

Teknologi Industri

Manufaktur industri
Setelah menyelesaikan unit ini, Anda seharusnya dapat:
• Jelaskan prosedur penyadapan.
• Tentukan RPM untuk mengetuk.
• Jelaskan pengisian dan pemolesan.
• Jelaskan workholding tingkat lanjut.
Mengetuk
Penyadapan adalah proses pemotongan ulir di dalam lubang sehingga sekrup atau baut tutup dapat dimasukkan ke dalam lubang. Juga, digunakan untuk membuat benang pada mur.
Penyadapan dapat dilakukan pada mesin bubut dengan power feed atau dengan tangan. Apa pun metodenya, lubang harus dibor dengan bor keran berukuran tepat dan dilubangi di ujungnya.
Praktik Baik
Menggunakan Panduan Ketuk
Panduan ketukan merupakan bagian integral dalam membuat ketukan yang dapat digunakan dan lurus. Saat menggunakan mesin bubut atau gilingan, keran sudah lurus dan terpusat. Saat menyelaraskan ketukan secara manual, berhati-hatilah, karena panduan ketukan 90° jauh lebih akurat daripada mata manusia.
Menggunakan Minyak
Saat mengebor dan mengetuk, sangat penting untuk menggunakan minyak. Ini menjaga agar bit tidak berderit, membuat potongan lebih halus, membersihkan serpihan, dan menjaga bor dan stok agar tidak terlalu panas.
Mematuk
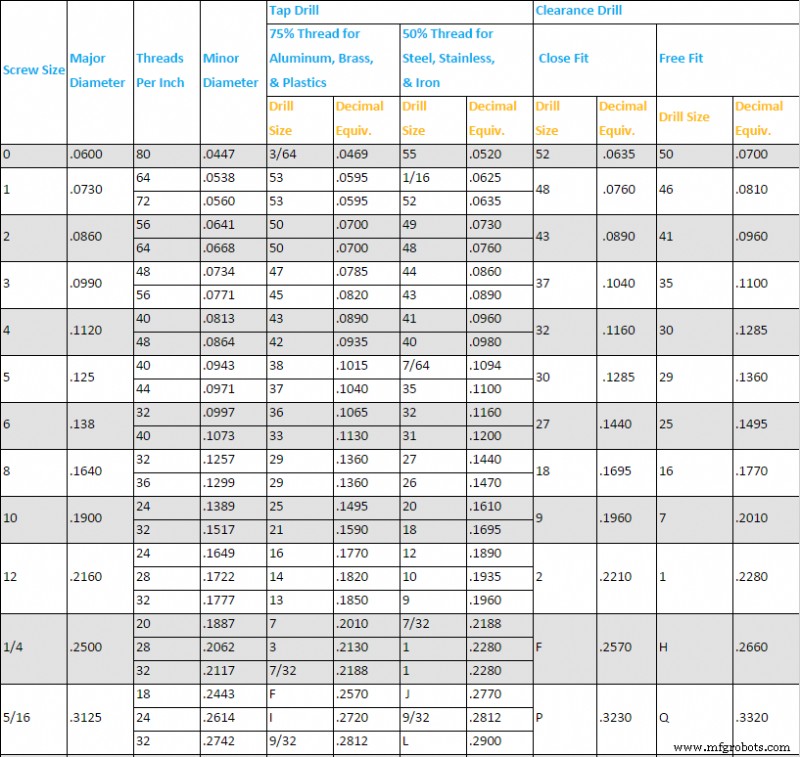
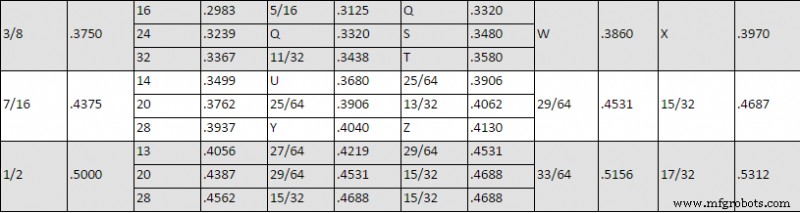
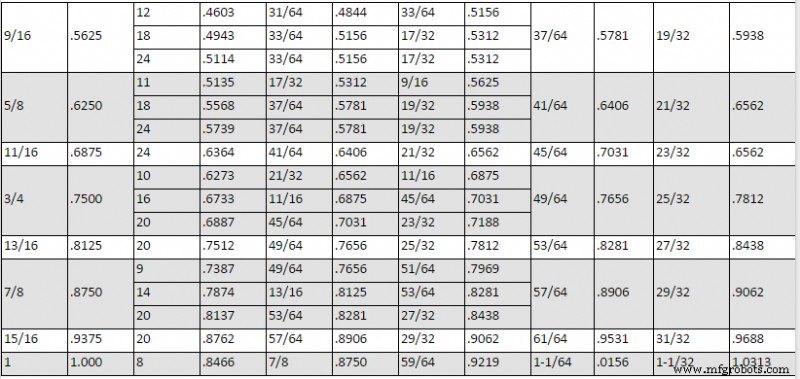
Pecking membantu memastikan bahwa bit tidak terlalu panas dan pecah saat digunakan untuk mengebor atau mengetuk. Pengeboran peck melibatkan pengeboran sebagian melalui suatu bagian, kemudian menariknya kembali untuk menghilangkan serpihan, secara bersamaan membiarkan potongan menjadi dingin. Memutar pegangan satu putaran penuh lalu mundur setengah putaran adalah praktik umum. Setiap kali mata bor atau keran ditarik keluar, keluarkan serpihan sebanyak mungkin dan tambahkan minyak ke permukaan antara bor atau keran dan benda kerja. Prosedur Penyadapan Tangan 1. Pilih ukuran bor dari grafik. Saat memilih ukuran ketukan, bagan ini adalah tempat pertama yang dilihat
1. Pilih ukuran bor dari grafik.
Saat memilih ukuran ketukan, bagan ini adalah tempat pertama yang harus dilihat.
2. Jika perlu, tambahkan talang ke lubang sebelum mengetuk. Chamfers dan countersinks adalah fitur tambahan yang terkadang diinginkan untuk sekrup. Untuk hasil terbaik, kecepatan spindel harus antara 150 dan 250 rpm.
3. Dapatkan panduan ketuk. Lubang sekarang siap untuk disadap. Untuk melakukan ini, gunakan keran dan blok pemandu di dekat pabrik manual. Blok pemandu akan memiliki beberapa lubang untuk ukuran keran yang berbeda. Pilih yang paling dekat dengan ukuran keran yang digunakan dan letakkan di atas lubang yang dibor.
4. Ketuk blok. Peck tap menggunakan kunci pas keran. Berikan tekanan lembut sambil memutar kunci pas satu putaran penuh, lalu setengah putaran. Peck tap hingga kedalaman yang diinginkan.
5. Selesaikan ketukan. Jika keran tidak bergerak lebih jauh atau kedalaman yang diinginkan telah tercapai, lepaskan tekanan pada keran; itu kemungkinan telah mencapai titik terendah. Lepaskan keran dari lubangnya.
Menerapkan lebih banyak tekanan kemungkinan akan merusak keran. Semakin kecil keran, semakin besar kemungkinannya untuk pecah.
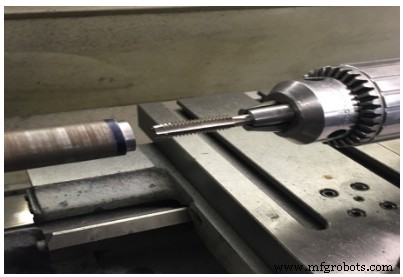
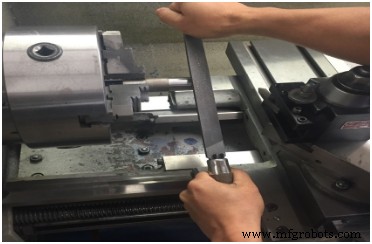
Gambar 1. Ketuk
Prosedur:
1. Pasang benda kerja di chuck.
2. Bor muka dan tengah.
3. Pilih bor keran yang tepat untuk keran yang akan digunakan.
4. Contoh:– 20 unc menggunakan bor # 7.
5. Atur mesin bubut ke kecepatan yang tepat dan bor dengan keran ke kedalaman yang dibutuhkan. Gunakan banyak cairan pemotongan.
6. Catatan:benda kerja akan berputar saat mengetuk menggunakan tenaga bubut. Gunakan kecepatan spindel yang sangat lambat. (40 hingga 60 rpm) dan banyak cairan pemotongan.
7. Talang tepi lubang.
Benda kerja harus diisi dengan mesin bubut hanya untuk menghilangkan sedikit stok, untuk menghilangkan luka bakar atau membulatkan sudut tajam. Benda kerja harus selalu diputar dengan ukuran sekitar 0,002 hingga 0,003 inci, jika permukaannya akan dikikir. Pegang gagang kikir di tangan kiri untuk menghindari cedera saat mengarsip di mesin bubut, sehingga lengan dan tangan dapat dijauhkan dari chuck yang berputar.
Prosedur:
1. Atur kecepatan spindel menjadi sekitar dua kali lipat dari yang digunakan untuk memutar.
2. Pasang benda kerja di chuck, lumasi, dan sesuaikan titik mati di benda kerja.
3. Pindahkan carriage sejauh mungkin ke sisi kanan dan lepaskan tiang alat (jika diperlukan)
4. Lepaskan sekrup utama dan batang umpan.
5. Pilih file yang tepat untuk digunakan.
6. Mulai mesin bubut.
7. Pegang pegangan file di tangan kiri dan dukung titik file dengan jari tangan kanan.
8. Terapkan tekanan ringan dan dorong file ke depan hingga panjang penuh. Lepaskan tekanan pada taruhan kembali.
9. Pindahkan file sekitar setengah lebar file untuk setiap goresan dan lanjutkan pengarsipan, menggunakan 30 hingga 40 goresan per menit hingga permukaannya selesai.
Gambar 2. Pengarsipan
Saat mengajukan di mesin bubut, keamanan berikut harus diperhatikan.
• Gulung lengan baju.
• Jangan gunakan file tanpa pegangan yang terpasang dengan benar.
• Lepas jam tangan dan cincin.
• Jangan terlalu menekan file.
• Bersihkan file sesering mungkin dengan sikat file. Gosokkan sedikit kapur ke gigi kikir untuk mencegah penyumbatan dan memudahkan pembersihan.
Setelah benda kerja diarsipkan, hasil akhir dapat ditingkatkan dengan memolesnya dengan kain abrasif.
Prosedur:
1. Pilih jenis dan tingkat pengumpulan kain abrasif, untuk hasil akhir yang diinginkan, gunakan potongan dengan panjang sekitar 6 hingga 8 inci dan lebar 1 inci.
2. Atur mesin bubut agar berjalan pada kecepatan tinggi (sekitar 800-1000 rpm).
3. Lepaskan batang umpan dan sekrup timah.
4. Lumasi dan sesuaikan pusat mati.
5. Mulai mesin bubut.
6. Pegang kain abrasif pada benda kerja.
7. Dengan tangan kanan, tekan kain dengan kuat pada pekerjaan sambil memegang erat ujung kain abrasif lainnya dengan tangan kiri.
8. Gerakkan kain perlahan maju mundur di sepanjang benda kerja.

Gambar 3. Pemolesan
Saat memoles di Mesin Bubut, keamanan berikut harus diperhatikan:
1. Gulung lengan baju.
2. Kenakan pakaian longgar apa pun
Untuk hasil akhir yang normal, gunakan kain abrasif 80 hingga 100 grit. Untuk hasil akhir yang lebih baik, gunakan kain abrasif yang lebih halus.
Beberapa bagian mungkin tidak teratur, memerlukan alat khusus untuk menahannya dengan benar sebelum dikerjakan.
1. Bagian tidak dapat dimasukkan ke dalam collet atau chuck saat memotong seluruh diameter luar stok.
2. Bagian yang berlubang harus ditekan ke arbor bubut (poros tirus) dan kemudian dijepit ke arbor daripada bagian itu sendiri.
3. Jika lubang terlalu besar, menggunakan punjung bubut tidak akan cukup menopang potongan. Sebagai gantinya, gunakan rahang luar untuk menangkap diameter bagian dalam.
4. Bagian dengan geometri kompleks mungkin perlu dipasang ke pelat muka yang akan dipasang lebih lanjut ke spindel.
PENGELOLAAN BUBUT:
Tabel berikut memberikan perbandingan cepat kekuatan dan kelemahan berbagai cara memegang benda kerja pada mesin bubut:
| Metode | Presisi | Pengulangan | Kenyamanan | Catatan |
| Collet | Tinggi | Tinggi | Tinggi | Cepat, presisi tinggi, pengulangan tinggi, cengkeraman baik, tidak mungkin merusak benda kerja, cengkeraman tersebar di area yang luas. Chuck dan collet mahal. Menangani panjang terbatas. Benda kerja harus bulat dan harus pas dengan ukuran collet. |
| 3-Jaw Chuck Dengan Rahang Lembut | Tinggi | Tinggi | Tinggi | Untuk benda kerja yang lebih besar, 3 rahang chuck dengan rahang lunak adalah norma di dunia CNC. |
| Chuck Pemusatan Diri 3-Jaw dengan Rahang Keras | Rendah | Rendah | Tinggi | Biasa, murah, sederhana. Presisi rendah, pengulangan rendah jika Anda melepas benda kerja dan harus memasangnya kembali. |
| Chuck 4 Rahang | Tinggi | Tinggi | Sedang | Dapat memakan waktu lama untuk menyesuaikan rahang secara individual, tetapi akan menghasilkan presisi tinggi. Dapat menahan potongan offset untuk memutar Cams atau eksentrik. Dapat menampung bentuk tidak beraturan dan kotak persegi atau persegi panjang. |
| Chuck Pemusatan Diri 6 Rahang | Sedang | Sedang | Tinggi | Paling baik untuk pekerjaan dinding tipis atau untuk mencengkeram tepi benda kerja yang sudah jadi. Jelas bagus untuk stok hex. |
| Pembalikan pelat muka | Bervariasi dengan Pengaturan | Sedang | Rendah | Bagus untuk bentuk tidak beraturan. Melibatkan klem seperti pengaturan penggilingan. Mungkin perlu penyeimbang untuk menjaga keseimbangan. |
| Berbelok Antar Pusat | Tinggi | Tinggi | Rendah | Presisi luar biasa, memungkinkan bagian untuk diletakkan kembali di antara pusat dengan pengulangan yang sangat tinggi. |
| Pembalikan Wajah Konstan | Tinggi | Tinggi | Tinggi | Alternatif modern untuk beralih antar pusat. Alih-alih menggunakan mesin bubut, yang agak merepotkan untuk disiapkan, sistem muka konstan menggunakan tenaga hidrolik atau lainnya untuk mencengkeram dan menggerakkan ujung spindel. |
| Memperluas Arbors | Tinggi | Tinggi | Tinggi | Ini bekerja dari dalam ke luar daripada dari luar ke dalam tetapi sebaliknya seperti collet. |
Metode menjelaskan teknik atau alat tertentu yang akan digunakan.
Presisi menjelaskan seberapa tepat benda kerja akan dipegang, atau seberapa dekat secara konsentris benda itu akan berjalan dengan spindel sebelum melakukan pemotongan.
Pengulangan menjelaskan betapa mudahnya mengeluarkan benda kerja dan kemudian memasukkannya kembali dengan tepat.
1. Berapa ukuran bor yang digunakan untuk -20 tap?
2. Apa tujuan dari talang?
3. Berapa RPM terbaik untuk mengetuk?
4. Berapa kecepatan spindel yang kita atur untuk pengarsipan?
5. Apa tujuan pemolesan?
6. Apa kain abrasif grit terbaik untuk hasil akhir normal?
7. Jenis pekerjaan apa yang paling cocok untuk chuck tiga rahang?
8. Apa karakteristik khusus dari cekam tiga rahang?
9. Jelaskan perbedaan antara pencekam tiga rahang dan pencekam 4 rahang.
10. Apa keuntungan dan kerugian dari chuck pengumpul?
Teknologi Industri
TUJUAN Setelah menyelesaikan unit ini, Anda seharusnya dapat: • Jelaskan putaran kasar dan akhir. • Gambarkan bahu yang berputar. • Jelaskan potongan yang menghadap. • Jelaskan cara menyiapkan latihan pusat/spot. • Jelaskan cara mengatur agar membosankan. • Jelaskan cara menyiapkan knurling.
TUJUAN Setelah menyelesaikan unit ini, Anda seharusnya dapat: • Tentukan kedalaman umpan. • Jelaskan cara memotong utas yang benar. • Menjelaskan cara menghitung pitch, depth, dan minor diameter, width of flat. • Jelaskan cara menyetel rpm yang benar. • Jelaskan cara menyetel gearbox perubahan
TUJUAN Setelah menyelesaikan unit ini, Anda seharusnya dapat: Identifikasi Kontrol Haas. Identifikasi Keyboard. Jelaskan prosedur Start/Home Machine. Jelaskan prosedur Door Override. Jelaskan prosedur Load Tools. Jelaskan Tool Length Offset (TLO) untuk setiap alat. Verifikasi bagian nol offset(XY)
Siklus ketukan G84 melakukan operasi ketukan, ketukan dilakukan dengan memutar spindel searah jarum jam, saat bagian bawah lubang telah tercapai, spindel diputar ke arah sebaliknya untuk retraksi. Seluruh operasi ini membuat utas. Sintaks G84 X... Y... Z... R... P... F... K... Parameter Deskripsi X