Tetap Tenang dan Lanjutkan Grinding
Dalam operasi penggilingan produksi, kelengkungan pada permukaan bagian merupakan petunjuk potensial bahwa mesin atau proses telah mengembangkan masalah getaran. Efeknya mungkin terlihat dalam inspeksi, atau jika ada langkah pemolesan atau pemolesan, efeknya mungkin terlihat pada peningkatan waktu yang dihabiskan untuk menghilangkan gelombang. Menurut Saint-Gobain Abrasives, produsen roda gerinda Norton, ini adalah titik di mana toko hampir selalu berusaha memecahkan masalah getaran dengan membuat beberapa perubahan sederhana pada prosesnya. Dan perubahan sederhana itu mungkin merupakan pendekatan yang cukup bagus.
Memang, gelombang di permukaan, yang sering disebut obrolan, dapat menunjukkan perbaikan yang tepat. Pada bagian yang dikerjakan pada penggiling permukaan, misalnya, frekuensi getaran (siklus per menit) sama dengan kecepatan kerja (inci per menit) dibagi dengan jarak antara dua tanda obrolan berurutan (inci). Temukan frekuensi getaran menggunakan hubungan ini, dan jika cocok dengan kecepatan putaran spindel gerinda, maka ini menunjukkan bahwa roda gerinda, flensa roda, atau spindel gerinda kemungkinan merupakan penyebabnya. Ganti roda, kencangkan baut flensa, atau mungkin hanya ubah kecepatan, dan itu mungkin cukup untuk mengatasi atau mengendalikan masalah getaran.
Luaskan Perluas
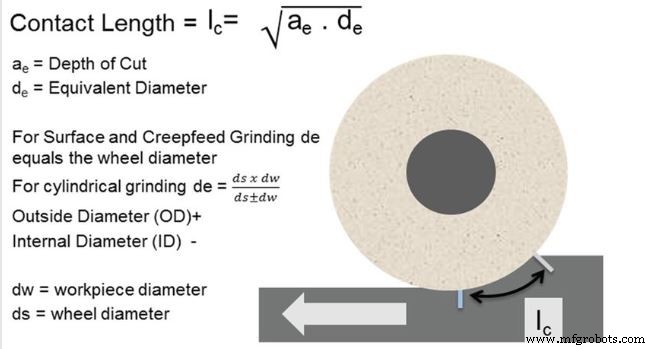
Cara menghitung panjang kontak untuk pemfilteran panjang kontak.
Tetapi dalam kasus lain—beberapa melibatkan bagian lain dari mesin, beberapa melibatkan frekuensi alami sistem—perbaikan sederhana tidak cukup untuk mengatasi masalah secara memadai. Dalam kasus ini, respons terbaik adalah memperbaiki mesin, memperbaiki elemen mesin apa pun yang gagal yang memungkinkan getaran memengaruhi benda kerja. Tetapi layanan membutuhkan waktu dan itu berarti mengeluarkan mesin dari produksi. Untuk toko yang perlu terus berjalan untuk jangka pendek, peneliti telah membuktikan proses untuk mengatasi efek getaran tanpa mengurangi produktivitas dan tanpa menghentikan alat berat untuk saat ini.
Berikut ini berasal dari makalah tentang teknik yang disebut "penyaringan panjang kontak" yang ditulis oleh insinyur aplikasi perusahaan Saint-Gobain John Hagan dan Mark Martin. Dengan mengurangi laju umpan kerja sekaligus meningkatkan kedalaman pemotongan, efek getaran yang parah dapat dihilangkan tanpa efek bersih apa pun pada produktivitas secara keseluruhan.
Rasio Wheel-to-Work Besar
Tujuan dari pemfilteran panjang kontak adalah untuk mendapatkan panjang kontak roda-ke-kerja yang sangat besar relatif terhadap panjang gelombang permukaan yang dipengaruhi oleh getaran. Ketika yang pertama cukup tinggi relatif terhadap yang terakhir, roda secara efektif menghilangkan puncak yang berhubungan dengan getaran dari benda kerja, menghaluskan permukaan meskipun getaran masih terjadi. Ketika kedalaman pemotongan ditingkatkan dengan kelipatan yang sama dengan penurunan laju umpan, laju pemindahan material (dan karenanya produktivitas) dapat tetap sama.
Kedalaman pemotongan mengontrol panjang kontak. Jelas, peningkatan panjang kontak perlu menghindari efek yang tidak menguntungkan seperti bahan bakar, defleksi benda kerja, dan sebagainya. Kedalaman pemotongan roda ditingkatkan ke tingkat yang lebih berat dibandingkan dengan kondisi pemotongan standar tetapi tetap menghindari efek buruk ini.
Sementara itu, laju umpan (atau kecepatan kerja) mengontrol panjang gelombang tanda getaran di bagian tersebut. Kecepatan kerja yang lebih lambat memperpendek panjang gelombang.
Penyaringan panjang kontak mulai mencapai permukaan yang halus ketika dua kali panjang kontak roda-ke-kerja melampaui panjang gelombang obrolan, atau gelombang permukaan. Dengan kata lain, kondisi yang diperlukan untuk pengurangan amplitudo chatter adalah...
2 x Panjang Kontak (lc )≥ Panjang Gelombang Obrolan (λchatter)
...di mana dua angka di atas menentukan Panjang Kontak (lc ) dan Panjang Gelombang Obrolan (λchatter) .
Teknik ini tidak akan selalu berhasil, kata para peneliti. Tidak mungkin dalam setiap proses untuk mendapatkan panjang gelombang getaran yang cukup rendah atau panjang kontak yang cukup tinggi. Dalam kasus ini, satu-satunya solusi yang tersisa adalah solusi yang tetap harus dilakukan, yaitu, luangkan waktu untuk mengidentifikasi dan memperbaiki penyebab dasar getaran. Lihat sidebar untuk kasus di mana pemfilteran panjang kontak efektif untuk pengerjaan permukaan yang halus meskipun ada getaran yang ekstrem.
Artikel ini ditulis oleh Peter Zelinski, Pemimpin Redaksi Modern Machine Shop dan awalnya muncul di edisi Desember 2018. Itu direproduksi dengan izin.


