Dasar-dasar, Metode, dan Tren Overmolding
Overmolding saat ini merupakan salah satu metode perkakas cepat yang paling populer dan canggih, memberikan potensi signifikan untuk biaya produksi, waktu siklus, dan kemungkinan desain baru untuk pembuatan produk. Berkat keunggulan desain yang beragam dari produk cetakan 2K, telah banyak digunakan di ponsel, pembuatan pena, mobil, peralatan rumah tangga, perkakas tangan, dan komoditas, dll.
Artikel ini terutama memperkenalkan perkembangan dan tren teknologi overmolding dan secara khusus memperkenalkan bagaimana mewujudkan pembuatan prototipe batch kecil dalam tahap pengembangan produk untuk suku cadang over-molding 2K.
Apa itu overmolding?
Overmolding adalah proses injection molding dimana dibuat satu bagian dengan menggabungkan dua atau lebih bahan yang berbeda menjadi satu. Material pertama umumnya disebut sebagai material substrat, yang sebagian atau seluruhnya tertutup oleh material selanjutnya (material overmolded).
Injeksi over-molding yang pertama kali digunakan untuk mempercantik tampilan barang konsumsi, kini cukup populer. Teknologi ini digunakan dalam berbagai aplikasi dan bahkan dapat digunakan untuk meningkatkan fungsionalitas produk, seperti peningkatan ketahanan kimia, menyediakan insulasi listrik, cengkeraman yang tahan lama, sentuhan yang lebih lembut, lebih lembut, dll.
Terutama ada 2 jenis proses pembuatan produk yang dicetak berlebih.
a. Bahan lembut menutupi bahan keras :Material umum dalam multiple injection molding adalah thermoplastic elastomer (TPE), yang digunakan pada material substrat (seperti ABS(Acrylonitrile Butadiene Styrene), PC, PC/ABS, PA, dan SAN). TPE yang umum digunakan adalah SEBS, TPE-V, TPE-U, TPE-E, dan TPE-A. Produk "kelongsong lunak" ini memiliki fungsionalitas yang ditingkatkan seperti insulasi, ketahanan kimia, ergonomis yang lebih baik, pegangan yang lebih baik, cengkeraman, dan estetika yang unggul.
b.Bahan keras menutupi bahan keras :Aplikasi lain adalah bahan overmolding sekunder juga plastik keras. Misalnya, plastik cetakan kaku dengan sisipan logam atau plastik cetakan kaku transparan dengan bagian tidak transparan. Biasanya, tingkat cacat produksi cetakan injeksi 2K transparan sangat tinggi akan menyebabkan tantangan besar pada proses kontrol.
Jenis proses overmolding:2 K Moulding dan Two-Shot Moulding
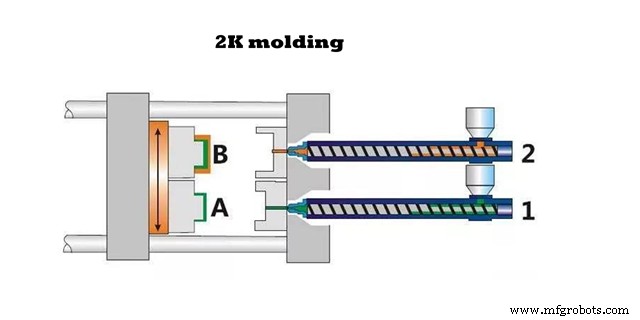
2K (dua warna) cetakan injeksi (dibentuk oleh dua komponen) memiliki dua proses langkah, yang berarti mengubah injeksi bahan menjadi produk pada mesin cetak injeksi 2K, dan kemudian pada mesin 2K dengan membalik cetakan dan melompat ke catatan lain di tabung plastik dari rongga cetakan yang sesuai. Bagian tersebut digunakan sebagai sisipan, injeksi pada bahan lain untuk membentuk integrasi produk bahan ganda. Mesin cetak injeksi adalah rongga silinder ganda atau rongga cetakan ganda, proses pencetakan injeksi melepaskan dua jenis produk material sekaligus produksi. Sedangkan produk yang dibuat digunakan sebagai sisipan yang akan dimasukkan ke dalamnya.
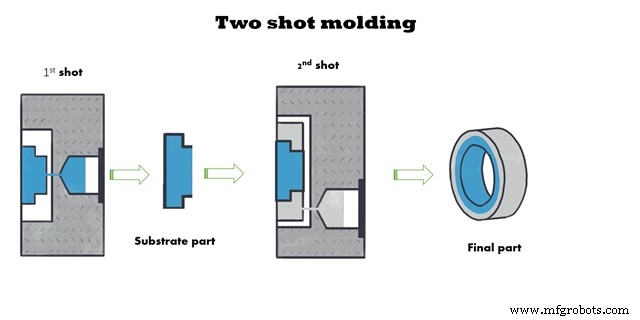
Lainnya adalah cetakan injeksi dua tembakan , yang berarti membuat bagian material pada mesin cetak injeksi dan bagian material sebagai sisipan ke dalam cetakan lain, dan kemudian menyuntikkan material kedua. Masukkan cetakan (nama industri di dalam adalah pembungkus, cetakan injeksi sekunder):selama cetakan sisipan, pertama kali dibuat sebagai bagian yang kaku (biasanya merupakan bagian plastik keras) dan tertanam ke dalam rongga cetakan. Berikut, TPE digunakan untuk menyuntikkan cetakan pada komponen ini, dan produk lengkap akhirnya diperoleh. Peralatan cetakan injeksi konvensional dapat digunakan untuk cetakan sisipan. Penempatan bagian kaku dapat dilakukan dengan lengan manual atau mekanis. Biasanya, komponen logam yang dilapisi hanya dapat digunakan dengan cara ini.
Kekuatan ikatan dari bagian yang overmolded
Metode fisik: dengan desain gesper, gulungan permukaan, penyadapan permukaan, dan kemudian jenis material kedua untuk mencapai t kemasannya langsung dicetak (covering). Karakteristik ikatan material murni dengan metode ini adalah bahwa sambungan fisik memiliki daya rekat yang kuat, sedangkan sambungan fisik memiliki sedikit daya rekat di luar.

Metode kimia: mengikat kedua bahan bersama-sama melalui afinitas molekuler antara dua bahan dan kekuatan ikatan kimia untuk membentuk satu bagian, dua atau lebih.
Meskipun metode gesper fisik dan ikatan sering digunakan bersama dalam aplikasi praktis, jelas bahwa mewujudkan ikatan antara dua bahan adalah metode yang lebih andal dan lebih fleksibel. Ikatan kimia yang kuat ini terdiri dari kelarutan timbal balik, penetrasi, penetrasi, dan belitan molekul atau rantai molekul.

Empat Jenis Overmolding
Ada empat jenis over-molding umum yang tersedia.
- Plastik Di Atas Plastik –Substrat dan plastik yang dituangkan di atas media sama-sama plastik. Bahan komponen plastik harus memiliki titik leleh yang sama atau serupa.
- Plastik Di Atas Logam – Substratnya adalah logam. Bagian logam, mesin CNC, cor, atau ditempa, dimasukkan ke dalam cetakan terlebih dahulu, dan kemudian plastik dicetak di atas bagian logam. Tahukah Anda bahwa Anda dapat membentuk sisipan logam di dalam bagian plastik?
- Elastomer Di Atas Plastik – Substratnya harus plastik keras. Elastomer bisa berupa bahan lunak seperti karet dan poliuretan.
- Elastomer Di Atas Logam – Substratnya adalah logam. Bagian logam, dengan mesin CNC, dicor atau ditempa, dimasukkan ke dalam cetakan terlebih dahulu, kemudian elastomer dicetak di atas gagangnya
Namun, tidak semua bahan bisa over-molded. Misalnya, jika Anda hanya ingin membuat beberapa prototipe, kami hampir tidak dapat menemukan elastomer bening yang dapat dicetak dengan bahan itu sendiri atau jenis resin lainnya.
Bagaimana cara menghasilkan produk overmolding terbaik?
1. Pilihan bahan:Ada 3 faktor utama yang mempengaruhi tingkat ikatan molekul TPE/bahan plastik keras.
1) Polaritas bahan TPE mirip dengan plastik keras (jika tidak, tidak akan saling larut atau permeabel dan menembus dalam keadaan meleleh);
2) Tegangan permukaan bahan TPE kurang dari plastik keras (jika tidak, lelehan TPE tidak dapat menyebar pada permukaan sisipan plastik keras);
3) Ketika lelehan TPE mengalir di sepanjang permukaan plastik keras ke dalam rongga cetakan, panas dilepaskan selama proses pendinginan, yang dapat dengan cepat dan efektif melelehkan permukaan plastik keras untuk membentuk lapisan tipis yang saling menembus.
2. Panduan referensi 7 proses overmolding yang layak
1) Pencetakan 2K lebih baik daripada efek pencetakan dua bidikan (cetakan multipel).
Keuntungan cetakan 2K: Tembakan pertama cetakan injeksi plastik keras masih panas, dan kemudian segera memasuki rongga kedua mesin cetak injeksi 2K. Karena tidak ada penyerapan air selama proses transfer; di satu sisi, mudah untuk diablasi oleh lelehan TPE suhu tinggi di permukaan untuk menghasilkan lapisan ultra-tipis, dan di sisi lain, tidak ada efek adsorpsi uap air di permukaan.
2) Pilih suhu barel umpan (lebur) yang lebih tinggi sejauh mungkin dalam kisaran bahan TPE yang diizinkan, jika tidak, TPE tidak akan memiliki panas yang cukup untuk mengikis permukaan bahan plastik keras.
3) Saat overmolding tembakan kedua, rongga cetakan plastik keras sebaiknya mengadopsi suhu cetakan tinggi untuk memasok energi panas. Ketika plastik keras mencapai suhu tinggi, lelehan suhu tinggi TPE akan mendingin perlahan sehingga memiliki cukup panas dan waktu untuk mengikis plastik keras untuk membentuk lapisan ultra-tipis yang tidak larut.
4) Pada tahap kedua overmolding, lelehan TPE harus dikeluarkan dengan kecepatan pemotretan tinggi secepat mungkin, di bawah premis tidak ada tepi terbang TPE.
sebuah. Dengan kecepatan pemotretan yang cepat, lelehan TPE memiliki waktu penyebaran yang singkat pada permukaan plastik keras dan waktu yang lebih lama untuk mengikis permukaan plastik keras selama siklus pencetakan.
b. Gesekan antara TPE dan permukaan plastik keras menyebabkan gesekan dan panas. Dengan demikian, suhu lelehan TPE juga mendingin secara perlahan, dengan waktu yang lebih lama untuk kontak dan ablasi permukaan plastik keras.
c.Karena kecepatan pengambilan gambar yang cepat, viskositas sebagian besar lelehan TPE berkurang saat menjadi tipis, yang menyebabkan penurunan tegangan permukaan yang kondusif untuk menyebar pada permukaan plastik keras.
5) Hindari penyerapan air atau noda pada permukaan plastik keras, terutama pada cetakan dua kali. Dalam kasus tertentu, melalui proses transfer, hal ini lebih mungkin terjadi.
6) Nylon 66, penyerapan air permukaan mengarah pada pembentukan dan adsorpsi molekul air untuk membentuk ikatan hidrogen, TPE tidak dapat secara efektif membentuk ikatan antarmolekul dengan molekul permukaan plastik keras, dan kekuatan ikatan alami berkurang. TPE plastik keras polaritas berlapis tentu juga merupakan formula polaritas, tidak memperhatikan kelembaban, mempengaruhi efek kohesi pada saat yang sama.
7) Perhatikan masalah silinder cuci pada tahap awal mesin uji
sebuah. Sebelumnya dilapisi dengan PVC
b. Sebelumnya itu adalah mesin yang menghasilkan karet keras
Tiga Manfaat Overmolding
Ada tiga alasan utama untuk menggunakan over-molding untuk desain Anda.
Estetika yang lebih baik
Jika Anda ingin membuat satu bagian plastik yang memiliki beberapa warna atau memiliki beberapa jenis permukaan akhir, maka pencetakan berlebih adalah proses yang ideal. Komponen berwarna atau bertekstur yang berbeda dapat dibuat over-molded satu sama lain dan membentuk satu bagian dengan warna dan hasil akhir yang terhubung dengan mulus. Misalnya, bagian resin bening dapat dicetak berlebih dengan bagian resin hitam untuk membentuk satu lensa otomotif; dan sisipan logam yang dicetak berlebihan dengan plastik terlihat lebih baik daripada sisipan yang dipasang secara manual di dalam komponen plastik.
Perakitan yang lebih baik
Dua atau lebih komponen yang dicetak bersama lebih cocok daripada dua komponen yang dibuat secara terpisah dan kemudian dirakit, karena selama proses over-molding, plastik yang ditambahkan di atas substrat dilebur dan kemudian diawetkan pada substrat, sehingga menciptakan perakitan yang lebih solid. .
Lebih ramah pengguna
Menggunakan elastomer seperti karet atau poliuretan di atas plastik keras atau bagian logam membuatnya lebih menyenangkan bagi pengguna akhir. Bagian logam dan plastik keras sangat tidak menyenangkan bagi tangan manusia, menambahkan lapisan lunak pada plastik keras atau bagian logam dapat melunakkan tekstur bagian dan dengan demikian membuat bagian lebih mudah digunakan.
Tiga Metode untuk Menerapkan Prototipe Produk Overmolding
Karena struktur cetakan injeksi 2K yang kompleks, proses pengembangan produk membutuhkan siklus yang lebih lama dan biaya yang lebih tinggi. jika kita hanya membuat satu atau beberapa set prototipe dalam tahap pengembangan produk, apakah kita harus melewati cetakan injeksi 2K atau cetakan injeksi dua tembakan? Berikut adalah pendekatan panduan yang banyak digunakan dalam layanan pembuatan prototipe cepat kami sebagai berikut:
Teknologi pencetakan 1.3D
Printer 3D FDM dua warna sudah ada sejak lama. Secara umum, pencetakan 3D dilengkapi dengan dua kepala sprinkler untuk mencetak bahan dengan warna berbeda sehingga dapat mewujudkan model pencampuran dua warna. Namun, masih ada banyak keterbatasan dalam pemilihan bahan. Beberapa printer 3-d, meskipun mampu mencetak bagian transparan multiwarna, memiliki konstruksi kasar, resolusi rendah, tekstur buruk, dan bahkan dapat digambarkan sebagai "piksel". Oleh karena itu, masih ada jalan panjang untuk pencetakan 3D dengan fitur polikromatik dan prototipe tampilan.

2. Alat silikon overmolding
Pengecoran urethane adalah metode umum untuk pembuatan prototipe batch kecil. Dan itu memiliki keuntungan yang menonjol untuk overmolding produksi prototipe.
Bagian pengecoran alat silikon dapat secara akurat mencocokkan spesifikasi klien, tidak peduli apa yang mengacu pada warna, tekstur, dan hasil akhir yang mengkilap, cetakan sisipan dan overmolding, atau bahkan secara optik jelas. Ini sangat bagus untuk produksi percobaan suku cadang dengan struktur proses yang kompleks yang dapat langsung keluar dari cetakan, sehingga membuat bagian mudah keluar dari cetakan, mengabaikan kebutuhan untuk mendesain sudut draf, memberikan toleransi permesinan standar pada ± 0,15mm/100mm , dengan presisi tertinggi mampu mencapai ± 0,05 mm. struktur kompleks dapat langsung keluar dari cetakan.

Selain itu, pemilihan material juga berlimpah, dengan beberapa material untuk memudahkan pembuatan bagian casting urethane. Bahan dengan sifat tertentu mirip dengan plastik tingkat produksi seperti ABS, PMMA, PC, PP, PA, karet lunak, dan termasuk tahan benturan, suhu tinggi (120℃), atau tahan api (UL94-V0).
Pembuatan cetakan: Proses overmolding alat silikon terutama mencakup pembuatan pola induk, pembuatan cetakan silikon, dan pengecoran vakum. Dengan menggunakan cetakan silikon, kami dapat membuat berbagai jenis produk overmolding, seperti plastik keras over-molded karet, plastik keras over-molded plastik keras, dan plastik non-transparan over-molded transparan.

Kontrol proses: lokasi gerbang dan desain lubang ventilasi cetakan silikon merupakan kesulitan besar dalam membuat cetakan silikon overmolding. Pertama, gerbang harus diposisikan jauh dari permukaan penampilan produk, dan fluiditas yang cukup diperlukan untuk memungkinkan bahan mengisi cetakan. Kedua, posisi dan jumlah ventilasi udara seringkali perlu disesuaikan beberapa kali, terutama ketika bagian transparan dibuat, udara yang buruk akan menghasilkan cacat penampilan yang jelas. Akhirnya, penyusutan kedua bahan dan deformasi selama perawatan sekunder.

3. Pemesinan CNC + perawatan permukaan
Prototipe 2K permesinan CNC biasanya akan membutuhkan banyak pasca-pemrosesan untuk mencapai material dua warna atau multi-kombinasi.

Fitur-fiturnya adalah kecepatan cepat, dengan akurasi dimensi tinggi dan kualitas tampilan. Pilihan bahan overmolding sangat luas, hampir semua plastik rekayasa dan bahan logam dapat diproses. Setelah pemolesan dan perawatan permukaan lainnya, efek produksi dapat dibandingkan dengan atau bahkan lebih tinggi dari produk cetakan injeksi.

Untuk saat ini, pembuatan prototipe utama produk overmolding masih didominasi oleh CNC. Tentu saja, cetakan silikon juga telah membuat kemajuan besar. Biasanya, pemrosesan prototipe overmolding diwujudkan dengan menggabungkan metode overmolding alat CNC dan silikon.
Kemajuan Baru dalam Teknologi Overmolding
Melalui pengamatan pameran internasional yang penting dalam beberapa tahun terakhir, produsen Eropa dan Amerika di bidang pencetakan injeksi multi-warna telah dipromosikan ke presentasi "kombinasi" dari beberapa teknologi pencetakan dasar. Kecuali untuk produk multi-warna tradisional, seperti lampu depan mobil, panel AC, bingkai TV, dll., aplikasi baru seperti label internal cetakan dua warna (IML), pembentukan dua warna dalam komposisi cetakan (IMA) , StackMold, 2K+IML+IMA+Stack Mould, two-color moulding, dan interlayer injection, semua AP baru ini dapat dicapai hanya dengan satu mesin injeksi.
Akibatnya, teknologi pencetakan injeksi multi-warna semakin mendapat perhatian. Apa yang kita tidak hanya perlu menghadirkan teknologi multicolor tetapi juga harus menggabungkannya dengan teknologi lain untuk menciptakan buah efisiensi yang lebih tinggi, yaitu industri harus menantang tujuan di tahap selanjutnya.
WayKen memiliki keahlian mendalam di bidang overmolding. Baru-baru ini, kami telah membuat kemajuan besar dalam cetakan silikon 2K batch kecil dari bagian lampu mobil transparan dua warna. Hubungi kami dan dapatkan penawaran instan untuk mengurangi waktu dan biaya produksi untuk proyek overmolding Anda.


