Balok Universal dan Penggulungannya
Balok Universal dan Penggulungannya
Balok universal juga dikenal sebagai balok flensa paralel atau balok flensa lebar. Penampang balok universal adalah bentuk I atau H. Balok bentuk H juga disebut sebagai kolom universal. Bagian horizontal dari penampang balok universal disebut sayap, sedangkan elemen vertikal disebut badan. Balok H memiliki sayap yang lebih lebar daripada balok I. Balok universal biasanya digulung dari baja struktural dan digunakan dalam konstruksi dan teknik sipil. Balok universal memiliki profil penampang yang paling efisien karena sebagian besar materialnya terletak jauh dari sumbu netral memberikan momen luas kedua yang tinggi, yang pada gilirannya meningkatkan kekakuan, sehingga tahan terhadap lentur dan defleksi.
Balok H memiliki lebar dan kedalaman yang sama atau hampir sama dan lebih cocok untuk diorientasikan secara vertikal untuk memikul beban aksial seperti kolom dalam konstruksi bertingkat, sedangkan balok I secara signifikan lebih dalam daripada lebarnya lebih cocok untuk memikul beban lentur seperti itu. sebagai elemen balok di lantai.
Ketika balok dibengkokkan, bagian atas balok mengalami tekan dan bagian bawah dalam keadaan tarik. Kekuatan-kekuatan ini paling besar di bagian paling atas dan paling bawah. Karena balok universal memiliki jumlah material yang lebih tinggi di sisi atas dan bawah dan material yang lebih kecil di web, balok ini menyediakan penampang struktural yang kaku dengan penggunaan material paling sedikit.
Meskipun balok-I sangat baik untuk pembengkokan satu arah pada bidang yang sejajar dengan badan, balok-I tidak bekerja dengan baik pada pembengkokan dua arah. Balok ini juga menunjukkan sedikit ketahanan terhadap puntiran dan mengalami pembengkokan penampang di bawah beban puntir. Untuk masalah yang didominasi torsi, penampang kotak dan jenis penampang kaku lainnya lebih disukai daripada balok-I.
Meningkatkan kedalaman balok meningkatkan kekuatan lentur dengan kedalaman potong dadu, maka balok universal memberikan banyak kekakuan. Namun, ketebalan badan tidak boleh kecil untuk menghindari tekuk.
Badan balok universal menahan gaya geser, sedangkan sayapnya menahan sebagian besar momen lentur yang dialami balok. Balok berbentuk I dirancang untuk memikul beban tinggi pada bentang yang panjang. Mereka adalah bentuk yang sangat efisien untuk membawa beban lentur dan geser di bidang web. Flensa yang tebal dan jaring yang lebih tipis secara efisien membagi material untuk menahan beban lentur yang tinggi dari aplikasi balok. Namun, penampang berbentuk I memiliki kapasitas yang berkurang pada arah melintang, dan juga tidak efisien dalam memikul beban puntir.
Balok H adalah baja penampang berperforma tinggi karena keunggulannya dalam distribusi luas penampang yang dioptimalkan dan rasio kekuatan terhadap berat yang wajar. Dengan fitur sayap lebar dan badan tipis, balok H memiliki modulus penampang yang besar, ketahanan lentur yang tinggi, dan sifat mekanik yang sangat baik. Balok H umumnya lebih berat daripada balok I dan berguna sebagai penyangga dinding penahan tanah dan sejenisnya. Mereka juga dapat digunakan sebagai bagian balok di mana ruang kepala menjadi perhatian. Karena sifatnya yang luar biasa, balok H banyak digunakan untuk balok, kolom dan elemen arsitektur lainnya, serta pada pondasi tiang pancang, jembatan dan pekerjaan teknik sipil lainnya.
Balok universal berbeda dari balok baja canai yang juga dikenal sebagai balok flensa runcing. Flensa balok universal sejajar dan memiliki ketebalan konstan sedangkan sayap balok meruncing dan karenanya memiliki ketebalan yang bervariasi. Balok karena berbagai ketebalan flensa membutuhkan ring runcing untuk sambungan.
Balok H memiliki lebar dan kedalaman yang sama atau hampir sama, sedangkan balok I jauh lebih dalam daripada lebarnya. Balok universal diproduksi dari baja struktural baik dengan fabrikasi biasanya menggunakan pelat baja atau dengan rolling. Perbandingan penampang berbagai jenis balok ditunjukkan pada Gambar 1.
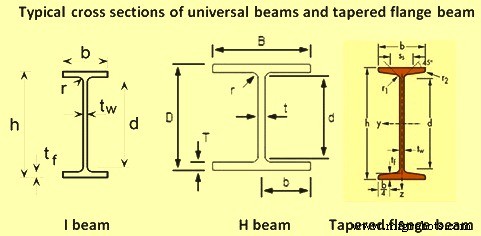
Gbr 1 Perbandingan penampang berbagai jenis balok
Penggulungan balok universal
Secara konvensional, balok universal seperti bentuk struktural lainnya diproduksi dengan menggulung gulungan baja di tegakan universal (Gbr 2). Baru-baru ini, balok kosong dengan penampang berbentuk tulang anjing telah dicor terus menerus, sehingga melewati tahapan tertentu dalam penggulungan primer. Untuk produksi balok I, proses terbaru adalah pengecoran kontinu dan blanko balok penggulung dengan sayap tipis (misalnya dengan ketebalan kurang dari 50 mm), untuk menghasilkan balok sayap paralel dengan badan tipis.
Pabrik balok universal konvensional
Proses produksi konvensional untuk penggulungan balok universal meliputi pemanasan mekar, penggulungan ke kontur dan dimensi yang tepat, pemotongan saat panas hingga panjang yang dapat ditangani, pendinginan hingga suhu atmosfer, pelurusan, pemotongan sesuai panjang yang dipesan, pemeriksaan, dan pengiriman.
Pemanasan mekar untuk bagian besar dilakukan di salah satu dari dua jenis tungku, tungku jenis pendorong atau tungku balok berjalan terus menerus. Tungku jenis pendorong digunakan untuk melayani hampir semua pabrik penggulung balok universal yang lebih tua, sementara tren terbaru adalah menggunakan tungku balok berjalan karena sejumlah besar keuntungan. Biasanya pabrik balok universal memiliki satu atau dua tungku balok berjalan terus menerus.
Pabrik tipikal untuk produksi balok universal memiliki dudukan penghancur terbalik dua tinggi di mana pembentukan awal diselesaikan, diikuti oleh kelompok tiga dudukan, diatur dalam rangkaian, di mana proses penggulungan selesai.
Balok-H awalnya digulung pada dua penggilingan tinggi dan tiga penggilingan tinggi dan empat dudukan tipe universal gulungan digunakan untuk penggulungan akhir. Namun, flensa tidak dirancang dengan baik seperti web dan baloknya terbatas ukurannya. Namun ada permintaan yang cukup besar untuk balok dengan kedalaman yang lebih besar dengan badan yang lebih tipis dan sayap yang lebih besar dengan sedikit atau tanpa lancip. Permintaan ini menetapkan tren pabrik balok universal.
Komposisi pabrik balok universal normal untuk menggulung balok universal terdiri dari pembersih kerak air bertekanan tinggi untuk menghilangkan kerak dari bunga yang dipanaskan, dua pabrik penggilingan pembalik pembalik yang tinggi dengan gulungan multi alur bersama dengan manipulator di kedua sisi dudukan penggulung, gergaji lidah untuk memotong ujung kepala bahan, penggilingan kasar universal, penggilingan tepi, dudukan finishing universal single pass, gergaji panas, stop gauge, dua tempat tidur pendingin, pelurus putar 7-9 gulungan, inspeksi tempat tidur bersama dengan gag press untuk pelurusan kembali balok jika diperlukan, mesin tiang pancang, labeller, gergaji dingin, dan mesin jilid beserta meja rol untuk pergerakan material di rolling mill. Tata letak pabrik tipikal untuk rolling mill seperti itu ada di Gambar 2.
Pabrik roughing dan edging universal membalikkan beberapa pabrik pass yang berjalan bersama-sama melalui pencocokan kecepatan terkomputerisasi. Pabrik roughing universal biasanya merupakan pabrik empat gulungan dengan dua gulungan horizontal yang digerakkan dan dua gulungan vertikal yang tidak digerakkan. Pabrik edging biasanya merupakan dudukan pabrik alur tunggal dua-tinggi. Pabrik finishing universal juga memiliki dua gulungan horizontal yang digerakkan dan dua gulungan vertikal yang tidak digerakkan.
Setelah digulung, balok universal menjalani tahap finishing seperti penggergajian panas untuk memotong balok hingga panjang alas pendingin. Biasanya ada dua gergaji yang terdiri dari satu gergaji stasioner dan gergaji lainnya. Tempat tidur pendingin biasanya memiliki kombinasi balok berjalan dan rantai transfer untuk pergerakan material. Di beberapa pabrik, semprotan air juga digunakan pada permukaan atas dan bawah balok potong untuk pendinginan sebelum memindahkannya ke area finishing.
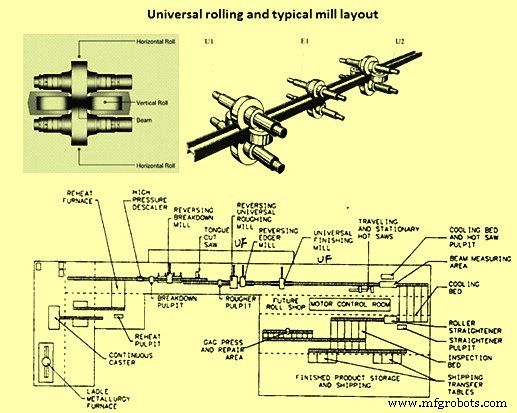
Gbr 2 Penggulungan balok universal pada dudukan universal dan tata letak pabrik tipikal
Pabrik balok universal modern
Pabrik balok universal modern biasanya dibangun dengan dudukan universal kontinu untuk menggulung pelat atau balok kosong yang terus menerus. Pabrik biasanya dilengkapi dengan sistem kontrol pengukur otomatis (AGC). Ketebalan flens untuk blanko cast beam kurang dari 50 mm.
Pelat atau balok kosong biasanya dipanaskan dengan tungku pemanas ulang balok berjalan terus menerus. Banyak tungku pemanas ulang memiliki empat zona pemanasan dan kapasitas sekitar 250 ton per jam. Tungku pemanas ulang modern sepenuhnya dikendalikan komputer dan dapat menerima pelat panas atau dingin atau balok kosong untuk pengisian daya.
Kereta penggilingan lengkap biasanya terdiri dari satu dudukan penggulung breakdown atau roughing, satu kelompok dudukan universal dengan dudukan universal U1, dudukan edger E1, dudukan universal U2 (Gbr 2) dan satu dudukan penyelesaian universal. Ada kerak air bertekanan tinggi sebelum berdiri seadanya. Peralatan juga termasuk fasilitas penggergajian panas dan dingin, satu roller pelurus, tempat tidur inspeksi bersama dengan gag press, mesin finishing, pembubutan rol dan peralatan bengkel. Semua peralatan dihubungkan dengan meja roller untuk pergerakan rolling stock. Di bagian finishing ada chain transfer di beberapa tempat. Pabrik balok universal modern biasanya memiliki kapasitas tahunan 1 juta ton atau lebih.
Pabrik roughing sering berdiri terbalik. Karena pelat tipis atau blanko balok dengan sayap tipis dicor dan digunakan sebagai ukuran masuk, lintasan yang dibutuhkan lebih sedikit daripada latihan pengerolan konvensional. Baja digulung hingga ukurannya pas untuk dudukan universal pabrik balok.
Kelompok dudukan universal pabrik balok yang khas terdiri dari dudukan universal yang lebih kasar dengan gulungan vertikal dan horizontal, dudukan tepi horizontal dan dudukan penyelesaian universal dengan gulungan horizontal dan vertikal (Gbr 2). Untuk memungkinkan pelat yang lebih berat digunakan sebagai bahan awal untuk meningkatkan hasil, biasanya disediakan panjang meja run out yang cukup.
Biasanya rolling stock berbentuk setelah breakdown stand melewati maju dan mundur melalui mill, stand universal yang lebih kasar mengurangi ketebalan badan tengah dan kedua flensa sementara edger roll membuat kontak dengan ujung flange hanya untuk mengontrol panjangnya. Dudukan penyelesaian universal tetap terbuka hingga lintasan terakhir saat keempat gulungannya memberikan permukaan akhir yang baik ke bagian tersebut dan memastikan toleransi dimensi yang baik.
Ketinggian gulungan horizontal bawah pada kedua dudukan universal dapat disesuaikan serta gulungan atas. Ini memastikan bahwa jaring dapat dibentuk di tengah flensa. Semua gulungan di ketiga dudukan diposisikan secara otomatis oleh kontrol komputer yang diprogram untuk berbagai bentuk dan ukuran bagian yang diperlukan.
Pabrik juga dilengkapi dengan sistem kontrol pengukur hidrolik otomatis (AGC). Ini menawarkan toleransi dimensi yang lebih baik dan fleksibilitas tinggi dalam ukuran bagian.
Produk seperti balok-H, yang bentuk penampangnya tidak persegi panjang, juga dapat diproduksi dengan cara menggelinding. Di sini, penggulungan kaliber dilakukan dalam tahap pengasaran. Bahan digulung dengan gulungan kaliber untuk mendapatkan bentuk penampang yang sama dengan gulungan. Setelah menghasilkan bentuk hampir H dengan penggulungan kaliber, produk diselesaikan dengan penggilingan universal dan penggilingan tepi. Penampang berbentuk H terbentuk ketika material melewati empat gulungan, membuat penggilingan universal, yang dilengkapi dengan sepasang gulungan vertikal dan sepasang gulungan horizontal, cocok untuk menggulung balok-H. Pabrik tepi dilengkapi dengan gulungan kaliber, dan memiliki fungsi menyesuaikan lebar flensa produk.
Di pabrik universal, variasi ketebalan sayap dan ketebalan badan dapat dibuat dengan mudah dengan menyesuaikan celah gulungan. Namun, ketika produk dengan tinggi badan dan lebar sayap yang berbeda akan digulung, perlu untuk menggunakan gulungan penggunaan eksklusif untuk ukuran ini, yang memerlukan perubahan gulungan. Khususnya, karena tinggi badan ditentukan oleh jumlah lebar gulungan horizontal dan tebal sayap, hingga saat ini perlu untuk memiliki jumlah ukuran gulungan horizontal yang sama dengan tinggi badan produk. Pengembangan untuk mengatasi masalah ini telah menghasilkan rolling mill dan teknik rolling baru-baru ini yang mampu menyesuaikan tinggi badan dengan satu gulungan dengan lebar yang dapat diubah tanpa mengubah gulungan.


