5 Unit 4:Offset Boring Head
TUJUAN
Setelah menyelesaikan unit ini, Anda seharusnya dapat:
- Identifikasi offset Boring head
- Menjelaskan cara memperbaiki pengaturan Rotary Table.
Offset Boring Head
Bor offset adalah attachment yang sesuai dengan spindel mesin penggilingan dan memungkinkan sebagian besar lubang yang dibor memiliki hasil akhir yang lebih baik dan akurasi diameter yang lebih besar. Kepala bor offset digunakan untuk membuat lubang besar ketika toleransi tidak memungkinkan mata bor atau tidak memiliki bor atau reamer yang cukup besar. Kepala bor offset dapat digunakan untuk memperbesar lubang, atau menyesuaikan garis tengah lubang dalam keadaan tertentu.
Keamanan:
Pastikan semua sekrup yang terpasang kencang sebelum pengoperasian. Pastikan kepala bor offset memiliki jarak bebas untuk masuk ke lubang saat membosankan. Lepaskan kunci pas Allen sebelum memutar gilingan. Periksa kembali kecepatan gilingan sebelum operasi.
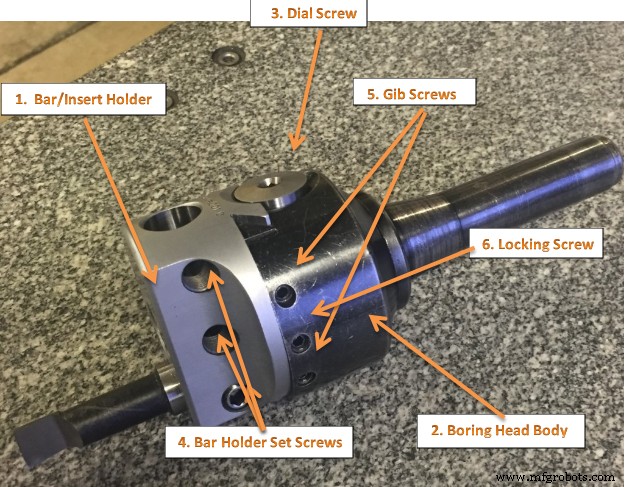
Gambar 1. Offset Boring Head
OFFSET KEPALA DAN ALAT BORING
Gambar 1. menunjukkan kepala bor offset. Perhatikan bahwa batang bor dapat disetel pada sumbu sudut kanan. Fitur ini memungkinkan untuk memposisikan pemotong bor secara akurat untuk membuat lubang dengan diameter yang bervariasi.
Penyetelan ini lebih mudah daripada menyetel pemotong pada dudukan batang bor atau mengganti batang bor. Keuntungan lain dari kepala bor offset adalah kenyataan bahwa kerah mikrometer bertingkat memungkinkan pahat untuk dipindahkan secara akurat dalam jumlah tertentu biasanya dalam peningkatan (0,001) tanpa menggunakan indikator dial atau perangkat pengukur lainnya.
Offset Boring Head
Kepala yang Membosankan memiliki tiga komponen utama:
- tubuh kepala yang membosankan
- pemegang batang/pemegang sisipan
- sekrup putar
Bodi kepala yang membosankan memiliki lapisan oksida hitam untuk pencegahan karat. Bar holder atau insert holder (#1) telah dikrom satin untuk ketahanan aus. Sekrup dial (#3) telah digiling dengan presisi untuk memberikan pergerakan yang akurat dari penahan batang/pegangan sisipan pada slide ekor dove. Ketegangan gib telah diatur sebelumnya di pabrik. Kedua sekrup penyangga (#5) tidak boleh dilonggarkan untuk melakukan penyesuaian ukuran. Sekrup ini hanya untuk menyetel tekanan gib dan diisi dengan lilin merah untuk mencegah penyetelan yang tidak disengaja. Sekrup pengunci (#6) adalah satu-satunya sekrup yang digunakan untuk mengubah ukuran kepala bor.
Penyesuaian Diameter
Untuk menyesuaikan diameter kepala bor standar Allied Criterion:
1. Longgarkan sekrup pengunci (#6).
2. Putar sekrup pemutar (#3) searah jarum jam untuk memperbesar diameter dan berlawanan arah jarum jam untuk memperkecil diameter.
3. Kencangkan sekrup pengunci (#6). Menyesuaikan Kepala Membosankan Standar
Prosedur:
- Siapkan dan sejajarkan pekerjaan dengan hati-hati sejajar dengan perjalanan tabel.
2. Sejajarkan bagian tengah spindel Mesin Penggilingan dengan titik referensi pada benda kerja.
3. Temukan lokasi lubang dengan bor tengah atau alat pendeteksi.
4. Lubang bor lebih dari inci, Pastikan kepala bor offset memiliki celah untuk masuk ke lubang saat pengeboran.
5. Pasang kepala bor ke dalam Mesin Penggilingan.
6. Pasang batang bor dan kencangkan sekrup penyetel dan kendurkan sekrup pengunci dan sesuaikan batang bor ke tepi lubang.
7. Periksa kembali keselarasan kerja, serta keselarasan spindel dengan titik referensi, untuk memastikan tidak bergeser. Jika ada kesalahan yang terlihat, prosedur 6 harus diulang sebelum diproses.
8. Sesuaikan kecepatan Mesin Penggilingan untuk ukuran lubang dan material.
9. Libatkan umpan cacing di Mill. Bawa pena bulu ke bahan. Tarik pegangan keluar untuk mengaktifkan power feed. Ketika pada kedalaman yang diinginkan, dorong tangan ke belakang untuk melepaskan umpan dan kemudian matikan Penggilingan. Lepaskan kepala bor dari lubang.
10. Selesaikan lubang bor sesuai ukuran yang diinginkan.
CATATAN: Ulangi Prosedur 6-9 hingga ukuran lubang yang diinginkan.
Tabel Putar
Meja putar dapat digunakan untuk membuat busur dan lingkaran. Misalnya, slot-T melingkar di dasar putar untuk catok dapat dibuat menggunakan meja putar. Meja putar juga dapat digunakan untuk pengindeksan, di mana benda kerja harus diputar dalam jumlah yang tepat di antara operasi. Anda dapat membuat roda gigi pada mesin penggilingan menggunakan meja putar. Membagi pelat memudahkan pengindeksan dengan meja putar.
Meja putar paling sering dipasang "datar", dengan meja berputar di sekitar sumbu vertikal, di bidang yang sama dengan pemotong mesin penggilingan vertikal. Pengaturan alternatif adalah memasang meja putar pada ujungnya (atau memasangnya "datar" pada pelat sudut 90°), sehingga meja berputar pada sumbu horizontal. Dalam konfigurasi ini, tailstock juga dapat digunakan, sehingga menahan benda kerja "antara pusat".
Dengan meja dipasang pada meja sekunder, benda kerja secara akurat dipusatkan pada sumbu meja putar, yang pada gilirannya dipusatkan pada sumbu pahat. Ketiga sumbu dengan demikian koaksial. Dari titik ini, tabel sekunder dapat diseimbangkan baik dalam arah X atau Y untuk menyetel pemotong pada jarak yang diinginkan dari pusat benda kerja. Hal ini memungkinkan operasi pemesinan konsentris pada benda kerja. Menempatkan benda kerja secara eksentrik dengan jarak tertentu dari pusat memungkinkan pemotongan yang lebih rumit. Seperti pengaturan lain pada penggilingan vertikal, operasi penggilingan dapat berupa pengeboran serangkaian lubang konsentris, dan mungkin berjarak sama, atau penggilingan permukaan atau ujung baik bentuk dan kontur melingkar atau setengah lingkaran.
Meja putar dapat digunakan:
- Untuk mengencangkan kunci pas pada baut
- Untuk mengebor lubang yang berjarak sama pada flensa melingkar
- Untuk memotong potongan bulat dengan tang yang menonjol
- Untuk membuat lubang berdiameter besar, melalui penggilingan di jalur pahat melingkar, pada mesin penggilingan kecil yang tidak memiliki kekuatan untuk menggerakkan bor puntir besar (>0,500″/>13mm)
- Untuk menggiling heliks
- Untuk memotong kurva yang rumit (dengan pengaturan yang tepat)
- Untuk memotong garis lurus di setiap sudut
- Untuk memotong busur
- Dengan penambahan meja majemuk di atas meja putar, pengguna dapat memindahkan pusat rotasi ke mana saja pada bagian yang dipotong. Ini memungkinkan busur dipotong di bagian mana pun.
- Untuk memotong potongan melingkar
Menyiapkan Meja Putar
Saat menggunakan meja putar pada Mesin Milling, baik untuk menggiling busur atau lubang bor dalam beberapa pola melingkar, ada dua hal yang harus dilakukan untuk mengatur benda kerja. Pertama, benda kerja harus berada di tengah meja putar. Kedua, meja putar harus dipusatkan di bawah poros. Kemudian meja penggilingan dapat dipindahkan pada jarak yang sesuai dan Anda dapat mulai memotong.
Anda dapat memusatkan meja di bawah penggulung terlebih dahulu, dengan menunjukkan lubang di tengah meja. Kemudian Anda bisa memasang benda kerja di atas meja dan menunjukkan benda kerja. Ada dua masalah dengan pendekatan ini. Pertama, Anda berasumsi bahwa lubang di tabel itu benar dan terpusat. Itu mungkin benar atau tidak. Kedua, pendekatan ini berisiko semacam akumulasi kesalahan, karena Anda mengukur dari dua fitur yang berbeda (lubang meja putar dan beberapa fitur pada benda kerja). Pertama, tengahkan benda kerja di atas meja putar, lalu tengahkan meja putar di bawah spindel.
Untuk memusatkan benda kerja pada meja putar, putar meja putar dan perhatikan defleksi penunjuk indikator. Sesuaikan posisi meja penggilingan (X dan Y) sesuai kebutuhan, hingga jarum tidak lagi menyimpang.
Anda memutar di meja putar dengan menempatkan indikator uji putar di chuck atau collet di spindel, yang kemudian diputar dengan tangan dengan ujung indikator bersentuhan dengan lubang meja putar. Jika mesin Anda dapat dikeluarkan dari persneling, ada baiknya melakukannya, sehingga spindel berayun dengan bebas. Jelas lebih mudah menggunakan bor chuck daripada collet juga, jadi Anda memiliki sesuatu yang bisa Anda putar dengan mudah. Lakukan penyesuaian Anda menggunakan sadel dan roda tangan meja.
Setelah Anda memiliki pusat terletak (indikator akan membaca sama seperti Anda memutar spindel, itu ide yang sangat baik untuk mengatur kedua dial Anda pada "0", daripada menandai beberapa lokasi acak. Pastikan Anda telah mengatur backlash dengan benar juga . Atur dial membaca ke arah positif sehingga mudah untuk menghitung perubahan apa pun, dan Anda tidak perlu mengingat cara mana yang telah Anda pilih untuk mengatur serangan balik. Saya juga selalu menandai meja dan pelana dengan pensil lilin jadi saya tahu di mana tengah terletak. Itu memberi tahu Anda kapan harus berhenti memutar pegangan ketika "0" muncul jika Anda ingin mengembalikan meja ke tengah untuk memuat bagian lain.
Setelah Anda menemukan pusat meja dan telah mengatur tombol dan mengunci meja dan pelana, Anda biasanya memiliki beberapa fitur di pihak Anda yang Anda inginkan untuk dipusatkan. Dalam beberapa kasus mungkin lubang, di lain mungkin tepi luar dari bagian melingkar. Dalam kasus seperti ini, adalah praktik umum untuk menggunakan indikator yang sama dan mengayunkannya ke dalam lubang atau perimeter bagian. Perimeter mungkin mengharuskan Anda untuk menghindari klem, yang biasanya dapat dicapai dengan menggunakan pena bulu untuk menggerakkan indikator cukup jauh untuk membersihkannya. Saat Anda memutar bagian ke meja yang telah ditempatkan, Anda mengetuk bagian di sekitarnya, Anda tidak melakukan penyesuaian dengan sadel atau gagang meja. Ketuk bagian setelah Anda memasang klem sedikit, sehingga tidak bergerak liar. Anda dapat mencapai lokasi yang hampir sempurna dengan cara itu, tentu saja sedekat kemampuan mesin untuk bekerja.
Setelah benda kerja berada di tengah meja putar, Anda sekarang memutar spindel dengan tangan, sehingga ujung indikator menyapu bagian dalam lubang. Sesuaikan posisi meja penggilingan sesuai kebutuhan sampai tidak ada defleksi jarum yang dicatat.
Menyiapkan Meja Putar Anda
Cara memusatkan spindel di atas bagian tengah meja putar. Berikut adalah beberapa metode yang digunakan.
Untuk Memusatkan Meja Putar dengan Spindle Penggilingan Vertikal
Ikuti prosedur berikut:
1. Kuadratkan kepala vertikal dengan meja mesin.
2. Pasang meja putar pada meja mesin penggilingan.
3. Tempatkan sumbat uji di lubang tengah meja putar.
4. Pasang dial indicator pada spindel mesin milling.
5. Dengan dial indicator yang hanya mengosongkan bagian atas steker uji, putar spindel mesin dengan tangan dan kira-kira sejajarkan steker dengan spindel.
6. Dekatkan dial indicator dengan diameter steker, dan putar spindel dengan tangan.
7. Sesuaikan meja mesin dengan handel longitudinal(X) dan crossfeed(Y) hingga dial indicator tidak menunjukkan adanya gerakan.
8. Kunci meja dan sadel mesin frais, dan periksa kembali kesejajarannya.
9. Sesuaikan kembali jika perlu.
Cara menyiapkan meja putar
 |
Posisi Kasar
Buat sepotong kuningan 3/8″ dan letakkan titik 60 derajat di atasnya. Ini Harus pas di pemegang endmill. This method it to be quite useful for various setup operations.
|
|
 |

Visual Position

To perform a visual position. Your eye is pretty good and judging when the two circles are centered. Normally within 0.010″ Sometimes.
|

|

Indicate

To get a really accurate, to dial indicate in the rotary table. In the photo it looks like the tip of the indicator is hanging in space, but it is actually touching the back of the hole in the rotary table. I then run the table through 360 degrees of rotation watching for the maximum deflection on the indicator. Then rotate the spindle 90 degrees to the left and 90 degrees to the right. The true center will be half way between the two readings.
For the final adjusting for centering that on the same side of the backlash as will be using when cutting. So if the cutter moves from the center to the right side, then want the cutter moving in the same direction when doing the center adjustment. If on the wrong side of the backlash, then well be overcompensate and start over now coming from the correct side.
|
|
 |

Lineup Jig
To locate a jig or workpiece on the rotary table. I start off with the initial rough line up.
|
|
 |

Indicate Jig

Centering the jig or workpiece over the center of the rotary table. To do this, rotate the rotary table and adjust the work piece until I get consistent run out all the way around.
|
To Center a Workpiece with the Rotary Table
Often it is necessary to perform a rotary table operation on several identical workpieces, each having a machined hole in the center. To quickly align each workpiece, a special plug can be made to fit the center hole of the workpiece and the hole in the rotary table. Once the machine spindle has been aligned with the rotary table, each succeeding piece can be aligned quickly and accurately by placing it over the plug.
If there are only a few pieces, which would not justify the manufacture of a special plug, or if the workpiece does not have a hole through it center, the following method can be used to center the workpiece on the rotary table.
1. Align the rotary table with the vertical mill head spindle.
2. Lightly clamp the workpiece on the rotary table in the center. Do not move the longitudinal(X) or crossfeed(Y) feed handles.
3. Disengage the rotary table worm mechanism.
4. Mount an dial indicator in the milling machine spindle or milling machine table, depending upon the workpiece.
5. Bring the dial indicator into contact with the surface to be indicated, and revolve the rotary table by hand.
6. With a soft metal bar, tap the workpiece(away from the indicator movement) until no movement is registered on the indicator in a complete revolution of the rotary table.
7. Clamp the workpiece tightly, and recheck the accuracy of the setup.
Radius Milling
To mill the end on the workpiece to a certain radius or to machine circular slots having a definite radius, following procedure below should be followed.
1. Align the vertical milling machine at 90* to the table.
2. Mount an dial indicator in the milling machine spindle.
3. Mount rotary table on the milling machine table.
4. Center the rotary table with the machine spindle using a test plug in the table and a dial indicator on the spindle.
5. Set the longitudinal(X)feed dial and the crossfeed(Y) dial to zero.
6. Mount the workpiece on the rotary table, aligning the center of the radial cuts with the center of the table. A special arbor may be used for this. Another method is to align the center of the radial cut with a wiggler mounted in the machine spindle.
7. Move either the crossfeed or the longitudinal feed(whichever is more convenient) an amount equal to the radius required.
8. Lock both the table and the saddle.
9. Mount the proper end mill.
10. Set the correct speed(RPM).
11. Rotate the workpiece, using the rotary table feed handwheel, to the starting point of the cut.
12. Set the depth of the cut and machine the radius to the size indicated on the drawing, using hand or power feed.
UNIT TEST
1. When is an offset boring head used?
2. Name three major components of Boring Heads.
3. Why is the locking screw tightened after tool slide adjustments have been made.
4. Why does the tool slide have multiple holes to hold boring tools?
5. What determines the cutting speed in boring?
6. For what purpose may a rotary table be used?
7. What is the purpose of the hole in the center of a rotary table?
8. Describe briefly how a rotary table may be centered with a vertical mill spindle.
9. Describe briefly how a single workpiece would be centered on a rotary table.
10. Explain how a large radius may be cut using a rotary table.
Chapter Attribution Information
This chapter was derived from the following sources.
- Tapping Procedures derived from Drilling and Tapping by the University of Idaho, CC:BY-SA 3.0.
- Tramming derived from Tramming Mill Head by the University of Idaho, CC:BY-SA 3.0.
- Dial Indicator (Photo) derived from Dial Gauge by Wikimedia, CC:BY-SA 3.0.
- Milling Machine Procedures derived from Mechanical Engineering Tools by the Massachusetts Institute of Technology, CC:BY-NC-SA 4.0.
- Rotary Table derived from Rotary Table by the University of Idaho, CC:BY-SA 3.0.


