Alat Pemotong Titik Tunggal:Nomenklatur, Sudut, Geometri, dan Tanda Tangan
Hari ini kita akan membahas tentang geometri pahat satu titik dan bagaimana penunjukannya. Alat pemotong titik tunggal banyak digunakan dalam industri pemotongan logam untuk membentuk bentuk yang diperlukan. Hal ini digunakan pada mesin bubut dan pembentuk untuk melakukan operasi seperti memutar, menghadapi, chamfering, membentuk membosankan dll Alat pemotong ini memiliki titik potong tunggal yang memotong benda kerja dengan menggosok di atasnya. Hari ini kita akan belajar tentang geometri alat ini dan selanjutnya kita akan membahas tentang bagaimana untuk menunjuk itu.
Alat Pemotong Titik Tunggal:
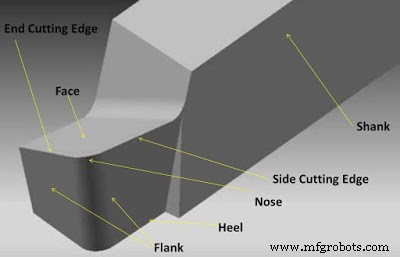
Sebuah pahat satu titik terdiri dari Flank, face, cutting edge, nose, rack angle, clearance angle, cutting edge angle, dll. Semua bagian ini mengontrol kondisi pemotongan, umur pahat dan kecepatan potong pahat. Bagian-bagian tersebut menjelaskan sebagai berikut.
Geometri dan Sudut pahat Alat Pemotong Titik Tunggal:
1. Shank:
Tubuh utama alat ini dikenal sebagai shank. Ini adalah bagian belakang alat yang dipegang oleh tiang alat.
2. Wajah:
Alat permukaan atas yang dilewati chip setelah pemotongan dikenal sebagai face. Ini adalah permukaan horizontal yang berdekatan dengan ujung tombak.
Flank:
Kadang-kadang flank juga dikenal sebagai cutting face. Ini adalah permukaan vertikal yang berdekatan dengan ujung tombak. Menurut cutting edge, ada dua flank side flank dan end flank.
3. Hidung atau Titik potong:
Titik di mana kedua ujung tombak bertemu dikenal sebagai titik potong atau hidung. Ini adalah bagian depan alat.
4. Basis:
Permukaan bawah pahat disebut alas. Itu hanya permukaan wajah yang berlawanan.
5. Tumit:
Ini adalah garis berpotongan antara wajah dan alas.
6. Sudut ujung tombak:
Sudut antara tepi potong ujung atau sayap ke bidang yang tegak lurus dengan sisi betis dikenal sebagai sudut potong ujung.
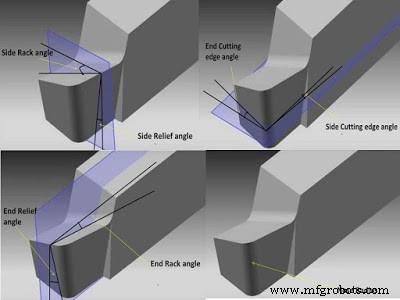
7. Sudut tepi tajam samping:
Sudut antara tepi potong samping atau sayap dengan bidang sejajar dengan sisi betis dikenal sebagai sudut tepi potong samping.
8. Sudut rake belakang:
Bentuk sudut untuk mengalirkan kepingan halus dari muka, dikenal sebagai sudut rak. Ini memungkinkan aliran chip yang lancar. Sudut rak belakang adalah sudut antara muka dan bidang yang tegak lurus dengan ujung tombak.
9. Sudut rak samping:
Sudut antara muka dan bidang yang tegak lurus terhadap tepi potong samping disebut sudut rak samping. Ini memungkinkan chip mengalir dengan lancar saat material dipotong dengan tepi tajam.
10. Sudut relief akhir:
Hal ini juga dikenal sebagai sudut clearance. Ini adalah sudut yang menghindari keausan pahat. Ini menghindari gesekan panggul dengan benda kerja. Sudut pemotongan ujung dibuat oleh sisi ujung ke bidang yang tegak lurus dengan alas.
11. Sudut relief samping:
Ini adalah sudut yang dibuat oleh sisi samping terhadap bidang yang tegak lurus dengan alas. Ini menghindari gesekan sisi sisi dengan benda kerja.
12. Jari-jari hidung:
Area berpotongan dari kedua ujung tombak dikenal sebagai hidung pahat. Itu tidak memiliki profil yang tajam. Profil yang tajam dapat menyebabkan goresan pada benda kerja yang memberikan hasil akhir yang buruk. Untuk menghindari hal ini dan mendapatkan permukaan akhir yang baik, area ini berada pada radius tertentu yang dikenal sebagai radius hidung. Jika radius terlalu kecil memberikan hasil akhir yang buruk dan jika terlalu besar memberikan hasil yang buruk Untuk pemahaman yang lebih baik, tonton video di bawah ini.
Tanda tangan alat pemotong titik tunggal:
Menurut standar Amerika, sebuah alat dapat ditentukan dengan tujuh parameter yang diatur dengan cara tertentu. Ini juga dikenal sebagai tanda tangan alat. Parameter ini adalah semua sudut dan radius hidung. Jika alat telah ditunjukkan oleh 2, 9, 5, 5, 9, 11, 3 itu artinya
Sudut rak belakang: 2°Sudut rak samping: 9°Sudut relief ujung: 5°Sudut relief samping: 5°Sudut ujung tombak:9°Sudut tepi tajam samping: 11°Radius hidung: 3mm
Parameter ini digunakan secara internasional untuk tanda tangan alat titik tunggal.
Hari ini kita telah belajar tentang tata nama, sudut, geometri, dan tanda tangan alat pemotong titik tunggal. Jika Anda memiliki pertanyaan tentang artikel ini, tanyakan dengan berkomentar. Jika Anda menyukai artikel ini, jangan lupa untuk membagikannya di jejaring sosial. Berlangganan situs web kami untuk artikel yang lebih informatif. Terima kasih telah membacanya.


