Metode Peningkatan Teknologi Pemesinan CNC Untuk Bagian Berdinding Tipis
Masalah Dalam Proses Pemesinan CNC Bagian Berdinding Tipis
(1) P masalah di pemesinan proses
Proses pemesinan CNC dari bagian berdinding tipis mengharuskan ketebalan seluruh bagian tidak melebihi 1mm. Meskipun struktur keseluruhan bagian berdinding tipis relatif kompak, kekakuannya buruk dan kekuatannya tidak dapat memenuhi persyaratan produksi dan pemrosesan yang sebenarnya. Dalam proses pengolahan yang sebenarnya, efek pengolahan sering disebabkan oleh bahan itu sendiri. Tidak memenuhi persyaratan desain yang sebenarnya. Oleh karena itu, pemrosesan ulang harus dilakukan dengan meningkatkan proses untuk memastikan efek pemrosesan.
(2) P bermasalah dengan pemesinan metode
Dalam proses penjepitan bagian, atas dasar memastikan kekompakan seluruh penjepit, penyesuaian dan optimalisasi yang tepat harus dilakukan secara efektif, dan matriks manajemen dan rotasi harus dikontrol dan dioptimalkan sekomprehensif mungkin. Pada saat yang sama, karena klem itu sendiri dipengaruhi oleh spindel, hanya dengan memastikan bahwa semua pusat kontrol gravitasi terkonsentrasi di bagian atas spindel dapat secara efektif memastikan pengembangan penuh dari setiap pekerjaan. Kontrol dan pemilihan kedalaman suspensi yang efektif untuk keadaan aktual bagian saat ini untuk memastikan bahwa seluruh panjang memenuhi persyaratan desain saat ini. Pada saat yang sama, dalam proses produksi, juga harus dipastikan bahwa kekuatan dan kekerasan klip memenuhi kebutuhan aktual saat ini, sehingga dapat mengurangi kerusakan klip dan memastikan operasi jangka panjang dari semua klip sebagai sebanyak mungkin. Namun, dalam praktiknya, kontrol pahat terutama terkonsentrasi pada pemesinan CNC dan pemotongan bagian berdinding tipis. Banyak operator tidak memilih seluruh sudut potong, yang pada akhirnya menghasilkan sudut potong keseluruhan yang tidak memenuhi persyaratan praktis saat ini untuk memastikan bahwa persyaratan pemesinan yang diberikan hanya memerlukan sedikit usaha, yang pada akhirnya memastikan bahwa bagian tersebut dapat dikontrol secara efektif pada basis variabel.
Langkah Pengoptimalan Proses Untuk Metode Pemesinan CNC Bagian Berdinding Tipis:
(1) Optimalkan pemesinan teknologi
Dibandingkan dengan teknologi pemrosesan tradisional, melalui metode pemrosesan kontrol numerik dari bagian berdinding tipis, desain dan pemrosesan teknologi yang diadopsi dapat sangat mengurangi kesalahan data dalam proses pemrosesan, sehingga secara efektif menjamin kualitas aktual dari produk bagian saat ini. Melalui analisis komprehensif dari proses teknis yang terkait dengan pemesinan NC bagian berdinding tipis, metode pemesinan NC bagian berdinding tipis pada tahap ini terutama ditransformasikan dari pemesinan kasar ke pemesinan finishing. Dalam proses pemesinan kasar menggunakan teknologi kontrol numerik, seringkali perlu untuk menganalisis situasi aktual dari bagian saat ini, dan kemudian merumuskan metode pemrosesan target, yang tidak hanya dapat meningkatkan kualitas pemesinan, tetapi juga mengurangi kerugian. Setelah pemesinan kasar selesai, Anda dapat terus menggunakan peralatan teknis untuk semi-finishing, terutama untuk mengusulkan bahan yang relevan pada permukaan bagian untuk memastikan keakuratan data pasca-pemrosesan secara efektif. Dalam proses finishing, untuk menerapkan finishing secara efektif, analisis data yang akurat harus dilakukan, dan manajemen pemrosesan harus dilakukan melalui sarana teknis yang baik. Misalnya, pemesinan dan pengoptimalan dapat dilakukan dengan penggilingan halus pada lingkaran luar, yang pada akhirnya memastikan bahwa keseluruhan bagian memenuhi persyaratan desain saat ini. Pemesinan CNC dari bagian berdinding tipis itu sendiri memiliki persyaratan pemrosesan yang relatif tinggi. Untuk secara efektif meningkatkan pembuatan bahan yang baik dan mengurangi konsumsi sumber daya sebanyak mungkin, dalam proses pemesinan CNC bagian berdinding tipis, pertama-tama lakukan pekerjaan dengan baik dalam kontrol deformasi CNC, dan cobalah untuk menjadi metode pemrosesan saat ini dan Parameter pemrosesan, secara efektif mengusulkan rencana pemrosesan ilmiah, dan akhirnya memastikan bahwa nilai deformasi berada dalam kisaran yang dapat dikontrol
(2) Ubah pemesinan metode
Metode pemrosesan pemesinan CNC dari bagian berdinding tipis terutama mencakup tiga aspek:desain proses, kontrol alat penjepit bagian dan sebagainya. Dalam proses pemesinan CNC aktual dari bagian berdinding tipis, proses analisis kebijakan CNC harus diselesaikan secara efektif, kapasitas beban aktual perangkat keras dalam proses pemesinan aktual pada tahap saat ini harus diklarifikasi, hubungan antara urutan beban dan deformasi harus dianalisis secara efektif, dan akhirnya metode desain proses yang ditargetkan. F=KU Ini adalah rumus untuk proses perhitungan utama saat ini. F adalah susunan beban suku cadang mesin CNC untuk suku cadang berdinding tipis, dan KU adalah matriks ringan, yang merupakan nilai teknis deformasi pemesinan. Melalui analisis komprehensif antara ketiganya, dapat diamati bahwa ketika nilai susunan beban secara bertahap menurun, matriks cahaya harus disesuaikan secara efektif, dan akhirnya peningkatan kualitas bagian secara keseluruhan dapat dijamin secara efektif. Dan untuk memperkuat kekuatan material yang sesuai, nilai KU harus disesuaikan dan dioptimalkan secara menyeluruh, dan akhirnya metode pemrosesan dan produksi yang tepat harus dipilih.
Estimasi Pengaruh Pengoptimalan C Proses Pemesinan NC Untuk Bagian Berdinding Tipis
1. Secara efektif mengontrol deformasi bagian
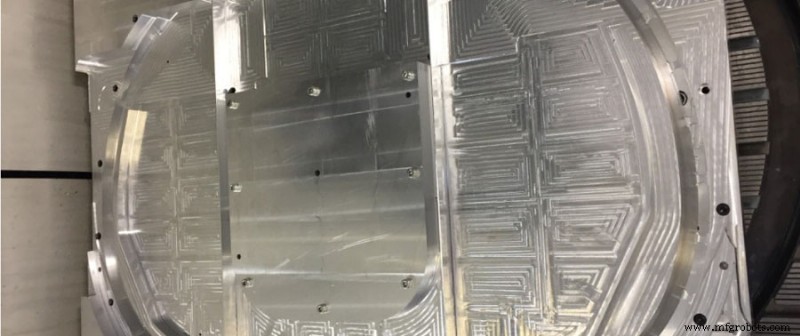
Dikombinasikan dengan situasi aktual saat ini, dalam proses penerapan pemesinan CNC bagian berdinding tipis, desain pemesinan harus dilakukan sesuai dengan persyaratan desain aktual, seperti yang ditunjukkan pada Gambar 1. Pertama, pengasaran harus dilakukan, kemudian dengan semi -finishing, dan akhirnya finishing. Atas dasar pelaksanaan pengolahan, kontrol permukaan harus dilakukan terlebih dahulu, dan harus dioptimalkan semaksimal mungkin pada basis aslinya. Namun, dalam proses konstruksi bagian kosong, diyakini bahwa interior dipengaruhi oleh lingkungan eksternal, dan dengan penambahan perlakuan panas, mudah untuk merusak bagian saat ini, yang pada akhirnya mempengaruhi ukuran sebenarnya dan kualitas desain. Pemesinan CNC dari bagian berdinding tipis. Karena tingkat ketebalan dinding terus berubah, struktur kakunya tidak dapat memenuhi kebutuhan produksi aktual, sehingga panduannya sendiri akan berubah sampai batas tertentu. Dalam pengurangan ketebalan dinding yang terus menerus, getaran pemotongan disebabkan, dan akhirnya ukuran produk yang sebenarnya tidak dapat memenuhi persyaratan desain yang sebenarnya, dan permukaan intinya tidak dapat dijamin. Proses pemesinan CNC terutama tergantung pada parameter desain aktual dan metode pemrosesan ilmiah yang jelas, tetapi karena pengaruh eksternal dan berbagai faktor, sering kali secara langsung mengarah pada peningkatan bertahap dalam kesulitan pemrosesan, kualitas produk tidak dapat memenuhi persyaratan desain produksi yang sebenarnya, dan akhirnya mencapai akurasi dan akurasi produksi yang diharapkan. Kesenjangannya besar dan tidak dapat menahan gaya penjepitan yang ditetapkan, mengakibatkan deformasi, menghasilkan pemesinan CNC berkualitas rendah untuk komponen berdinding tipis.
2. Sepenuhnya mengoptimalkan efek proses
Untuk meningkatkan kualitas proses secara komprehensif, perlu dilakukan optimalisasi teknologi dari dua aspek yaitu rencana perbaikan proses dan peningkatan metode pengolahan, sehingga dapat meningkatkan kualitas proses secara komprehensif.
(1) Rencana peningkatan proses.
Dikombinasikan dengan kebutuhan desain aktual saat ini, dalam proses menyelesaikan pemesinan CNC dari bagian berdinding tipis, seluruh permukaan ujung harus digiling secara kasar terlebih dahulu, dan kemudian pemesinan awal harus diselesaikan dengan perlakuan panas. Ambil langkah-langkah berikut:Ubah gaya penjepit radial menjadi kompresi aksial, sehingga bagian-bagiannya hanya dipengaruhi oleh gaya aksial dan bukan gaya radial, yang sangat mengurangi deformasi penjepitan bagian-bagian tersebut. Setelah pemrosesan awal selesai, pemrosesan harus dilakukan dengan cara penghilangan panas, dan akhirnya finishing selesai. Dalam proses finishing, kelonggaran harus diatur dan dikelola terlebih dahulu untuk secara efektif menghindari banyak metode konstruksi yang tidak dapat dilaksanakan sesuai dengan persyaratan pemrosesan yang ditetapkan karena faktor kelonggaran, dan mengurangi masalah terkait seperti bentuk desain lingkaran dalam yang tidak dapat dikoreksi karena uang saku yang kecil.
(2) Tingkatkan metode pemrosesan.
Untuk memastikan bahwa keadaan lubang yang sebenarnya dapat berada dalam kendali perancang, dalam proses finishing, teknologi operasi pisau ringan juga harus digunakan sebanyak mungkin untuk meningkatkan kualitas permesinan CNC sebanyak mungkin untuk memastikan efek pemesinan. Untuk meningkatkan metode pemrosesan, operator diharuskan untuk memilih pemrosesan mesin yang ditargetkan berdasarkan pemrosesan bagian yang sebenarnya untuk memastikan kekuatan pemrosesan, untuk mencapai stabilitas bagian yang diproses sebanyak mungkin, dan untuk memastikan bahwa bahan digunakan pada tahap ini memenuhi persyaratan kerja yang ditetapkan. , mengurangi kerusakan suku cadang yang disebabkan oleh kerusakan peralatan pemrosesan.
Kesimpulan
Dengan menganalisis situasi aktual pemesinan CNC bagian berdinding tipis di negara saya, dikombinasikan dengan efek aktual transformasi teknologi, hanya dengan mengoptimalkan pemesinan CNC bagian berdinding tipis, kualitas pemesinan dapat ditingkatkan secara efektif, garis getaran, deformasi dan masalah lainnya dapat dikurangi, dan ukuran dan permukaan produk yang sebenarnya dapat dijamin secara efektif. Kekasaran memenuhi persyaratan manajemen desain saat ini. Melalui analisis dan penelitian yang efektif dari hasil kasus yang relevan, tidak hanya analisis dan optimasi harus dilakukan dalam kombinasi dengan pengalaman produksi aktual, tetapi juga masalah yang berbeda yang disebabkan oleh metode pemrosesan yang berbeda harus diusulkan untuk memastikan bahwa pemrosesan kualitas tidak dibatasi oleh pengalaman produksi sebanyak mungkin, dan akhirnya kerusakan kualitas mesin CNC bagian berdinding tipis. Oleh karena itu, hanya dengan terus memperkuat kualitas analisis simulasi pemesinan CNC dan meningkatkan metode pemesinan dengan cara yang efektif, kualitas pemesinan dapat ditingkatkan sebanyak mungkin dan memastikan semua kualitas pemesinan yang dapat dikontrol.


