Setelan &Profil Cura PETG Ideal untuk Cetakan Sempurna!
PETG adalah salah satu polimer yang paling banyak digunakan dalam pencetakan 3D yang hanya dilampaui oleh PLA. Ini adalah versi modifikasi dari plastik yang digunakan dalam botol soda, misalnya. Modifikasi membuatnya lebih cocok untuk printer 3D karena menurunkan suhu lelehnya dan membuatnya lebih mudah untuk diekstrusi. Dibandingkan dengan PLA, PETG lebih keras tetapi lebih lembut. Beberapa filamen juga memiliki opasitas yang bervariasi dan dapat mencapai tingkat transparansi yang baik yang tidak hanya baik untuk alasan estetika tetapi juga untuk proyek yang menggabungkan lampu di dalamnya. Ini juga memiliki rentang suhu kerja yang lebih tinggi, dan lebih cocok untuk kondisi luar ruangan.
Sekarang setelah kita mengetahui keuntungan menggunakan PETG, mari cari tahu cara menyetel setelan printer untuk mencapai hasil terbaik!
Untuk pencetakan dengan PETG, suhu harus diatur ke 70+ºC, sedangkan suhu pencetakan harus antara 220ºC-240ºC. Penting untuk mematikan kipas untuk lapisan awal dan mengatur kecepatan pencetakan antara 30 dan 500mm/s. Dengan PETG, Anda harus berhati-hati terhadap penyambungan, adhesi tempat tidur, dan pemisahan atau delaminasi lapisan, yang berarti bahwa pengaturan retraksi sangat penting.
Saya akan membahas masing-masing pengaturan secara lebih rinci dan mendiskusikan cara menyempurnakannya. Mari kita mulai!
Masalah dengan PETG
PETG bisa menjadi sangat berserabut tetapi ini hanya masalah memiliki retraksi yang dikalibrasi dengan baik atau dengan cepat meniup model jadi dengan senapan panas untuk menghilangkan bulu tipis plastik. Adhesi tempat tidur juga menjadi perhatian karena untuk beberapa pengguna PETG tidak menempel cukup baik dan untuk yang lain, menempel terlalu baik dan membuat melepas model dari tempat tidur menjadi sulit. Terakhir, ada ikatan lapisan yang buruk yang dapat menimbulkan beberapa masalah, tetapi biasanya juga dapat diatur dalam alat pengiris
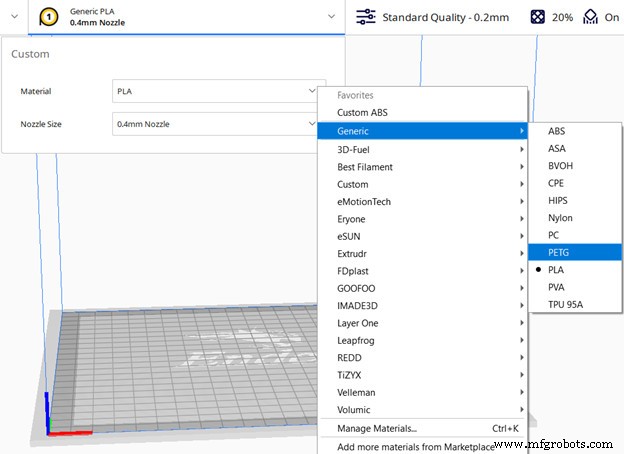
Aktifkan profil PETG default Cura (Gunakan sebagai titik awal)
Cura memiliki banyak profil untuk merek-merek terkenal yang ada di dalamnya, jadi merupakan ide yang cerdas untuk menggunakannya sebagai titik awal dan melakukan penyesuaian kecil dari sana. Jika merek tidak terdaftar, Anda dapat memulai dengan profil PETG generik.
Tinggi Lapisan
Tinggi lapisan memiliki pengaruh yang signifikan terhadap waktu cetak, detail, dan kekuatan. Semakin tinggi tinggi lapisan, semakin pendek waktu cetak, tetapi semakin sedikit detail dan kekuatan. Untuk PETG disarankan untuk memilih lapisan tipis untuk menghindari delaminasi.
Menurut sebuah penelitian, semakin besar rasio tinggi lapisan dengan ukuran nosel, semakin kecil jarak antar lapisan dan semakin baik kekuatannya. Karena itu, jika Anda membutuhkan lapisan yang lebih besar, disarankan untuk menggunakan nosel yang lebih besar. Dimungkinkan untuk meniru nosel yang lebih besar dengan mengubah lebar ekstrusi, tetapi mungkin yang terbaik adalah tidak melebihi 125 – 150% dari ukuran nosel yang sebenarnya. (Contoh:0,6 mm untuk nosel 0,4 mm).
Info lebih lanjut tentang topik ini di artikel kami ini
Penyesuaian Halus
Cetak hanya mengubah tinggi lapisan sedikit dan periksa hasilnya sampai Anda menemukan tinggi lapisan yang sempurna untuk proyek spesifik Anda.
Tinggi Lapisan PETG Ideal:
- Untuk Detail: 25% dari ukuran nozzle atau lebar ekstrusi (0,1 mm untuk nozzle 0,4 mm)
- Ketinggian lapisan terbaik secara keseluruhan: 25% – 40% dari ukuran nozzle atau lebar ekstrusi (0,15 mm untuk nozzle 0,4 mm)
- Cetak Cepat/prototipe: 50% – 80% dari ukuran nozzle atau lebar ekstrusi (0,2 – 0,3 mm untuk nozzle 0,4 mm)
Suhu Pencetakan
Suhu pencetakan untuk PETG tidak semudah seperti untuk PLA. Jika tidak diatur dengan benar, Anda akan mendapatkan model yang benar-benar berserabut dengan detail yang buruk atau delaminasi yang serius. Semakin tinggi suhu pencetakan, semakin tinggi daya rekat lapisan tetapi semakin rendah detailnya.
Penyesuaian Halus
Penyetelan suhu dapat dilakukan dengan mencetak menara kalibrasi suhu dan mengubah suhu ekstrusi setelah jarak tertentu. Setelah pencetakan selesai, Anda akan dapat melihat dengan jelas kisaran di mana filamen Anda memiliki daya rekat dan detail lapisan terbaik.
Suhu Pencetakan PETG Ideal: 220 – 240 C
Ada video bagus tentang hal ini!
Suhu Tempat Tidur
PETG dikenal menempel terlalu baik ke beberapa permukaan tetapi juga buruk jika suhu tempat tidur tidak diatur dengan benar. Dengan tempat tidur kaca, bagian itu terkadang bisa terlepas dengan potongan tempat tidur yang menempel padanya. Bahan pelepas yang baik seperti lem sangat penting dalam situasi ini.
Sebuah penelitian menunjukkan bahwa suhu lapisan yang sedikit lebih tinggi daripada suhu transisi gelas filamen sangat meningkatkan daya rekat.
Tidak seperti zat seperti air, polimer memiliki suhu karakteristik tambahan, suhu transisi gelas. Ketika polimer dipanaskan di atas ambang batas ini, sifat fisiknya berubah dari rapuh dan keras menjadi ulet dan tangguh. Suhu gelas PETG adalah sekitar 80ºC. Oleh karena itu, jika mesin Anda dapat mencapai suhu ini, sangat disarankan agar Anda menyetelnya ke setidaknya 70ºC atau lebih tinggi. Kaki gajah yang lebih menonjol diharapkan, tetapi ini dapat dikompensasikan di alat pengiris atau dalam model itu sendiri dengan menambahkan talang ke bagian bawah.
Penyesuaian Halus
Mulailah dengan mengatur tempat tidur ke setidaknya 70ºC dan naik lebih tinggi dengan kenaikan 5ºC jika pencetakan gagal. Berhati-hatilah karena terlalu tinggi dapat merusak tempat tidur Anda karena modelnya menempel terlalu baik dan menghilangkan sebagian lapisan atau bahkan potongan tempat tidur itu sendiri.
Suhu Tempat Tidur PETG Ideal:70ºC – 85ºC
Kecepatan Cetak
Kecepatan cetak untuk PETG mirip dengan kecepatan cetak untuk PLA meskipun lebih lambat dapat menghasilkan hasil yang lebih baik. Pengaturan CURA default seharusnya baik-baik saja. Dari 30 hingga 50 mm/s adalah kisaran yang masuk akal. Beberapa sumber menyarankan bahwa meningkatkan kecepatan perjalanan Anda dapat meningkatkan stringing. Jika printer Anda dapat menangani 120+ mm/dtk, ada baiknya Anda mencobanya.
Penyesuaian Halus
Anda dapat menyempurnakan kecepatan mencetak bagian yang sama beberapa kali dengan kecepatan yang bervariasi.
Setelan Kecepatan PETG Ideal:
- Kecepatan Cetak: 30 – 50 mm/dtk
- Kecepatan cetak lapisan awal: 20 – 30 mm/dtk
- Kecepatan Isi: 40 – 60 mm/dtk
- Kecepatan Perjalanan: 100+ mm/s tergantung pada printer
Pencabutan
PETG bisa sangat berserat karena mencetak panas dan tidak menggunakan banyak pendinginan, tetapi dengan retraksi yang tepat dan beberapa opsi lain diaktifkan, Anda bisa mendapatkan hasil yang mengesankan.
Tes merangkai dapat membantu menyesuaikan retraksi. Pertama, gunakan jarak retraksi 3mm jika Anda memiliki ekstruder penggerak langsung dan 6mm jika Anda memiliki pengaturan Bowden. Kecepatan retraksi 25mm/s di salah satu konfigurasi akan menjadi perkiraan awal yang baik atau coba lebih lambat. Pengaturan stok Cura biasanya berfungsi dengan baik.
Apa itu Combing &pengaturan apa yang digunakan?
Menyisir mematikan retraksi dan memodifikasi gerakan perjalanan untuk melewati pengisi untuk menyimpan plastik yang mengalir. Mungkin berguna untuk menyetelnya ke “Dalam pengisian”
Penyesuaian Halus
Anda dapat menyempurnakan kecepatan pencetakan bagian yang sama beberapa kali dengan kecepatan dan jarak retraksi yang bervariasi.
Setelan Pencabutan PETG Ideal:
- Jarak Retraksi: 3 mm untuk penggerak langsung atau 6 mm untuk Bowden
- Kecepatan Retraksi: 25 mm/s
- Menyisir: AKTIF dan setel ke “Dalam Isi“
Perekat Tempat Tidur
Seperti disebutkan di bagian suhu unggun, jika suhu diatur lebih tinggi dari suhu transisi gelas filamen, kekuatan adhesi akan meningkat secara signifikan.
Brims adalah batas tebal lapisan tunggal yang meningkatkan kontak dengan tempat tidur. Penggunaannya sangat berguna dalam model yang tidak memiliki dasar yang baik untuk menempel di tempat tidur. Roknya sama, tetapi tidak pernah bersentuhan dengan modelnya. Rok hanya berfungsi sebagai primer untuk nosel, sehingga tidak terlalu efektif untuk merekatkan lapisan.
Rakit berperilaku seperti penuh tetapi terdiri dari setidaknya dua atau tiga lapisan di bawah seluruh model. Ini juga membantu untuk mengkompensasi ketidakrataan tempat tidur. Lem stick dan hairspray berguna tidak hanya saat hasil cetak tidak macet, tetapi juga saat hasil cetak menempel kuat.
Setelan Perekat Tempat Tidur PETG yang Ideal:
- Suhu Tempat Tidur: 70+ºC
- Jenis Perekat Ranjang: Lembaran PEI atau kaca berlapis
- Lebar Penuh: Setidaknya 10 mm
- Produk yang membantu daya rekat: Lem, Semprotan Rambut
Pendinginan Cetak
Untuk menghindari delaminasi dan lengkungan, jangan gunakan pendinginan dengan PETG. Tebakan terbaik pertama untuk suku cadang yang kuat adalah mematikan pendinginan suku cadang sepenuhnya, kecuali untuk menjembatani. Untuk detail yang tajam dan lebih sedikit merangkai, Anda dapat menggunakan kecepatan kipas 100% setelah dua atau tiga lapisan pertama diletakkan
Penyesuaian Halus
Setelan Pendinginan PETG Ideal:
- Kecepatan kipas Lapisan Awal: mati
- Kecepatan kipas: 0 – 100% tergantung pada apakah Anda membidik detail atau kekuatan
- Jenis Perekat Ranjang: Lembaran PEI atau kaca berlapis
- Lebar Penuh: Setidaknya 10 mm
Apakah Anda memerlukan Enklosur untuk mencetak PETG?
Mencetak dengan enklosur tidak sepenuhnya diperlukan untuk PETG tetapi di ruangan yang dingin, mereka dapat berguna.
Ringkasan:Pengaturan/Profil Cura Ideal untuk mencetak PETG
- Tinggi Lapisan: 25% – 40% dari ukuran nozzle atau lebar ekstrusi (0,15 mm untuk nozzle 0,4 mm)
- Suhu Pencetakan: 220 – 240 C
- Suhu Tempat Tidur: 70+ºC
- Jenis perekat tempat tidur: Rok
- Jarak Retraksi: 3 mm untuk penggerak langsung atau 6 mm untuk Bowden
- Kecepatan Retraksi: 25 mm/s
- Menyisir: AKTIF dan setel ke “Dalam Isi“
- Kecepatan Cetak: 30 – 50 mm/dtk
- Kecepatan Perjalanan: 100+ mm/s tergantung pada printer
- Lapisan Awal Kecepatan Kipas: mati
- Kecepatan Kipas sisa cetakan: 0 – 100% tergantung pada apakah Anda membidik detail atau kekuatan


