Pengelasan MIG:Prinsip, Kerja, Peralatan, Aplikasi, Keuntungan dan Kerugian
Hari ini kita akan belajar tentang Apa itu prinsip pengelasan MIG, cara kerja, peralatan, aplikasi, kelebihan dan kekurangannya. MIG adalah singkatan dari Metal Inert Gas Welding atau kadang disebut sebagai Gas Metal Arc Welding. Pengelasan ini sama dengan pengelasan TiG kecuali elektroda yang tidak dapat dikonsumsi diganti dengan kawat elektroda yang dapat dikonsumsi. Proses ini adalah proses pengelasan busur otomatis atau semi-otomatis di mana gas inert digunakan sebagai gas pelindung dan elektroda kawat habis pakai digunakan. Pengelasan ini dikembangkan untuk mengelas aluminium atau logam non-ferrous lainnya pada tahun 1940. Sekarang ini, ini ditemukan di setiap proses industri atau manufaktur karena kecepatannya yang tinggi, pengoperasian yang mudah, dan kualitas otomatis yang mudah. Ini banyak digunakan dalam industri lembaran logam atau di mobil industri.
Pengelasan MIG:
Prinsip:
Mig bekerja dengan prinsip yang sama dari TIG atau
las busur . Ia bekerja berdasarkan prinsip dasar pembangkitan panas karena busur listrik. Panas ini selanjutnya digunakan untuk melelehkan elektroda habis pakai dan logam pelat dasar yang mengeras bersama dan membuat sambungan yang kuat. Gas terlindung juga disuplai melalui nosel yang melindungi zona las dari gas reaktif lainnya. Ini memberikan permukaan akhir yang baik dan sambungan yang lebih kuat.
Peralatan:
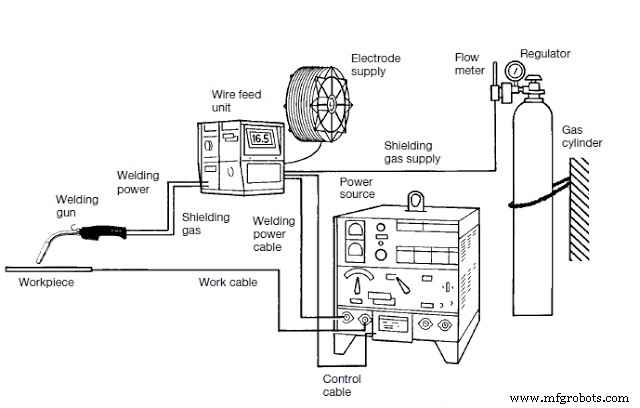
Sumber Daya:
Dalam
jenis pengelasan ini proses, catu daya DC digunakan dengan polaritas terbalik. Polaritas terbalik berarti elektroda atau dalam kasus kawat elektroda las MIG terhubung terminal positif dan benda kerja ke terminal negatif. Hal ini karena prinsip rangkaian listrik yang menyatakan bahwa 70% panas selalu di sisi positif. Jadi polaritas terbalik memastikan bahwa jumlah maksimum panas dibebaskan di sisi alat yang melelehkan logam pengisi dengan cara yang benar. Polaritas lurus dapat menyebabkan busur tidak stabil yang mengakibatkan percikan besar. Sumber daya terdiri dari catu daya, transformator, penyearah yang mengubah AC menjadi DC dan beberapa kontrol elektronik yang mengontrol pasokan arus sesuai dengan kebutuhan las.
Sistem Pengumpan Kawat:
Kita tahu bahwa pengelasan MIG membutuhkan pasokan elektroda konsumsi terus menerus untuk pengelasan dua pelat. Elektroda habis pakai ini digunakan dalam bentuk kawat. Kawat ini terus disuplai oleh mekanisme atau sistem umpan kawat. Ini mengontrol kecepatan kawat dan juga mendorong obor las bentuk kawat ke area pengelasan. Ini tersedia dalam berbagai bentuk dan ukuran. Ini terdiri dari pemegang kolam kawat, motor penggerak, satu set rol penggerak dan kontrol umpan kawat. Kecepatan umpan kawat secara langsung mengontrol suplai arus melalui catu daya. Jika kecepatan pengumpanan kawat tinggi, diperlukan lebih banyak arus di zona pengelasan untuk menghasilkan panas yang tepat untuk melelehkannya.
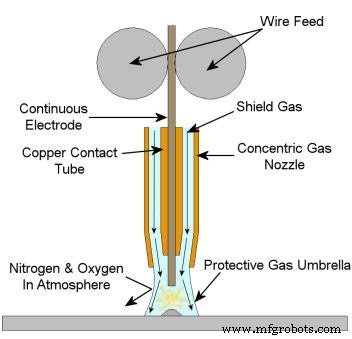
Obor Las:
Obor ini sedikit berbeda seperti yang digunakan dalam pengelasan TIG. Di obor ini ada mekanisme yang menahan kawat dan mensuplainya secara terus menerus dengan bantuan umpan kawat. Ujung depan obor dilengkapi dengan nosel. Nosel digunakan untuk memasok gas inert. Gas-gas ini membentuk area pelindung di sekitar zona las dan melindunginya dari oksidasi. Obor las berpendingin udara atau berpendingin air sesuai dengan kebutuhan. Untuk suplai arus tinggi, obor didinginkan dengan air dan untuk suplai rendah didinginkan dengan udara.
Gas Perisai:
Fungsi utama dari gas pelindung adalah untuk melindungi daerah las dari gas reaktif lainnya seperti oksigen dll yang dapat mempengaruhi kekuatan sambungan las. Gas pelindung ini juga membentuk plasma yang membantu dalam pengelasan. Pilihan gas tergantung pada bahan pengelasan. Sebagian besar argon, helium, dan gas inert lainnya digunakan sebagai gas pelindung.
Regulator:
Sesuai dengan namanya, mereka digunakan untuk mengatur aliran gas inert dari silinder. Gas inert diisi ke dalam silinder pada tekanan tinggi. Gas-gas ini tidak dapat digunakan pada tekanan ini sehingga regulator digunakan antara pasokan gas yang menurunkan tekanan gas sesuai dengan persyaratan pengelasan.
Baca Juga : Perbedaan antara pengelasan MIG dan TIG
Bekerja:
Cara kerjanya dapat diringkas sebagai berikut.
- Pertama, arus tegangan tinggi diubah menjadi suplai arus DC dengan arus tinggi pada tegangan rendah. Arus ini melewati elektroda las.
- Kawat habis pakai digunakan sebagai elektroda. Elektroda dihubungkan ke terminal negatif dan benda kerja dari terminal positif.
- Sebuah busur intens halus akan menghasilkan antara elektroda dan benda kerja karena catu daya. Busur ini digunakan untuk menghasilkan panas yang melelehkan elektroda dan logam dasar. Sebagian besar elektroda dibuat oleh logam dasar untuk membuat sambungan seragam.
- Busur ini terlindung dengan baik oleh gas pelindung. Gas ini melindungi las dari gas reaktif lainnya yang dapat merusak kekuatan sambungan las.
- Elektroda ini bergerak terus menerus di area pengelasan untuk membuat sambungan las yang tepat. Sudut arah perjalanan harus dijaga antara 10-15 derajat. Untuk sambungan fillet sudutnya harus 45 derajat.
Aplikasi:
- MIG paling cocok untuk fabrikasi lembaran logam.
- Umumnya semua logam yang tersedia dapat dilas melalui proses ini.
- Dapat digunakan untuk pengelasan alur dalam.
Kelebihan dan Kekurangan:
Keuntungan:
- Ini memberikan tingkat deposisi yang lebih tinggi.
- Lebih cepat dibandingkan dengan pengelasan busur karena memasok bahan pengisi secara terus menerus.
- Ini menghasilkan las yang bersih dengan kualitas yang lebih baik.
- Tidak ada pembentukan terak.
- Meminimalkan kerusakan las .
- Pengelasan ini menghasilkan slag yang sangat sedikit.
- Dapat digunakan untuk membuat las dalam alur.
- Ini dapat dengan mudah diotomatisasi.
Kekurangan:
- Tidak dapat digunakan untuk mengelas di bagian yang sulit dijangkau.
- Biaya awal atau penyiapan lebih tinggi.
- Tidak dapat digunakan untuk pekerjaan di luar ruangan karena angin dapat merusak pelindung gas.
- Dibutuhkan tenaga kerja terampil tinggi.
Ini semua tentang apa itu prinsip pengelasan MIG, cara kerja, peralatan, aplikasi, kelebihan dan kekurangan dengan diagramnya. Jika Anda memiliki pertanyaan tentang artikel ini, tanyakan dengan berkomentar. Jika Anda menyukai artikel ini, jangan lupa untuk membagikannya di jejaring sosial Anda. Berlangganan situs web kami untuk artikel menarik lainnya. Terima kasih telah membacanya.


