Cara Mengontrol Pemotong Memantul, Pemotong Memukul, dan Pemotongan Lebih Dalam Pemesinan CNC
1. Memantul
Pemotong memantul mengacu pada getaran alat yang relatif besar karena kekuatan yang berlebihan. Bahaya yang disebabkan oleh pemotong terpental adalah menyebabkan pemotongan benda kerja yang berlebihan dan kerusakan pada pahat. Ketika diameter pahat kecil dan poros pahat terlalu panjang atau gaya terlalu besar, fenomena pemotong terpental akan terjadi. Jika alat dan metode pemrosesan yang wajar digunakan, kemungkinan pemotong terpental dapat dikurangi.
Ada 3 faktor utama yang mempengaruhi deformasi pahat:
1) Panjang pahat potong
2) Diameter pahat
3) Kekuatan alat
1. Panjang alat pemotong
Untuk pahat dengan diameter yang sama, ketika panjang pahat digandakan, deformasinya akan meningkat 3 kali lipat. Saat pemesinan, perpendek panjang pahat sebanyak mungkin untuk mengurangi risiko pemotong terpental.
2. Diameter alat
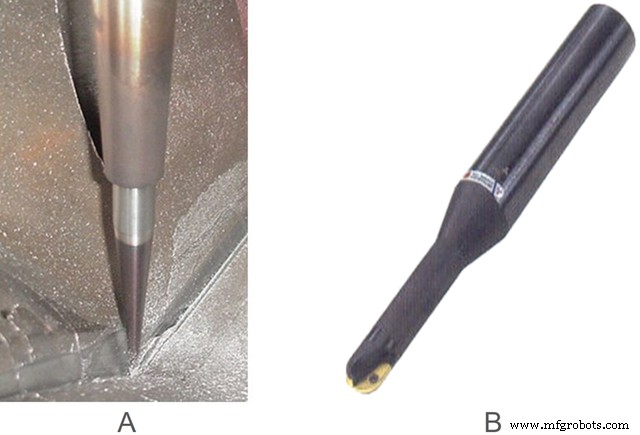
Untuk pahat dengan panjang yang sama, ketika diameter pahat dikurangi satu kali, deformasinya akan meningkat 4 kali lipat. Saat memproses, jika memungkinkan, pilih alat berdiameter besar atau gunakan alat yang diperkuat untuk memproses sebanyak mungkin untuk mengurangi risiko alat patah. (Seperti yang ditunjukkan pada gambar di bawah ini:A menggunakan kawat panas dan pisau leher runcing, dan B menggunakan alat dengan pegangan yang kuat untuk memprosesnya)
3. Kekuatan alat
Deformasi pahat berbanding lurus dengan gaya yang diterimanya selama pemesinan. Mengurangi gaya yang diterima oleh alat dapat mengurangi kemungkinan patahnya pisau. Untuk mengurangi gaya pada pahat, perlu untuk mengurangi bidang kontak antara pahat dan benda kerja.
Contoh gaya reduksi
Saat memproses posisi yang lebih dalam, laju pengumpanan yang lebih kecil dan pemotong sudut-R yang halus dapat digunakan untuk mengurangi gaya pada pemotong selama pemrosesan, sehingga dapat mengurangi risiko patahnya pisau.
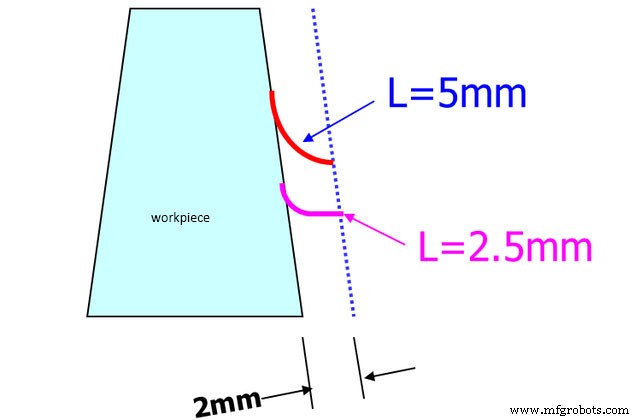
Gambar berikut menunjukkan perbandingan posisi kontak dengan bahan cetakan saat pahat D50R6 dan pahat D50R0.8 diproses pada kedalaman yang sama. Dapat dilihat bahwa penggunaan pahat sudut-R halus untuk memproses benda kerja yang dalam dapat mengurangi gaya potong lebih dari pahat sudut-R besar.
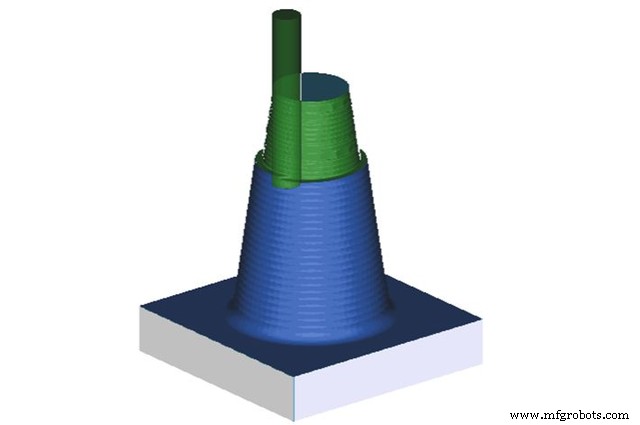
Kurangi jumlah pahat potong (yaitu, kedalaman keseluruhan setiap pahat). Ketika kedalaman pemesinan lebih besar dari 120mm, pahat harus dipasang dua kali, yaitu, pertama-tama pasang dudukan pahat pendek untuk memproses hingga kedalaman 100mm, lalu pasang dudukan pahat yang diperluas untuk memproses di bawah Bagian 100mm, dan atur sejumlah kecil pemotong.
2. Memukul
Memukul pemotong berarti jumlah pemotongan pahat terlalu besar. Selain ujung tombak, bilah pahat juga mengenai benda kerja. Alasan utama tabrakan pahat adalah pengaturan ketinggian pengaman yang tidak masuk akal atau ketinggian pengaman tidak disetel sama sekali, metode pemrosesan yang dipilih tidak tepat, penggunaan pahat yang tidak tepat, dan pengaturan margin untuk pengasaran kedua lebih kecil dari margin untuk pahat. pengaturan roughing pertama, dll.
1 ) Jumlah pemotongan terlalu banyak
Solusi:
Kurangi jumlah pemotongan. Semakin kecil diameter pahat, semakin kecil jumlah pemotongan yang harus dimakan. Dalam keadaan normal, jumlah pemotongan untuk setiap pembukaan kasar cetakan tidak lebih dari 0,5 mm, dan jumlah pemotongan untuk semi-finishing dan finishing lebih kecil.
2 ) Memilih metode pemrosesan yang tidak tepat
Ubah mode penggilingan kontur ke mode penggilingan rongga. Jika kelonggaran pemesinan lebih besar dari diameter pahat, metode penggilingan kontur tidak dapat dipilih.
3 ) Pengaturan ketinggian keselamatan yang tidak tepat, mengenai klem saat mengangkat alat
Solusi:
- Ketinggian pengaman harus lebih besar dari tinggi penjepit.
- Dalam kebanyakan kasus, tidak mungkin untuk memilih mode maju dan mundur pahat "langsung", kecuali untuk benda kerja khusus.
4 ) Pengaturan margin roughing sekunder yang tidak tepat
Margin untuk roughing kedua umumnya 0,05 mm lebih besar dari margin untuk roughing pertama. Jika margin roughing pertama adalah 0,3mm, margin roughing kedua harus 0,35mm. Jika tidak, bilah alat akan dengan mudah membentur dinding sisi atas.
Selain alasan yang disebutkan di atas, pemotong dapat terjadi saat memperbaiki jalan gunting, jadi usahakan untuk tidak memperbaiki jalan gunting. Konsekuensi paling langsung dari tabrakan pahat adalah merusak pahat dan benda kerja, dan bahkan yang lebih serius dapat merusak spindel mesin.
3. O vercut ting
Overcutting berarti pahat juga memotong bagian-bagian yang tidak dapat dipotong sehingga menyebabkan benda kerja menjadi rusak. Ada banyak alasan untuk pemotongan benda kerja yang berlebihan, terutama termasuk rendahnya presisi alat mesin, pemotong yang terbentur, pemotong yang memantul, pahat yang tidak tepat, dll. Selain itu, jika operator tidak akurat dalam menyetel pemotong, mungkin juga menyebabkan pemotongan berlebih.
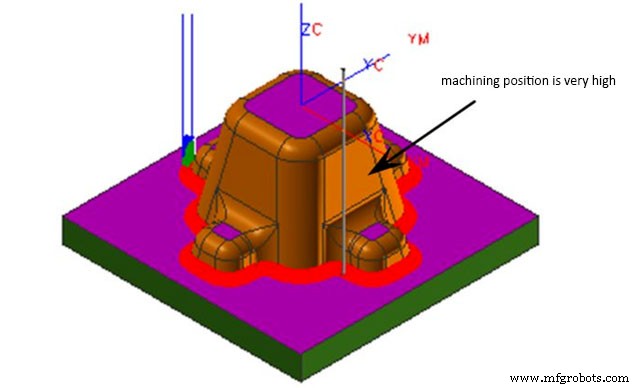
Situasi yang ditunjukkan pada gambar di bawah ini adalah overcut yang disebabkan oleh pengaturan ketinggian keselamatan yang tidak tepat.
Saat memprogram, Anda harus berhati-hati dan teliti. Setelah menyelesaikan program, Anda perlu memeriksa jalur pahat secara detail untuk menghindari pemotongan berlebih, jika tidak, cetakan akan tergores atau merusak mesin.
Sebagai produsen mesin CNC profesional, SANS Machining mengkhususkan diri pada bagian mesin dalam jumlah kecil selama lebih dari 10 tahun, kami dapat menyediakan layanan penggilingan, pembubutan, penggilingan, dan EDM. Semua bagian diproduksi sebagai gambar Anda, tidak ada MOQ.


