau ke bawah.
Untuk memeriksanya dalam posisi vertikal ke atas, arahkan api ke atas, letakkan pada sudut 45 derajat terhadap potongan. Dengan cara ini, tukang las akan menerapkan logam dari bagian bawah benda kerja untuk mengelas ke arah gaya gravitasi.
4. Posisi Overhead (4G dan 4F)
Dalam jenis posisi pengelasan ini, pengelasan dilakukan dari bagian bawah sambungan. Ini memiliki posisi yang paling kompleks dan sulit untuk dikerjakan. Posisi 4G dan 4F adalah untuk las alur dan fillet.
Pada posisi di atas, logam yang diendapkan ke sambungan mengarah ke lubang pada potongan, terjadi pada manik-manik dengan mahkota yang lebih tinggi. Untuk menghindari hal ini, jaga agar genangan cair tetap kecil. Jika genangan las menjadi terlalu panjang, matikan api sejenak agar logam cair menjadi dingin.
Keuntungan Pengelasan Proses
- Las yang baik akan lebih kuat dari logam induk atau logam dasar.
- Proses lebih cepat dibandingkan dengan riveting dan casting.
- Sambungan kaku yang lengkap dapat disediakan dengan proses pengelasan.
- Berlaku untuk semua logam dan paduan.
- Bentuk yang sulit dapat dihasilkan dengan pengelasan.
- Peralatan las bersifat portabel dan mudah dirawat.
- Tidak ada suara yang dihasilkan selama proses pengelasan seperti pada kasus riveting.
- Proses pengelasan membutuhkan lebih sedikit ruang kerja dibandingkan dengan memukau.
- Setiap ruang sambungan dapat dibuat dengan mudah.
Kerugian Pengelasan Proses
- Memberikan radiasi berbahaya, asap, dan bersih (percikan api tiba-tiba).
- Sambungan las lebih mudah pecah dan oleh karena itu kekuatan lelahnya lebih kecil daripada anggota yang disambung.
- Mengakibatkan distorsi dan menimbulkan tekanan internal.
- Perlu jig dan perlengkapan tertentu untuk menahan logam dengan benar.
- Pekerja terampil dan listrik dibutuhkan untuk pengelasan.
- Pemeriksaan pekerjaan pengelasan lebih sulit dan lebih mahal daripada pekerjaan paku keling.
Aplikasi Pengelasan
Penerapan pengelasan sangat berbeda dan besar sehingga tidak berlebihan untuk mengatakan bahwa tidak ada industri logam dan tidak ada cabang teknik yang tidak menggunakan pengelasan dalam satu atau lain bentuk yaitu industri otomotif, perkapalan, kedirgantaraan, dan konstruksi. . Ini sebagian besar digunakan untuk fabrikasi.
Beberapa aplikasinya adalah:
- Pembuatan kapal
- Pelatih kereta api
- Sasis dan binaraga mobil
- Badan-badan penggerak bumi
- Penutup jendela
- Pintu, gerbang
- Semua jenis pekerjaan fabrikasi.
Kesimpulan
Seperti yang Anda ketahui sekarang, Pengelasan adalah proses bergabung yang kuat di mana dua bagian logam bersama-sama membentuk satu bagian dengan memanaskan logam ke titik lelehnya. Beberapa jenis pengelasan dibuat dengan mesin dan membutuhkan peralatan khusus yang mahal. Pengelasan adalah metode yang lebih cepat terkait dengan paku keling dan pengecoran.
kami berharap bahwa kami telah menghapus semua keraguan Anda tentang Proses Pengelasan . Jika Anda masih ragu tentang “Jenis Pengelasan Proses ” Anda dapat menghubungi kami atau bertanya di komentar.
Kami juga memiliki komunitas Facebook untuk kalian, jika mau, Anda dapat bergabung dengan komunitas kami, ini tautan ke grup Facebook kami.
Itu saja terima kasih telah membaca. Jika Anda menyukai artikel kami, silakan bagikan dengan teman-teman Anda. Jika Anda memiliki pertanyaan tentang topik apa pun, Anda dapat bertanya di bagian komentar.
Unduh PDF artikel ini
Unduh PDF
Berlangganan buletin kami untuk mendapatkan pemberitahuan tentang postingan baru kami.


