Apa yang dimaksud dengan pola dalam pengecoran pasir? Proses pola pengecoran pengecoran
Dalam industri pengerjaan logam, pola pengecoran merupakan replika yang memiliki bentuk dan dimensi yang mirip dengan pengecoran. Pola pengecoran digunakan untuk menekan ke dalam cetakan pasir untuk membuat rongga berlubang yang memungkinkan logam cair dituangkan ke dalam dan membentuk pengecoran.
Dalam pengecoran pengecoran pasir (apapun pengecoran besi cor, pengecoran aluminium atau pengecoran baja), satu set pola mencakup pola, kepala pengumpan sistem gating, riser dan pelat pola.
Bahan, desain dan struktur pola sangat berpengaruh pada kualitas produk. Demikian pula, biaya pembuatan dan pengerjaan pola dapat diperhatikan dengan baik dalam biaya pengecoran .
Bahan pola pengecoran dalam pengecoran logam
Tips memilih bahan motif
– Kokoh dan tahan lama :pilih bahan motif yang tahan lama, tidak melengkung atau berubah bentuk selama proses pengecoran.
– Anti-abrasi dan tahan air :sangat penting untuk memilih bahan yang tahan air dan anti korosi untuk melindungi pola pengecoran agar tidak berkarat dan rusak.
– Mudah dibentuk :tidak terpengaruh oleh perubahan suhu dan kelembapan.
– Biaya rendah dan bobot lebih kecil :ini memastikan keseimbangan antara biaya dan keuntungan untuk pengecoran Anda.
Pilih bahan untuk pembuatan pola
Untuk memastikan kriteria di atas dan bergantung pada industri tertentu, bahan pola harus dipertimbangkan dengan fleksibilitasnya . Logam, kayu dan plastik menjadi bahan prioritas dalam proses pembuatan pola.
Pola logam :Pola yang dibuat dari logam akan memastikan kekerasan serta mudah dibentuk. Namun demikian, kelemahan pola logam adalah mudah berkarat dan memiliki massa yang berat . Selain itu, bahan pola logam juga memerlukan perangkat canggih dan sulit diperbaiki sehingga menyebabkan biaya lebih tinggi dibandingkan keseluruhan .
Ada logam yang biasa digunakan dalam proses pembuatan pola seperti besi abu-abu, baja, aluminium, dan magnesium . Masing-masing bahan pola ini memiliki sifat penyusutan yang berbeda.
Pola kayu :adalah bahan pola yang sangat populer karena ketersediaan dan massanya yang kecil . Tambahan, kayu dapat dibentuk dengan mudah dengan biaya jauh lebih murah daripada pola logam. Namun, kelemahan pola kayu mudah menyerap kelembapan dan melengkung .
Pola plastik :Plastik dan fiberglass menjadi tren akhir-akhir ini karena keunggulan terbesarnya adalah massa ringan , tahan air dan tahan bahan kimia . Selain itu, permukaan akhir plastik kilap sempurna . Namun, kekurangan material ini mudah retak sambil menghadap ke atas dengan benturan atau getaran yang kuat selama proses pengecoran.
Materi lain :Lilin dan plester Paris juga digunakan sebagai bahan pola untuk proses pengecoran tetapi hanya lebih disukai dalam teknik pengecoran investasi .
Jenis pola pengecoran dalam pengerjaan logam
Ada berbagai jenis pola dalam pengecoran logam dan masing-masing jenis sesuai dengan persyaratan pengecoran tertentu. Di sini VIC memilah 3 jenis pola pengecoran yang paling banyak terlihat di pengecoran logam.
1. Pola Satu Bagian
Pola potongan tunggal adalah jenis pola termurah . Jenis ini sering digunakan dalam kasus di mana pengecorannya sederhana, permukaannya rata dan volume produksinya kecil serta dalam pengembangan prototipe.
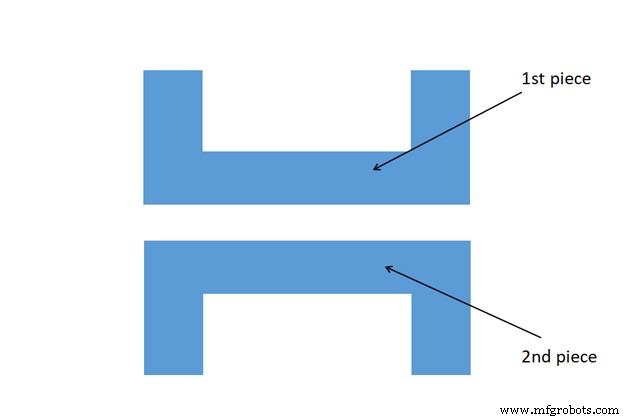
2. Pola Terpisah atau Dua Bagian
Pola dua potong umum dalam casting objek rumit . Jenis pola ini dibagi menjadi bidang yang terpisah dan posisi bidang ditentukan oleh bentuk pengecoran.
Polanya dibagi menjadi dua bagian, salah satu bagiannya dibentuk dengan drag dan yang lainnya dibentuk dalam mengatasi . Bagian penutup selalu memiliki pin dowel yang cocok dengan lubang yang dibuat dengan tepat di bagian tarikan pola.
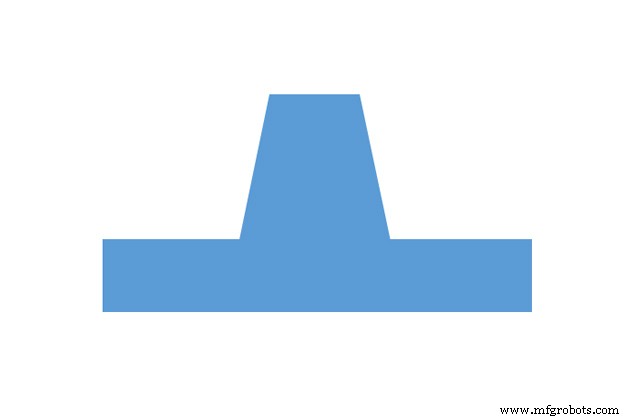
3. Pola Tersegmentasi atau Multi Bagian
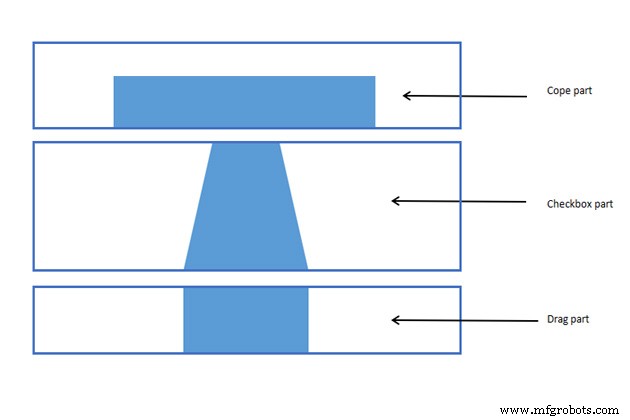
Pola multi bagian lebih memilih untuk melemparkan bagian casting yang sangat rumit yang tidak mungkin dibuat dengan metode pembuatan pola lainnya. Pola ini memiliki tiga bagian:bagian atas, tengah dan bawah.
Bagian atas adalah bagian mengatasi , bagian bawahnya adalah seret bagian dan yang di tengah adalah bagian kotak centang . Ini digunakan dalam berbagai jenis sambungan seperti sambungan mitra, sambungan dowel.
Proses pembuatan pola pengecoran di pengecoran
1. Desain pola
Departemen teknis yang mengerjakan pembuatan pola casting harus mempertimbangkan dengan cermat gambar casting untuk mendesain pola seketat dan seefektif yang diharapkan.
Poin terpenting yang harus diperhatikan termasuk pesawat perpisahan , bentuk dan dimensi casting dan inti , ditambah materi pola .
Langkah 1:Tentukan bidang perpisahan
Biasanya bidang perpisahan bertepatan dengan garis cetakan perpisahan.
Jika polanya dalam tipe pola potongan spilit atau pola banyak potongan, bagian atas dan bawah harus didefinisikan dengan jelas bahkan ketika permukaan pemisahnya simetris .
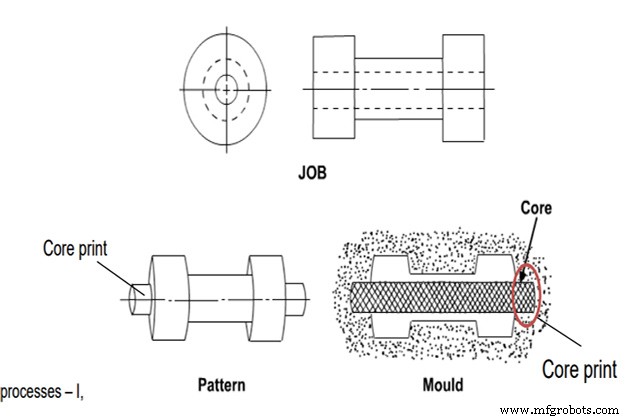
Langkah 2:Tentukan bentuk dan dimensi core print yang mendukung.
Pendukung core print digunakan untuk mendukung core print untuk dipasang di cetakan.
Toleransi dukungan core print akan langsung mempengaruhi toleransi dimensi di dalam cetakan. Oleh karena itu, perlu mempertimbangkan bentuk core print, celah antara core dan pattern serta proses perakitan pattern untuk mendesain core print yang mendukung .
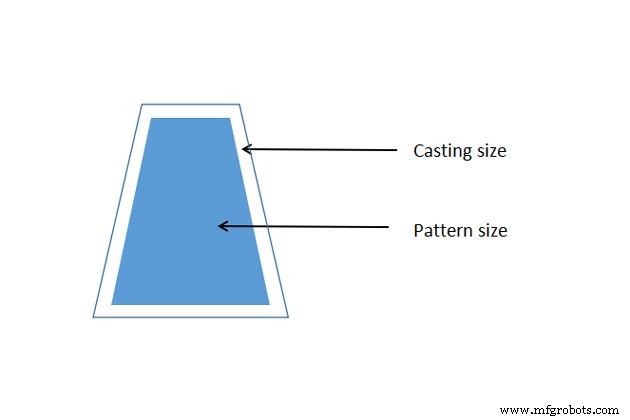
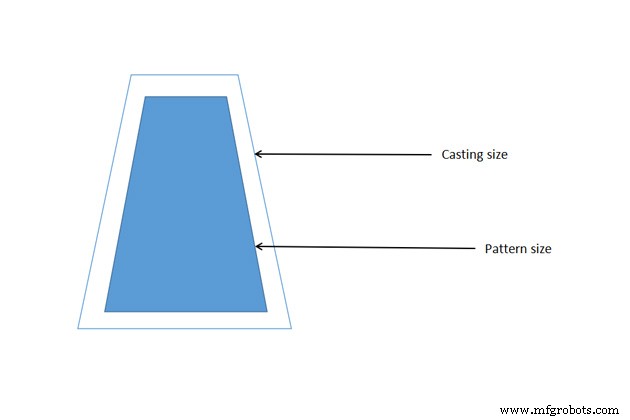
Langkah 3:Tentukan dimensi pola dan kelonggaran
Dengan pola memiliki bidang perpisahan, setiap bagian memiliki dimensi yang berbeda dan setelah bagian ini dirakit, mereka harus sesuai dengan dimensi pengecoran.
Jika polanya terbuat dari logam, jika dipadatkan akan menyusut . Oleh karena itu, jika Anda mengambil ukuran gambar casting yang benar sebagai model, ukuran casting akan lebih kecil secara signifikan. Untuk mengatasi masalah ini, rongga cetakan harus diperbesar dan ukuran pola harus lebih besar dari ukuran cetakan dengan proporsi penyusutan logam. Ini ditentukan berdasarkan kelonggaran pola .
Langkah 4:Tentukan bahan pola
Pola kayu :Jika polanya kecil, bisa dibuat dari kayu solid. Jika polanya lebih besar dan lebih rumit, harus terbuat dari kayu potong. Untuk mewakili gambar pola kayu, Anda dapat menggambar tampilan dan bagian penuh, atau menggunakan simbol potongan puzzle untuk menghemat waktu dan memudahkan membaca.
Pola logam :Berlaku untuk produksi massal atau pesanan volume tinggi. Jika volume pola besar, disarankan untuk membuat pola dengan logam berongga internal untuk mengurangi berat dan menghemat biaya material. Jika polanya kecil, pilih logam padat.
Langkah 5:Terletak saat merakit pola
Untuk sampel melingkar dengan bidang pemisah tegak lurus terhadap poros sentrifugal, hanya diperlukan 1 pin dowel.
Untuk tipe lain, gunakan 2 atau 3 pin dowel.
Pada prinsipnya, semakin jauh jarak antara pin dowel, semakin akurat pemosisiannya. Struktur pin dan lubang harus berukuran wajar agar mudah ditarik dan dibongkar . Untuk pola dengan bidang terbelah, pin dowel dari bagian cop harus sesuai dengan lubang yang dibuat dengan tepat pada bagian drag.
Selain itu, pada gambar pola perlu ditentukan kehalusan permukaan dan warna cat bagian-bagian pola.
2. Tunjangan pola casting
Tunjangan pola mencerminkan sifat-sifat logam tuang. Ketika pola dibuat, kelonggaran tertentu harus diberikan pada ukuran yang ditentukan dalam gambar komponen jadi sehingga pengecoran dengan spesifikasi tertentu dapat dilakukan.
Ada tunjangan sebagai berikut:
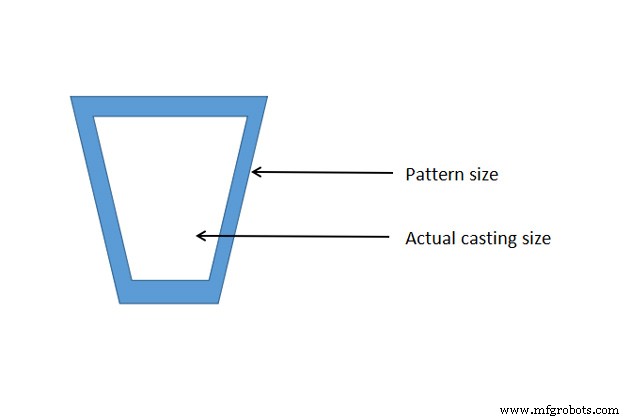
Pemadatan penyusutan (atau penyisihan kontraksi)
Sebagian besar logam mengalami penyusutan selama pendinginan, yang merupakan transisi dari cair ke padat (disebut susut cair) dan pendinginan dalam bentuk padat (disebut kontraksi linier).
Penyusutan zat cair adalah penurunan volume selama pemadatan (dari cair menjadi padat). Penyusutan cair dicatat oleh anak tangga, yang memberi makan logam cair ke casting, disediakan dalam cetakan.
Penyusutan padat adalah pengurangan ukuran sekaligus mengurangi panas saat pengecoran logam dalam keadaan padat. Untuk menjelaskan hal ini, penyisihan penyusutan disediakan pada pola.
Tingkat penyusutan dan tingkat tergantung pada bahannya. Tabel berikut menunjukkan tingkat penyusutan untuk berbagai logam.
Bahan
Penyusutan
Besi abu-abu
1%
Baja
2%
Tembaga/Aluminium
1,5%
Besi putih
1,5%
Magnesium
1,6%
Catatan:Penyusutan juga tergantung pada ukuran bahan, semakin panjang ukurannya, semakin tinggi penyusutannya.
Intinya, proses pembuatan pola formula susut adalah:
Ukuran pola =ukuran pengecoran + penyusutan logam
Namun pada saat merekam pada gambar tetap diharuskan mengambil data sesuai gambar pengecoran. Saat membuat pola, gunakan rasio ukuran tergantung pada paduan cor yang berbeda.
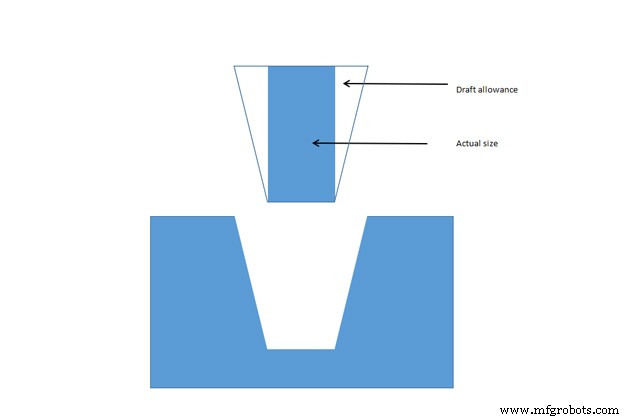
Draf atau tunjangan lancip
Ketika pola dikeluarkan dari cetakan pasir, dinding cetakan dapat tergesek dengan pola yang mengakibatkan pola robek dan rusak. Untuk menghindari hal ini, lancip pada semua permukaan vertikal pola harus dibuat, ini disebut kelonggaran draft .
Di sini, saat pengangkatan pola dimulai, semua permukaannya menjauh dari permukaan pasir. Oleh karena itu pola dapat dihilangkan tanpa merusak rongga cetakan.
Draf sudut dibuat untuk semua wajah pola, yang sejajar dengan arah penarikan untuk memudahkan proses penarikan. Tergantung pada ukuran permukaan luar, nilai draft Sudut berada pada kisaran 0,5 – 3 derajat.
Bahan
Tinggi permukaan tertentu (inci)
Draf sudut (Permukaan luar)
Draf sudut (Permukaan bagian dalam)
Kayu
1 1 – 2 2 – 4 4 – 8 8 – 32
3.00 1.50 1.00 0,75 0,50
3.00 2.50 1.50 1.00 1,00
Logam, plastik
1 1 – 2 2 – 4 4 – 8 8 – 32
1,50 1.00 0,75 0,50 0,50
3.00 2.00 1.00 1.00 0,75
Kelonggaran penyelesaian atau pemesinan
Permukaan hasil coran yang dikumpulkan biasanya ukurannya tidak tepat, sehingga pemesinan, seperti pembubutan atau penggilingan, harus dilakukan untuk meningkatkan kualitas permukaan akhir.
Karena pemesinan menghilangkan sejumlah logam dari pengecoran, sejumlah logam disebut kelonggaran pemesinan harus diimbangi. Tunjangan pemesinan dipengaruhi oleh metode casting, ukuran casting, bahan casting, dan kemungkinan penyelesaian casting.
Logam
Dimensi (inci)
Tunjangan (inci)
Besi tuang
Hingga 12 12 sampai 20 20 hingga 40
0,12 0,20 0,25
Baja tuang
Hingga 6 6 sampai 20 20 hingga 40
0,12 0,25 0,30
Non besi
Hingga 8 8 sampai 12 12 hingga 40
0,09 0.12 0.16
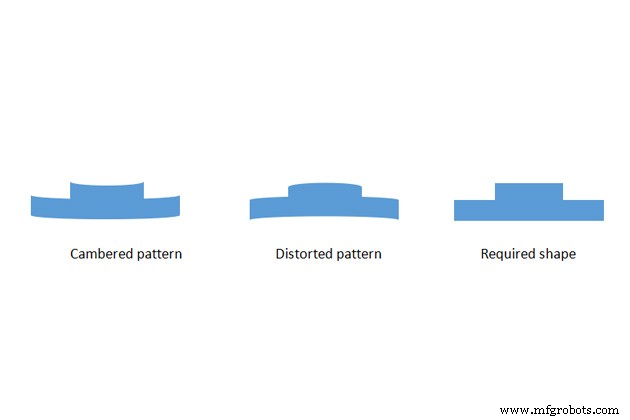
Distorsi atau kelonggaran kelengkungan
Selama pemadatan, jika coran berbentuk L, U, V, T, … atau lebih tipis dari panjangnya, akan cenderung terdeformasi pada bidang vertikal .
Alasan menyebabkan masalah ini adalah bahwa tegangan internal dikembangkan pada logam padat. Tegangan internal ini disebabkan oleh pendinginan yang tidak merata dari berbagai bagian pengecoran, yang menyebabkan konflik dalam kondensasi , ini disebut kelonggaran distorsi atau tunjangan camber .
Solusi untuk situasi ini adalah dengan memodifikasi desain pengecoran ke arah awalnya mendistorsi pola ke arah yang berlawanan. Tingkat distorsi yang harus diperbaiki dievaluasi berdasarkan pengalaman pembuat pola.
Tunjangan Rap atau Gemetar
Dalam proses mengeluarkan pola dari cetakan pasir, dengan pola besar atau pengecoran presisi tinggi, diperlukan rap di sekitar permukaan vertikal pola untuk memperluas rongga cetakan dan kemudian mengambil pola dengan lebih mudah. Ini hanya berlaku untuk dimensi yang sejajar dengan bidang perpisahan .
Untuk mengimbangi ini, kita perlu mengurangi ukuran pola aslinya. Tidak ada rumus baku untuk menghitung tunjangan ini karena sangat bergantung pada pekerja.
Core dan core print
Inti digunakan untuk membuat lubang atau ceruk dalam pengecoran . Inti biasanya terbuat dari pasir hijau atau kering.
Cetakan inti disediakan dalam cetakan untuk menempatkan, memposisikan, dan mendukung inti . Inti pasir akan tetap pada posisi itu saat logam cair dituangkan ke dalam cetakan.
Inti harus ditempatkan secara horizontal, vertikal atau digantung di dalam rongga cetakan. Namun, inti tidak dapat menggantung sendiri di dalam rongga cetakan tanpa dukungan apa pun. Cetakan inti disiapkan dengan bantuan proyeksi pada pola . Tapi masalahnya adalah saat melepas polanya, cetakannya rusak karena adanya tonjolan itu. Oleh karena itu, pola split digunakan untuk proses pengecoran yang menggunakan inti.
Cetakan inti harus memiliki ukuran dan bentuk yang sesuai untuk menahan berat inti dan daya apung logam cair di sekitarnya selama pengecoran.
3. Pembuatan pola
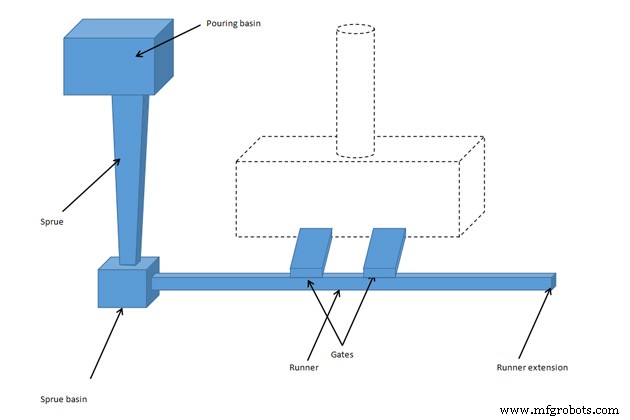
Desain sistem gerbang
Setiap pola akan mencakup sistem saluran untuk menuangkan logam cair ke dalam rongga cetakan . Sistem gating sangat penting karena mengatur kecepatan di mana logam dituangkan ke dalam cetakan. Jika kecepatannya terlalu cepat dapat menyebabkan korosi pada cetakan, jika terlalu lambat dapat menyebabkan logam menjadi dingin sebelum mengisi rongga.
Sistem gerbang ini terdiri dari bagian-bagian yang terhubung berikut:
Cangkir tuang :adalah masukan berbentuk kerucut ke dalam cetakan. Ini membantu mengontrol turbulensi aliran logam dan menstabilkan laju aliran, serta memisahkan terak selama penuangan.
Sprue :corong yang mengarahkan logam cair dari cangkir tuang ke sariawan yang meruncing, lalu melalui runner, masuk ke gerbang satu demi satu.
Gerbang :adalah ujung jalan, di sinilah Rongga Cetakan dimulai.
Ada dua jenis gerbang:gerbang besar dan gerbang kecil. Gerbang besar digunakan untuk mendinginkan logam dengan cepat dan gerbang yang lebih kecil digunakan untuk pendinginan lambat. Bergantung pada persyaratan tingkat kondensasi casting, gerbang yang masuk akal digunakan.
Bangun :Merupakan rongga logam cair dan merupakan bagian dari cetakan yang disediakan untuk mengkompensasi penyusutan logam karena mengurangi suhu dan membantu mencegah lubang. Riser adalah tempat logam cair mendingin secara perlahan. Berdasarkan risernya, pekerja akan mengetahui apakah dadu tersebut terisi atau tidak.
Jika pengecoran memiliki lubang dalam desain, inti harus ditempatkan di cetakan untuk menentukan posisi di mana logam tidak akan mengalir.
Terkadang dimungkinkan untuk menempatkan dingin pada permukaan pola sebelum pengecoran untuk mendinginkan secara lokal untuk menentukan urutan pendinginan logam cair. Dingin dapat dengan mudah dipulihkan dan digunakan kembali karena hanya potongan logam yang memiliki suhu yang jauh lebih dingin dan tidak melekat pada pengecoran.
Sistem gerbang dapat dirancang secara manual atau menggunakan perangkat lunak otomatis.
Detail tentang merancang sistem Gating:https://vietnamcastiron.com/gating-system/
Pembuatan pola
Seperti disebutkan, pola datang dalam berbagai bahan yang berbeda, termasuk kayu, logam, plastik dan lilin. Bahan pola kayu dan logam biasanya digunakan untuk pengecoran pasir , sedangkan lilin biasanya digunakan untuk pengecoran investasi .
Pola memiliki kompleksitas yang berbeda, tergantung pada ukuran, bentuk, dan jumlah yang dibutuhkan.
Dalam pengecoran investasi, ketika setiap pola lilin dihancurkan selama pengecoran, pola lilin diperlukan untuk setiap pengecoran dan pola lilin ini dibuat dalam cetakan. Lilin diisi ke dalam cetakan ini, dan setelah pendinginan, cetakan dipisahkan dan pola lilin satu potong diekstraksi.
Untuk pengecoran pasir, biasanya pola dibuat dari pola logam atau kayu. Jika presisi tinggi diperlukan, itu akan diproses oleh mesin CNC .
Ringkasan
Dengan demikian, VIC telah menjawab semua pertanyaan tentang bagaimana membuat pola pengecoran di industri pengerjaan logam dan catatan dalam proses pembuatan pola.
Selesai dan ukuran casting sangat bergantung pada pola casting, dan karenanya, menentukan keberhasilan kualitas produk casting. Oleh karena itu, pembuatan pola merupakan profesi yang membutuhkan pengalaman serta keahlian kerja tingkat tinggi.
Silakan ikuti seri blog casting dengan VIC untuk memperbarui lebih banyak pengetahuan tentang industri casting. Juga, jangan ragu untuk mengirim email kepada kami jika Anda mencari produsen OEM / ODM di industri pengecoran melalui:[email protected].