Pengelasan Resistansi:Prinsip, Jenis, Aplikasi, Keuntungan dan Kerugian
Hari ini kita akan belajar tentang prinsip pengelasan resistansi, jenis, aplikasi, kelebihan dan kekurangan. Pengelasan resistansi adalah keadaan cair pengelasan proses di mana sambungan logam ke logam dibuat dalam keadaan cair atau cair. Ini adalah proses termo-listrik di mana panas dihasilkan pada permukaan antarmuka pelat las karena hambatan listrik dan tekanan rendah yang dikendalikan diterapkan ke pelat ini untuk membuat sambungan las. Dinamakan pengelasan resistansi karena menggunakan hambatan listrik untuk menghasilkan panas. Ini adalah proses pengelasan bebas polusi yang sangat efisien tetapi aplikasinya terbatas karena biaya peralatannya yang tinggi dan ketebalan material yang terbatas.
Pengelasan Resistansi – Pengelasan Titik, Jahitan, Proyeksi, dan Flash:
Prinsip:
Semua pengelasan resistansi seperti pengelasan titik, pengelasan jahitan, pengelasan proyeksi dll. Bekerja dengan prinsip pembangkitan panas yang sama karena hambatan listrik. Ketika arus melewati hambatan listrik, itu menghasilkan panas. Ini adalah prinsip yang sama yang digunakan dalam kumparan listrik. Jumlah panas yang dihasilkan tergantung pada ketahanan bahan, kondisi permukaan, arus yang disuplai, durasi waktu arus yang disuplai dll. Pembangkitan panas ini terjadi karena konversi energi listrik menjadi energi panas. Rumus pembangkitan panas adalah
H =I2RT DimanaH =Panas yang dihasilkan dalam jouleI =Arus listrik dalam ampereR =Hambatan listrik dalam OhmT =Waktu aliran arus dalam sekon
Panas ini digunakan untuk melelehkan logam antarmuka untuk membentuk sambungan las yang kuat melalui fusi. Proses ini menghasilkan las tanpa aplikasi bahan pengisi, fluks, dan gas pelindung.
Jenis:
Ada empat jenis utama pengelasan resistansi. Ini adalah
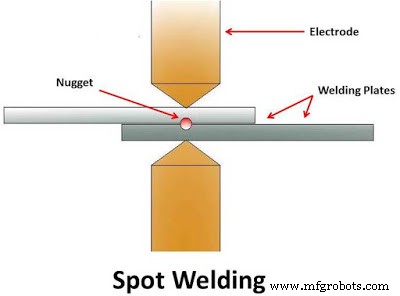
Pengelasan Titik:
Ini adalah jenis pengelasan resistensi yang paling sederhana di mana benda kerja disatukan di bawah tekanan permukaan landasan. Elektroda tembaga bersentuhan dengan benda kerja dan arus mulai mengalir melaluinya. Bahan benda kerja menerapkan beberapa hambatan dalam aliran arus yang menyebabkan pembangkitan panas lokal. Pada permukaan antarmuka, resistansinya tinggi karena celah udara. Arus mulai mengalir meskipun itu melelehkan permukaan antarmuka. Jumlah suplai arus dan waktu harus cukup untuk peleburan permukaan antarmuka yang tepat. Sekarang arus berhenti mengalir tetapi tekanan yang diberikan oleh elektroda dipertahankan selama sepersekian detik, sementara lasan mendingin dengan cepat. Setelah itu, elektroda dilepas dan dikontakkan di tempat lain. Ini akan membuat nugget melingkar. Ukuran nugget tergantung pada ukuran elektroda. Umumnya berdiameter sekitar 4-7 mm.
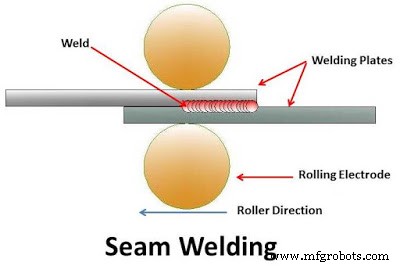
Pengelasan Jahitan:
Pengelasan jahitan juga disebut pengelasan titik kontinu di mana elektroda jenis rol digunakan untuk mengalirkan arus melalui benda kerja. Pertama rol dibawa dalam kontak dengan benda kerja. Arus ampere tinggi dilewatkan melalui rol ini. Ini akan melelehkan permukaan antarmuka dan membentuk sambungan las. Sekarang rol mulai bergulir di pelat kerja. Ini akan membuat sambungan las kontinu. Waktu las dan pergerakan elektroda dikontrol untuk memastikan bahwa las tumpang tindih dan benda kerja tidak menjadi terlalu panas. Kecepatan pengelasan sekitar 60 in / menit dalam pengelasan jahitan. Ini digunakan untuk membuat sambungan kedap udara.
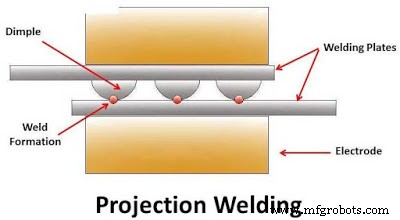
Pengelasan Proyeksi:
Pengelasan proyeksi sama dengan pengelasan titik kecuali lesung pipit dihasilkan pada benda kerja di lokasi di mana las diinginkan. Sekarang benda kerja ditahan di antara elektroda dan sejumlah besar arus melewatinya. Sejumlah kecil tekanan diterapkan melalui elektroda pada pelat las. Arus melewati lesung pipit yang melelehkannya dan tekanan menyebabkan lesung pipit merata dan membentuk las.
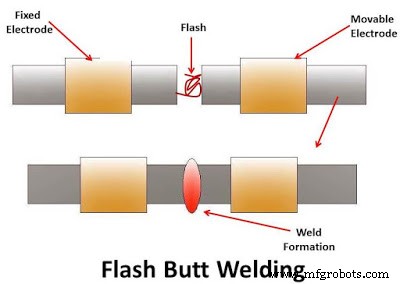
Flash butt Welding:
Ini adalah jenis lain dari pengelasan resistansi yang digunakan untuk mengelas tabung dan batang di industri baja. Dalam proses ini, dua benda kerja yang akan dilas akan dijepit pada pemegang elektroda dan arus berdenyut tinggi dalam kisaran 100000 ampere disuplai ke bahan benda kerja. Dalam dua pemegang elektroda digunakan di mana satu tetap dan lainnya bergerak. Awalnya arus disuplai dan penjepit bergerak dipaksa melawan penjepit tetap karena kontak kedua benda kerja ini pada arus tinggi, flash akan dihasilkan. Ketika permukaan antarmuka menjadi bentuk plastik, arus dihentikan dan tekanan aksial ditingkatkan untuk membuat sambungan. Pada proses ini las terbentuk karena deformasi plastis.
Aplikasi:
- Pengelasan tahanan banyak digunakan di industri otomotif.
- Pengelasan proyeksi banyak digunakan dalam produksi mur dan baut.
- Pengelasan jahitan digunakan untuk menghasilkan sambungan bukti kebocoran yang diperlukan dalam tangki kecil, boiler dll.
- Pengelasan kilat digunakan untuk mengelas pipa dan tabung.
Kelebihan dan Kekurangan:
Keuntungan:
- Dapat mengelas logam tipis (0,1 mm) dan tebal (20mm).
- Kecepatan pengelasan tinggi.
- Mudah otomatis.
- Baik logam sejenis maupun berbeda dapat dilas.
- Prosesnya sederhana dan sepenuhnya otomatis sehingga tidak memerlukan tenaga kerja terampil tinggi.
- Tingkat produksi tinggi.
- Ini adalah proses yang ramah lingkungan.
- Tidak memerlukan logam pengisi, fluks, dan gas pelindung.
Kekurangan:
- Biaya peralatan tinggi.
- Ketebalan benda kerja dibatasi karena kebutuhan saat ini.
- Ini kurang efisien untuk bahan konduktif tinggi.
- Dibutuhkan daya listrik yang tinggi.
- Sambungan las memiliki kekuatan tarik dan lelah yang rendah.
Ini semua tentang prinsip pengelasan resistansi, jenis, aplikasi, kelebihan dan kekurangan. Jika Anda memiliki pertanyaan tentang artikel ini, tanyakan dengan berkomentar. Jika Anda menyukai artikel ini, jangan lupa untuk membagikannya di jejaring sosial. Berlangganan situs web kami untuk artikel menarik lainnya.


