6 Berbagai jenis proses pengecoran yang digunakan dalam pengecoran logam
Di sini kami membuat daftar dan membahas 6 jenis pemrosesan pengecoran yang berbeda yang biasa diterapkan di pengecoran logam. Periksa di sini untuk menentukan berbagai jenis proses pengecoran, pro &kontra, dan aplikasi dari setiap teknik pengecoran.
Pengecoran adalah proses pengerjaan logam dalam pengecoran yang digunakan untuk memproduksi suku cadang pengecoran yang mencakup berbagai industri, mulai dari teknik mesin, komponen otomotif, suku cadang dirgantara hingga produk rumah tangga sehari-hari.
Proses pengecoran bekerja pada peleburan logam, penuangan ke dalam cetakan, dan menunggu pemadatan. Hasil kasar yang dikumpulkan dapat digunakan secara langsung atau harus melalui langkah-langkah pemesinan lebih lanjut.
Pengecoran logam adalah proses yang sangat fleksibel dan dapat membuat bagian berbentuk kompleks terlepas dari kekerasan logam, tetapi hanya pada suhu leleh logam. Dapat dikatakan bahwa logam apa pun yang dapat dicairkan dapat dicor.
Ada teknik yang berbeda untuk memproses pengerjaan logam dan setiap pengecoran berinvestasi dan berspesialisasi dalam jenis pemrosesan pengecoran tertentu. Dalam artikel ini, kami memperkenalkan 6 jenis proses pengecoran yang umum digunakan dalam pengecoran logam . Anda akan menemukan jawaban tentang bagaimana bagian pengecoran diproses dengan berbagai jenis metode pengecoran logam dan pro &kontra dari masing-masing teknologi.
1. Pengecoran pasir hijau
Apa itu pengecoran pasir hijau?
Teknik pasir hijau memiliki tradisi yang begitu panjang dalam industri pengecoran tetapi masih banyak digunakan sampai sekarang karena keefektifannya. Pengecoran pasir hijau adalah salah satu dari berbagai jenis pengecoran yang paling tradisional dan lebih disukai di pengecoran pengecoran .
Dalam proses pengecoran ini cetakan pasir diproduksi secara massal. Setiap cetakan pasir digunakan sekali dan dipecah untuk mengumpulkan cetakan kasar.
Berbeda dari pengecoran pasir resin, pasir hijau memiliki kandungan basah. Sebutan "hijau" bukan soal warnanya, melainkan tekstur kelembapan pasirnya. Ini dan memiliki kemampuan untuk mengikat secara alami sebagian besar karena agen tanah liat.
Komposisi cetakan pasir hijau
Untuk membuat cetakan pasir hijau, pengecoran logam menggabungkan komponen berikut:
Pasir:Pasir Silika (SiO2), Pasir Kromit (FeCr2O4), atau Pasir Zirkon (ZrSiO4) (sekitar 75 hingga 85%)
tanah liat bentonit:(5 sampai 11%)
Air (2-4%)
Lainnya (3-5%)
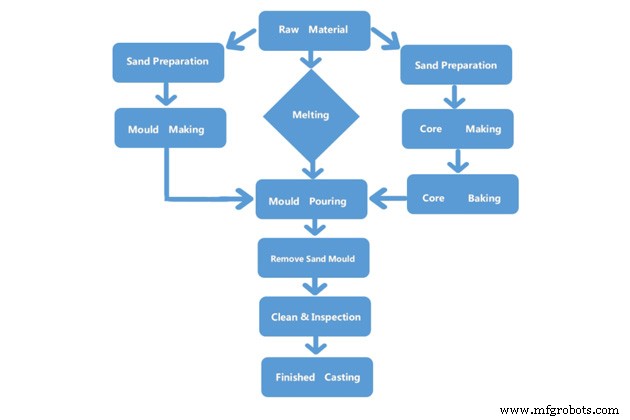
Proses pengecoran pasir hijau
Pengecoran pasir hijau diproses dengan mengikuti langkah-langkah berikut
Langkah 1 :Mencampur pasir menurut perbandingan. Sangat penting untuk menentukan ikatan campuran pasir. Setiap pengecoran logam mengikuti rasio di atas tetapi mereka akan memiliki formula pencampuran rahasia dengan menambahkan agen lain.
Langkah 2 :Masukkan pasir ke dalam pembuat cetakan dan tekan pola untuk membuat rongga cetakan. Saat ini pengecoran menggunakan alat bantu dan tarik untuk membuat cetakan pasir.
Langkah 3 :Menghapus pola, rongga cetakan yang memiliki bentuk yang mirip dengan pengecoran maksud akan dibuat.
Langkah 4 :Menerapkan lapisan pelapis ke permukaan cetakan untuk meningkatkan kilap permukaan dan tahan panas.
Langkah 5 :Menuangkan logam cair ke dalam rongga cetakan dan pendinginan. Kumpulkan pembuatan kasar dan lanjutkan langkah pemesinan lebih lanjut (jika diperlukan).
Langkah 6 :Ulangi langkah-langkah ini untuk membuat cetakan yang cukup untuk produksi massal.
Karakteristik pengecoran pasir hijau
Keuntungan :
Ini adalah produksi yang ekonomis dan murah, terutama dalam volume rendah
Tidak memerlukan investasi teknologi yang sangat tinggi di fasilitas pabrik
Terapkan untuk pesanan casting volume sedang dan tinggi
Biarkan paduan apa pun dituangkan ke dalam cetakan (baik bahan besi dan non-ferro). Plus dapat digunakan untuk hampir semua pola dan desain
Pasir dapat digunakan kembali setelah pengecoran dikumpulkan. Menghemat biaya bahan masukan untuk pengecoran.
Batasan
Batas dalam ukuran casting. Itu dapat membuat coran dalam kisaran berat 1 hingga 500 pon. Untuk yang lebih besar, harus dipertimbangkan metode casting lainnya.
Tidak disarankan untuk memberikan detail casting yang rumit
Toleransi besar yang membutuhkan lebih banyak perawatan mesin
Membuat kekhawatiran tentang cacat pengecoran seperti lubang sembur, porositas, dll., tetapi dapat dikontrol dengan kiat teknis pengecoran.
Aplikasi pengecoran pasir hijau
Pengecoran pasir hijau sangat populer dengan berbagai aplikasi. Di Amerika, 42% bagian pengecoran dibuat dengan proses pasir hijau sementara pengecoran tanpa panggang, sebagai perbandingan, membutuhkan 40% (metode pengecoran populer kedua).
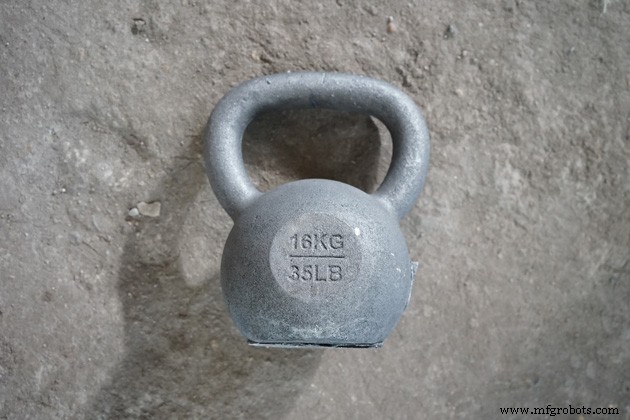
Anda dapat menemukan bagian pengecoran pasir hijau, dari potongan dekorasi luar ruangan seperti tiang lampu, bangku, tempat sampah; detail teknik, suku cadang otomotif, aerospace, rumah pompa hingga bobot pelampung laut, dll.
Baca lebih lanjut tentang pengecoran pasir hijau di sini.
2. Pengecoran pasir resin Furan
Apa itu pengecoran pasir resin furan?
Berbagai jenis proses pengecoran umum lainnya dalam pengecoran logam adalah pengecoran pasir resin furan. Berbeda dengan pasir hijau yang memberikan ikatan alami, pengecoran pasir resin furan bergantung pada beberapa katalis dan pengikat untuk merekatkan pasir. Dalam metode pengecoran ini, pasir, resin furan, dan Katalis bercampur menjadi satu dan campuran pasir mengeras sendiri dengan reaksi kimia.
Hasil kasar yang dikumpulkan memiliki permukaan akhir yang halus dan presisi tinggi.
Komposisi cetakan pasir resin Furan
Dalam pengecoran pasir resin furan, cetakan dibuat dengan rumus berikut:
Pasir:Pasir silika (SiO2) (40-60%)
Resin furan:0,7-1,3% tergantung pada massa pengecoran. Dibutuhkan lebih sedikit atau tanpa nitrogen sesuai dengan persyaratan casting dan struktur bagian casting.
Resin furan memainkan peran penting dalam metode pengecoran ini. Ini adalah senyawa polimer dengan 75% Furfurylalcohol + 11% Formaldehida + 9% Ure + 5% Air. Rasio Formaldehida dan Urea mempengaruhi waktu pemadatan dan kekuatan campuran resin, sedangkan Furfurylalcohol (FA) mempengaruhi sifat tahan panas dari campuran.
Katalis:zat pemadatan dan zat aneksasi (30-50%)
Proses pengecoran pasir resin furan
Proses pengecoran pasir resin furan dijelaskan dengan bagan berikut:
Karakteristik pengecoran pasir resin Furan
Keuntungan
Toleransi yang ketat dan presisi tinggi
Ini memberikan hasil akhir pengecoran permukaan yang sangat halus dibandingkan dengan metode pengecoran lainnya
Meminimalkan cacat pengecoran seperti lubang pasir, lubang udara, dan penyusutan
Fleksibel dalam ukuran casting. Pengecoran pasir resin Furan dapat membuat potongan besar dengan berat mulai dari selusin kilogram hingga beberapa ton
Batasan
Ini adalah metode yang lebih mahal daripada proses pengecoran lainnya
Persyaratan ketat untuk bahan baku
Menimbulkan masalah lingkungan
Aplikasi pengecoran pasir resin Furan
Dengan keunggulannya yang luar biasa, casing pasir resin furan sering kali lebih disukai untuk mencetak bagian yang rumit dan detail yang memerlukan presisi tinggi dan toleransi yang ketat seperti suku cadang otomotif, detail mesin pertanian, suku cadang ruang angkasa, mesin kapal, dll.
Baca lebih lanjut tentang pengecoran pasir resin furan di sini.
3. Pengecoran busa yang hilang
Apa itu pengecoran busa yang hilang?
Pengecoran busa yang hilang adalah sejenis proses pola penguapan yang mirip dengan pengecoran investasi. Alih-alih lilin, polanya terbuat dari busa dalam metode busa yang hilang.
Berbeda dengan pengecoran pasir, pola itu dapat dilepas dan digunakan kembali untuk membuat cetakan lain, pola busa yang hilang dapat digunakan sekali dan diuapkan sehingga membentuk bagian-bagian pengecoran.
Tidak sepopuler pengecoran pasir, tetapi pengecoran busa yang hilang adalah salah satu dari berbagai jenis proses pengecoran yang tetap memiliki fitur luar biasa yang sesuai untuk produksi massal bagian pengecoran detail kecil dan menengah.
Proses pengecoran busa yang hilang
Proses pengecoran busa yang hilang mengikuti langkah-langkah berikut:
Langkah 1 :membuat pola. Pola busa yang hilang dapat dibuat dengan mesin pemotong atau dengan metode pencetakan injeksi manik-manik polistirena . Pola tersebut dapat berupa pola yang dikompetisikan (desain sederhana) atau beberapa bagian kemudian direkatkan untuk membentuk replika pengecoran maksud.
Langkah 2 :pelapis cat insulasi untuk meningkatkan daya tahan permukaan cetakan dan melindungi dari erosi dan pecah
Langkah 3: pola busa ditempatkan ke dalam labu yang mengelilingi pasir yang tidak terikat dan dipadatkan.
Langkah 4: menuangkan logam cair, menguapkan pola busa, dan membentuk pengecoran kasar
Langkah 5: membersihkan pasir yang tersisa dan pemesinan lebih lanjut jika diperlukan.
Karakteristik pengecoran busa yang hilang
Keuntungan
Desain fleksibel
Cast bentuk kompleks yang tidak terpikirkan dalam proses casting lainnya
Presisi tinggi dan toleransi ketat
Tidak ada cacat inti, tidak ada pergeseran cetakan, permukaan akhir yang sangat halus
Kurangi waktu pemrosesan
Mengurangi biaya produksi dan investasi
Batasan
Lebih mahal dari metode lain
Akan sangat mahal untuk penyiapan atau pesanan kecil
Aplikasi pengecoran busa yang hilang
Pengecoran busa yang hilang tidak terbatas pada desain dan jenis paduan apa pun. Seringkali memilih untuk melemparkan bagian casting yang kompleks sehingga metode lain tidak dapat bekerja. Misalnya suku cadang otomotif, elemen mesin presisi tinggi, produk inti yang rumit…
Baca lebih lanjut tentang pengecoran busa yang hilang di sini.
4. Pengecoran investasi
Apa itu casting investasi?
Pengecoran investasi atau pengecoran lilin yang hilang adalah metode pengecoran canggih yang digunakan untuk mencetak bentuk dinding yang rumit dan tipis. Proses ini mirip dengan pengecoran busa yang hilang. Alih-alih pola busa, pola lilin sekali pakai dibentuk dengan metode injeksi kemudian dilapisi dengan beberapa lapisan bahan tahan api.
Dengan melelehkan pola lilin, rongga cetakan dibuat dan siap untuk menuangkan cairan logam ke dalamnya. Perhatikan bahwa pola hanya digunakan sekali dan setiap casting membutuhkan pola.
Metode ini memiliki karakteristik pengecoran detail dengan akurasi tinggi, sehingga sering lebih disukai untuk produk cor untuk industri manufaktur mesin, terutama produksi detail kecil, presisi tinggi, tanpa permesinan atau tidak dapat dikerjakan dengan mesin.
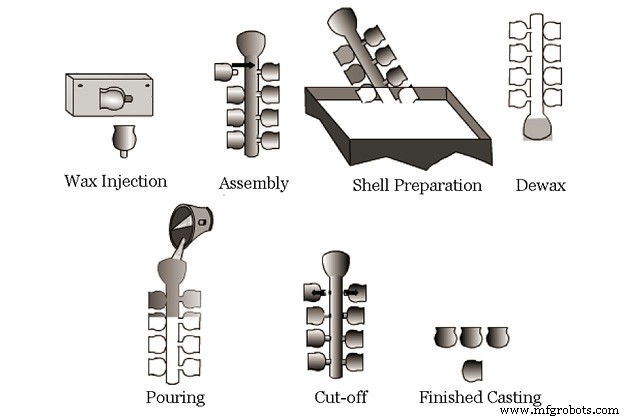
Proses casting investasi
Langkah 1 :Membuat pola dan cetakan master
Langkah 2 :Menyuntikkan lilin ke dalam cetakan untuk membuat pola lilin.
Langkah 3 :Merakit bagian pola
Langkah 4 :Pembuatan cangkang
Langkah 5 :De-waxing dengan panas
Langkah 6 :Menuangkan logam cair
Langkah 7 :Menghancurkan
Langkah 8 :Memotong
Langkah 9 :Bagian casting selesai
Karakteristik casting investasi
Keuntungan
Pengecoran investasi adalah pendekatan pengecoran modern dengan banyak keuntungan.
Dibandingkan dengan pengecoran pasir, pengecoran lilin yang hilang dapat membuat detail kompleks yang lebih baik, dinding tipis, kualitas permukaan tinggi, dan secara signifikan mengurangi pekerjaan pemesinan. Banyak bagian casting yang sudah jadi dapat langsung digunakan.
Dapat membuat produk dengan berat dari beberapa gram hingga satu ton.
Dapat menghasilkan paduan yang sulit dicairkan seperti baja tahan karat, baja tipis
Permukaan casting sangat presisi dan mengkilap
Pengecoran cenderung tidak retak atau melengkung
Batasan
Intensitas tenaga kerja tinggi
Siklus produksi yang panjang
Biaya pembuatan cetakan tinggi
Aplikasi casting investasi
Pengecoran kompleks, atau dalam produksi massal untuk membuat roda gigi; bagasi sepeda; cakram motor; suku cadang dalam mesin peledakan … Pengecoran dengan berat dari 0,02 100kg; ketebalan hingga 0,3 mm dan diameter lubang hingga 2 mm.
5. Pengecoran mati
Apa itu die casting?
Die casting adalah metode bahan cetakan di bawah tekanan tinggi dan diterapkan pada logam dan paduan non-ferrous.
Ini digunakan dalam pengecoran suku cadang untuk pesanan massal karena keuntungan dari metode pengecoran ini adalah produktivitasnya yang tinggi dan proses yang disederhanakan berkat penerapan saluran yang sepenuhnya otomatis. Hasil kasar yang dikumpulkan memiliki toleransi yang ketat, presisi tinggi, dan permukaan akhir yang mengkilap.
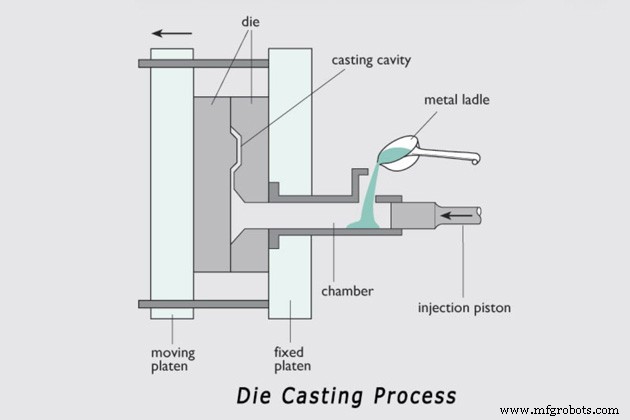
Proses pengecoran mati
Langkah 1 :Melelehkan logam menjadi cairan
Langkah 2 :Menuangkan logam cair ke dalam bilik
Langkah 3 :Tekanan tinggi sistem injeksi piston mendorong cairan ke dalam cetakan
Langkah 4 :Tunggu hingga casting memadat, lalu lepaskan core
Langkah 5 :Kait akan mengeluarkan objek
Langkah 5 :Buang bahan bekas dan lanjutkan segmen berikutnya
Seluruh proses pengecoran metode die casting membutuhkan penggunaan piston bertekanan tinggi dan pengepresan yang ketat untuk memastikan daya tahan casting. Dengan proses jalur otomatis, kualitas pengecoran tergantung pada banyak faktor seperti komposisi logam cair, sistem permesinan, tekanan pengecoran, dll.
Karakteristik die casting
Keuntungan
Toleransi yang ketat dan presisi tinggi
Mampu melakukan pengecoran dinding tipis bahkan 1mm
Permukaan pengecoran mengkilap tinggi
Konsistensi tinggi pada dimensi dan desain seragam
Mengurangi pekerjaan pemesinan
Efisiensi produksi volume tinggi dan cocok untuk pesanan massal
Jalur otomatis yang menghemat biaya tenaga kerja
Batasan
Biaya perkakas mahal
Memerlukan investasi mesin di muka
Batas dalam desain cetakan
Aplikasi die casting
Die casting sering digunakan dalam pengecoran bagian kecil, pesanan massal seperti piston, poros engkol, gearbox, dll. Dapat menghasilkan pengecoran yang sering beratnya mencapai 5kg, tetapi ada juga kasing untuk suku cadang yang beratnya mencapai 50kg tetapi harganya sangat tinggi.
Paduan yang digunakan dalam die casting harus seragam, memiliki sifat encer yang baik saat dilebur dan komposisinya stabil agar tidak menempel pada cetakan, serta memiliki kekuatan plastis saat dipanaskan pada suhu tinggi. Tembaga, aluminium, dan baja tahan karat sering kali lebih disukai dalam teknologi pengecoran ini.
Dalam die casting, paduan aluminium paling banyak digunakan dibandingkan dengan semua paduan lainnya. Di AS saja, aluminium die casting bernilai hingga $2,5 miliar per tahun. Khususnya, aluminium die casting menyumbang dua kali lipat dari gabungan semua metode lainnya.
6. Pengecoran cetakan permanen
Apa itu pengecoran cetakan permanen?
Pengecoran cetakan permanen, juga dikenal sebagai pengecoran cetakan logam adalah proses pengecoran di mana cetakan terbuat dari logam seperti die casting. Ini digunakan untuk menghasilkan coran dalam jumlah besar dengan menggunakan cetakan tunggal yang dapat digunakan kembali. Cetakan dapat digunakan kembali berkali-kali sehingga disebut metode pencetakan permanen.
Pengecoran cetakan permanen cocok untuk coran yang lebih besar daripada die casting, sekitar 10kg, tentu saja, bisa lebih tinggi, 20kg bahkan 50kg, dan biayanya akan lebih tinggi.
Proses pengecoran cetakan permanen
Proses pengecoran cetakan permanen hanya mencakup langkah-langkah berikut:
Langkah 1 :menuangkan logam cair ke dalam cetakan
Langkah 2 :memungkinkan pendinginan dan pemadatan
Langkah 3 :membuka cetakan dan mengumpulkan casting;
Langkah 4 :lalu lanjutkan proses di atas untuk membuat casting sebanyak yang diperlukan.
Khususnya, cetakan dalam proses ini terbuat dari bahan logam bersuhu tinggi seperti besi tuang agar dapat menahan pemanasan dan pendinginan terus menerus saat mengambil volume besar.
Karakteristik pengecoran cetakan permanen
Keuntungan
Hasil casting dengan toleransi presisi tinggi dan ketat
Permukaan akhir yang bagus dengan sedikit cacat pengecoran seperti pengecoran pasir
Pengecoran memiliki kekuatan, ketangguhan, dan keuletan yang tinggi
Daya tahan cetakannya tinggi.
Karena menghemat waktu pembuatan cetakan, produktivitas tinggi mengurangi biaya produksi.
Batasan
Sulit untuk melemparkan objek yang terlalu rumit, dengan dinding besar dan berat
Biaya pembuatan cetakan tinggi.
Dibutuhkan mekanisme untuk mendorong coran keluar dari cetakan, sehingga terkadang membentuk penyok pada coran.
Aplikasi pengecoran cetakan permanen
Cetakan pengecoran permanen ini paling sering digunakan untuk mencetak aluminium, magnesium, paduan tembaga, dan besi cor kelabu karena titik lelehnya yang rendah. Cocok untuk produksi massal dengan coran sederhana dan kecil atau menengah seperti piston, billet roda gigi, peralatan dapur, detail pada peralatan mesin, roda pesawat, suku cadang pompa, dll., yang tidak lebih berat dari 25kg. Untuk objek dengan bentuk internal yang kompleks, disarankan untuk menggunakan inti pasir.
Ringkasan
Konten di atas telah mencantumkan dan menganalisis 6 jenis proses casting yang berbeda umum digunakan di pabrik pengecoran logam. Secara keseluruhan, masing-masing teknik casting ini memiliki kekuatan dan keterbatasan. Tergantung pada persyaratan pengecoran dan permintaan proyek, pengecoran akan mempertimbangkan proses pengecoran yang sesuai dengan aplikasi.
Sebagai salah satu perusahaan pengecoran terkemuka dan grosir ke pasar dunia, VIC adalah pengecoran pengecoran pasir dengan tiga teknik pengecoran utama termasuk pengecoran pasir hijau, pengecoran resin furan, dan pengecoran busa hilang. Dengan tiga jenis casting yang berbeda ini, kami dapat memproduksi bagian casting apa pun, mulai dari ukuran kecil, sedang, besar hingga desain bentuk yang sederhana dan rumit. Hubungi pengecoran VIC untuk proyek bagian pengecoran OEM melalui email ADMIN@MFGROBOTS.COM