2 Unit 1:Memukul Kepala
Tujuan
Setelah menyelesaikan unit ini, Anda seharusnya dapat:
- Jelaskan cara menaiki kepala penggilingan.
- Jelaskan cara menunjukkan catok.
- Jelaskan penggunaan spring collet.
- Jelaskan perbedaan antara tanjakan vs. penggilingan konvensional.
- Jelaskan cara menggunakan pencari tepi.
- Jelaskan cara menyetel girboks ganti cepat dengan benar.
- Jelaskan cara mengkuadratkan stok.
- Jelaskan penggilingan wajah.
- Jelaskan workholding tingkat lanjut.
Alat Untuk Tramming
Dial indicator adalah alat presisi yang digunakan untuk mengukur jumlah kecil defleksi antara dua permukaan.
Saat melakukan tramming, dial indicator yang terpasang pada chuck digunakan untuk menentukan orientasi kepala gilingan ke meja gilingan. Kunci pas yang sama yang digunakan untuk mengencangkan dan mengendurkan pena bulu dapat digunakan untuk menyetel berbagai baut pada kepala gilingan.

Dial indicator digunakan untuk memukul kepala.
Memukul Kepala Pabrik
Tramming memastikan bahwa kepala gilingan tegak lurus dengan sumbu X dan Y meja gilingan. Proses ini memastikan bahwa alat pemotong dan permukaan penggilingan tegak lurus dengan meja. Traming yang tepat juga mencegah terbentuknya pola yang tidak teratur saat milling.

Indikator dial yang terpasang pada spindel untuk keselarasan kepala gilingan yang presisi.
Kepala gilingan vertikal dapat dimiringkan dari depan ke belakang dan dari sisi ke sisi. Terkadang penyesuaian ini bisa melayang. Kepala gilingan harus diperiksa dan disetel secara berkala, memastikan spindel tegak lurus dengan meja.
- Hapus sifat buruk dari tabel penggilingan.
- Pasang dial indicator ke spindel dan offset dial enam inci dari sumbu spindel. Pastikan probe indikator menghadap ke bawah.
- Angkat meja penggilingan sehingga saat menyentuh indikator, indikator terbaca antara 0,005 inci hingga 0,010 inci. Pembacaan ini disebut pramuat.
- Posisikan dial indicator agar terlihat, lalu setel bezel ke nol.
- Putar spindel dengan tangan sambil melihat indikator.
- Jika pembacaan pada dial indicator tetap di nol, spindel akan sejajar.
- Jika bacaannya tidak nol, lanjutkan meninju kepala seperti yang ditunjukkan di bawah ini.
Proses Tram untuk Sumbu X
- Untuk berjalan di sekitar sumbu x (arah kiri-ke-kanan dari bangku penggilingan ketika menghadap ke depan penggilingan), kendurkan enam baut (tiga di setiap sisi penggilingan) menggunakan kunci pas penggilingan.

Lokasi baut yang akan dilonggarkan biarkan kepala berputar terhadap sumbu X.
- Setelah mengendurkan baut, kencangkan kembali dengan tangan ditambah putaran menggunakan kunci pas gilingan.
- Baut penyetelan yang menggerakkan kepala gilingan ke atas dan ke bawah di sekitar sumbu x terletak di bagian belakang gilingan.

Baut penyetelan digunakan untuk memposisikan kepala gilingan vertikal di sekitar sumbu X.
- Dua busur derajat digunakan untuk menunjukkan keselarasan umum. Busur derajat yang lebih besar di kepala gilingan memiliki tanda panah merah yang harus sejajar dengan penanda nol pada busur derajat melengkung di badan gilingan. Ini hanya memberikan panduan umum, pembacaan dial indicator diperlukan untuk keselarasan yang tepat.
- Posisikan dial indicator ke bagian belakang meja. Nol indikator dial (dimuat pada 0,005″ hingga 0,010″). Pastikan untuk mengukur pada permukaan meja penggilingan yang murni. Mungkin perlu menggeser tabel untuk menghindari celah yang ada di tabel.
Dial yang menunjukkan di sekitar kepala gilingan X- sumbu.
- Dengan dial di posisi nol dan spindel dalam posisi netral, putar spindel sehingga indikator dial sekarang berada di depan meja, idealnya berputar 180 derajat. Pastikan untuk memegang klem yang terpasang pada spindel (untuk menghindari perubahan konfigurasi vertikal dial).
- Perhatikan arah putaran dial untuk menentukan arah yang dibutuhkan kepala gilingan untuk bergerak. Gerakan searah jarum jam mengharuskan kepala gilingan perlu disetel ke atas, sedangkan pembacaan berlawanan arah jarum jam mengharuskan kepala gilingan perlu disetel ke bawah.
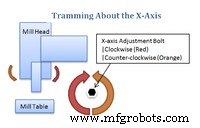
Penyesuaian kepala gilingan tentang sumbu X .
- Diagram di atas menunjukkan bagaimana gerakan baut penyetelan berkorelasi dengan gerakan di kepala gilingan. Setelah yakin dalam arah yang benar, baut penyetelan perlu diputar, setel kepala gilingan sehingga perbedaan antara pengukuran belakang dan depan tercapai. Misalnya, jika pembacaan belakang nol dan pembacaan depan 0,010″, sesuaikan kepala gilingan sehingga dial membaca 0,005″ mendekati nol.
- Setelah penyetelan pertama selesai, nolkan lagi dial indicator. Disarankan untuk meniadakan posisi yang sama untuk menghindari kebingungan, namun itu tidak perlu. Lanjutkan proses penyetelan hingga perbedaan antara bagian depan dan belakang tidak lebih dari 0,002 inci.
- Setelah puas dengan bacaannya, mulailah mengencangkan kembali baut-baut yang dilonggarkan, kencangkan secara merata dalam putaran untuk mencegah perubahan keselarasan. Periksa kembali pengukuran antara bagian depan dan belakang untuk memastikan bahwa kepala gilingan tidak bergerak secara signifikan karena pengencangan.
Proses Tramming untuk Sumbu Y
- Untuk mulai menginjak sumbu y, ada empat baut di bagian depan gilingan yang perlu dilonggarkan untuk memungkinkan pergerakan kepala gilingan. Baut harus dilonggarkan, lalu dikencangkan kembali hingga benar-benar kencang (sekitar putar melewati kencangkan tangan dengan kunci pas yang sesuai).

Lokasi baut yang akan dilonggarkan biarkan kepala berputar terhadap sumbu Y.
- Baut penyetelan untuk menggerakkan kepala gilingan ke kiri dan ke kanan terhadap sumbu y ditunjukkan pada gambar di bawah. Dengan memutar baut ini searah jarum jam dan berlawanan arah jarum jam, kepala penggilingan akan bergerak sesuai.

Baut penyetelan digunakan untuk memposisikan kepala gilingan di sekitar sumbu Y.
- Panah penunjuk pada busur derajat untuk tramming di sekitar sumbu y terletak pada pelat mandiri yang bersentuhan dengan busur derajat vertikal. Panah penunjuk dan nol pada busur derajat vertikal ini dapat digunakan untuk memperkirakan titik awal tramming.
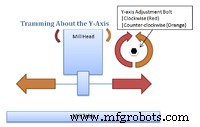
Penyesuaian kepala gilingan tentang sumbu Y .
- Gambar di atas menunjukkan bagaimana baut penyetelan untuk tramming terhadap sumbu y mempengaruhi kepala gilingan. Gunakan proses yang sama seperti yang dijelaskan untuk tramming tentang sumbu x, namun, gunakan lokasi kiri dan kanan kepala gilingan sebagai titik referensi yang kontras dengan bagian depan dan belakang seperti yang dilakukan sebelumnya.
- Setelah penyetelan selesai, kencangkan baut pada kepala gilingan dan periksa kembali pengukuran terhadap sumbu x dan sumbu y. Ada kemungkinan bahwa trem di kedua arah mungkin telah diubah oleh pengencangan ulang baut. Pastikan semua pengukuran berada dalam jarak 0,002 inci. Jika pengukuran tidak dalam toleransi, proses tramming harus diulang.
Menunjukkan Vise
- Sebagian besar benda kerja dipegang dengan cara dijepit di meja.
- Penting untuk menyejajarkan wakil dengan sumbu umpan pada alat berat agar fitur alat berat selaras dengan tepi persediaan.
- Perbaiki bagian yang rusak di tempat tidur dengan menggunakan baut-T dan kencangkan dengan pas, sambil tetap memungkinkan penyesuaian pada bagian tersebut.
- Pasang dial indicator di spindel mesin dengan probe menghadap jauh dari operator.
- Turunkan spindel, lalu posisikan alas meja hingga rahang tetap pada bagian wakil menyentuh indikator. Lanjutkan hingga indikator mencatat setengah putaran.
- Setel bezel indikator tombol ke nol.
- Jalankan indikator di seluruh wajah wakil dengan umpan silang.
- Indikator akan tetap di nol jika kebalikannya dikuadratkan.
- Jika indikator tidak tetap di nol, sejajarkan kembali wakil dengan mengetuk ringan dengan palu lembut hingga indikator membaca setengah dari nilai sebelumnya.
- Ulangi proses tersebut hingga dial indicator menunjukkan nol melalui perjalanan lengkap dari satu sisi wakil ke sisi lainnya.
- Kencangkan baut-T dengan aman, tanpa mengubah orientasi sebaliknya. Periksa kembali keselarasan wakil.
Jenis Pemotong Penggilingan
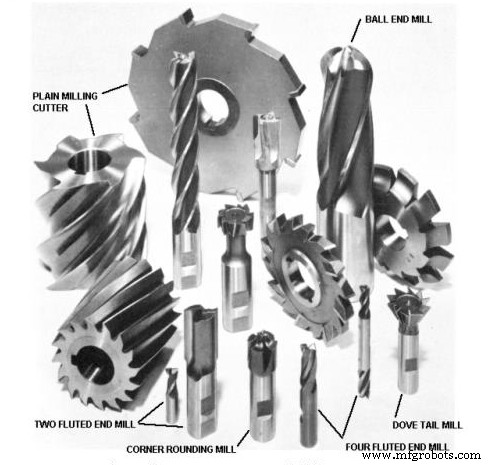
Berbagai macam pemotong frais.
- Pemotong penggilingan yang memiliki poros padat biasanya digunakan pada penggilingan vertikal.
- Pemotong penggilingan yang memiliki lubang kunci biasanya digunakan pada penggilingan horizontal.
- End mill digunakan untuk memotong kantong, alur pasak, dan slot.
- Dua gilingan ujung bergalur dapat digunakan untuk memasukkan benda kerja seperti bor.
- 2 dan 3 seruling umumnya untuk aluminium, 4 seruling lebih baik untuk baja tahan karat. Lebih banyak seruling lebih baik dipotong, tetapi harganya lebih mahal.
- Penggilingan akhir dengan lebih dari dua seruling tidak boleh dimasukkan ke dalam pekerjaan.
- Fillet dapat diproduksi dengan ball end mill.
- Beberapa fitur seperti tepi bundar dapat dibuat dengan pemotong frais yang dibentuk.
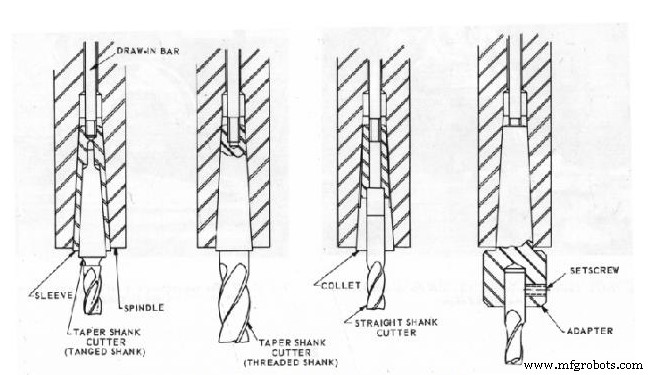
Metode mempertahankan pabrik akhir.
Koleksi Musim Semi
- Jika alat perlu dilepas, kunci pena bulu pada posisi tertinggi.
- Selanjutnya, kendurkan drawbar dengan kunci inggris saat menggunakan rem.
- Pastikan bahwa benang pada draw bar tetap terpasang di collet. Jika tidak terpasang, pemotong akan jatuh dan berpotensi rusak saat collet dilepaskan dari spindel.
- Untuk melepaskan collet dari spindel, ketuk ujung draw bar.
- Akhirnya, lepaskan drawbar dari collet.
- Untuk memasang pemotong yang berbeda, tempatkan pemotong di collet yang sesuai dengan betis.
- Masukkan collet ke dalam spindel sambil memastikan alur pasak sejajar dengan benar dengan kunci di spindel.
- Mulai memasukkan draw bar ke dalam collet sambil memegang pemotong dengan satu tangan. Setelah itu, gunakan kunci pas untuk mengencangkan drawbar sambil mengaktifkan rem.
Panjat vs. Penggilingan Konvensional
Penting untuk mengetahui perbedaan antara penggilingan konvensional dan pendakian. Menggunakan prosedur yang salah dapat mengakibatkan pemotong rusak dan benda kerja tergores.
Penggilingan Konvensional
- Benda kerja diumpankan melawan rotasi pemotong.
- Penggilingan konvensional biasanya lebih disukai untuk pemotongan kasar.
- Penggilingan konvensional membutuhkan lebih sedikit tenaga daripada penggilingan panjat.
- Tidak memerlukan eliminator serangan balik dan table gibs yang ketat.
- Direkomendasikan saat mengerjakan pengecoran dan baja canai panas.
- Direkomendasikan juga bila ada permukaan keras yang diakibatkan oleh kerak atau pasir.
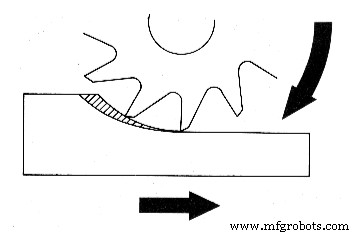
Tampil di atas:Penggilingan Konvensional
Climb Milling
- Benda kerja diumpankan dengan rotasi pemotong.
- Metode ini menghasilkan hasil akhir yang lebih baik. Keripik tidak terbawa ke dalam benda kerja, sehingga tidak merusak hasil akhir.
- Harga perlengkapan lebih murah. Climb milling memaksa benda kerja ke bawah, sehingga perangkat penahan sederhana dapat digunakan.
- Ketebalan chip cenderung semakin kecil semakin dekat ke tepi, sehingga kemungkinan tepi pecah lebih kecil, terutama dengan bahan rapuh.
- Meningkatkan masa pakai alat. Umur pahat dapat ditingkatkan hingga 50% karena serpihan menumpuk di belakang pahat.
- Keripik dapat dilepas dengan lebih mudah karena keripik berada di belakang pemotong.
- Mengurangi daya yang dibutuhkan sebesar 20%. Ini karena penggunaan pemotong sudut rake yang lebih tinggi.
- Tidak disarankan jika benda kerja tidak dapat dipegang dengan aman atau jika mesin tidak dapat menahan gaya tinggi.
- Tidak dapat digunakan untuk pengecoran mesin dan baja canai panas.
- Metode ini dapat menarik benda kerja ke dalam pemotong dan menjauh dari perangkat penahan, sehingga pemotong patah dan benda kerja terkelupas.
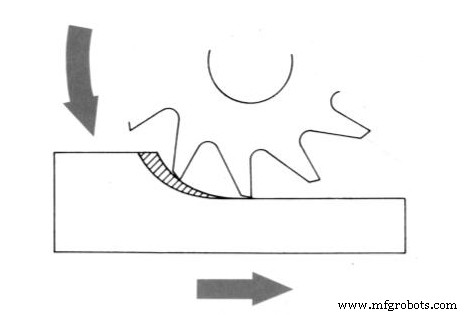
Tampil di atas:Climb Milling
Menyetel Kecepatan Spindle
- Kecepatan spindel berubah tergantung pada geometri drive train.
- Engkol tangan dapat digunakan untuk menyesuaikan kecepatan spindel pada mesin yang lebih baru.
- Untuk mengubah kecepatan, spindel harus berputar.
- Kecepatan (dalam RPM) ditampilkan pada dial indicator.
- Ada dua skala pada dial indicator untuk rentang rendah dan tinggi.
- Sebuah tuas digunakan untuk mengubah jangkauan mesin.
- Terkadang, sedikit putaran spindel diperlukan agar roda gigi dapat berpasangan dengan benar.
Menggunakan Edge Finder
- Tepi benda kerja harus ditempatkan sebelum melakukan pekerjaan penggilingan yang membutuhkan akurasi tinggi. Pencari tepi membantu menemukan tepi.
- Disarankan 800-1200 rpm spindel.
- Untuk menggunakan pencari tepi, sedikit mengimbangi kedua bagian sehingga keduanya bergoyang saat berputar.
- Pindahkan benda kerja secara perlahan ke arah pencari tepi.
- Pencari tepi akan memusatkan dirinya sendiri, lalu tiba-tiba kehilangan konsentrisitas.
- Pembacaan digital memberi tahu Anda posisi spindel.
- Diameter pencari tepi adalah 0,200″. Jadi menambahkan atau mengurangi setengahnya (0,100″) akan menjadi pusat alat.
- Jika berpusat di kiri atas, tambahkan 0,100″ ke sumbu X dan kurangi 0,100″ dari sumbu Y. If centering on the top right, subtract 0.100″ from the X-axis and subtract 0.100″ from the Y-axis.
- Part Reference Zero is when the bit is zeroed on the X and X axes.
- A pointed edge finder is a lot easier, but not as precise. Only use a pointed edge finder if precision is not necessary.
Using the Micrometer Dials
- Most manual feeds on a milling machine have micrometer dial indicators.
- If the length of the feed is known, the dial indicator should be set to that number (thousandths of an inch).
- To free the dial indicator, rotate the locking ring counterclockwise. Set the dial and re-tighten.
- Before setting the dial indicator, ensure that the table-driving mechanism backlash is taken up.
- It is common for newer machines to have digital readouts, which are preferable because they directly measure table position. When using a digital readout, backlash concerns are negated.
Squaring Stock
- When making a square corner, vertically orient a completed edge in the vice and clamp it lightly to the part.
- Place machinist’s square against the completed edge and the base of the vice.
- Align the workpiece with the square by tapping it lightly with a rubber mallet.
- Firmly clamp the vice.
- The top edge of the part is ready to be milled.
Face Milling
- It is frequently necessary to mill a flat surface on a large workpiece. This is done best using a facing cutter.
- A cutter that is about an inch wider than the workpiece should be selected in order to finish the facing in one pass.

Shown above:Face milling
Milling Slots
- Square slots can be cut using end mills.
- In one pass, slots can be created to within two one-thousandths of an inch.
- Use an end mill that is smaller than the desired slot for more accuracy.
- Measure the slot and make a second pass to open the slot to the desired dimension.
- The depth of cut should not exceed the cutter diameter.
Advanced Workholding
- Use a v-block to secure round stock in a vice. It can be used both horizontally and vertically.
- Clamping round stock in a v-block usually damages the stock.
- Collet blocks are made to hold round workpieces.
- To mill features at 90 degree increments, use a square collet block.
- To mill features at 60 degree increments, use a hexagonal block.
- It is easiest to set up stock when the features are perpendicular or parallel to the edges of the workpiece. It is more difficult to set up a workpiece when features are not parallel or perpendicular to the edges. Sometimes, an angle plate can be used to mill stock at any desired angle.
- Parts that don’t fit well in a vise can be directly secured to the table with hold-down clamps.
- Use parallels to create a gap between the work and bed.
- Slightly tilt the clamps down into the work.
- Rotary tables can be put on the bed to make circular features.
- Rotary tables allow rotation of the workpiece.
- Use a dial indicator to precisely control the angle of rotation.
- Use a ball for irregularly shaped workpieces. Make sure to only take a small cuts to avoid throwing the workpiece out of the vice.
UNIT TEST
- What tool is used for tramming the head?
- Explain the process for the X-axis tramming.
- Explain the process for the Y-axis tramming.
- What is the purpose of indicating the vise?
- Name three types of milling cutters.
- Explain how a spring collet works.
- What is the difference between conventional and climb milling?
- Describe briefly how a rotary table may be centered with the vertical mill spindle.
- Describe briefly how to set spindle speed on the milling machine.
- What tool is used for milling large workpiece surfaces?


