

Teknologi Industri

Manufaktur industri
Sebelum munculnya sirkuit logika solid-state, sistem kontrol logis dirancang dan dibangun secara eksklusif di sekitar relai elektromekanis. Relai jauh dari usang dalam desain modern, tetapi telah diganti dalam banyak peran sebelumnya sebagai perangkat kontrol tingkat logika, paling sering diturunkan ke aplikasi yang menuntut peralihan arus tinggi dan/atau tegangan tinggi.
Sistem dan proses yang membutuhkan kontrol "hidup/mati" berlimpah dalam perdagangan dan industri modern, tetapi sistem kontrol seperti itu jarang dibangun baik dari relai elektromekanis atau gerbang logika diskrit. Sebagai gantinya, komputer digital memenuhi kebutuhan, yang mungkin diprogram untuk melakukan berbagai fungsi logis.
Pada akhir tahun 1960-an sebuah perusahaan Amerika bernama Bedford Associates merilis perangkat komputasi yang mereka sebut MODICON . Sebagai akronim, itu berarti Mod ular Di gital Penipu troller, dan kemudian menjadi nama divisi perusahaan yang didedikasikan untuk desain, manufaktur, dan penjualan komputer kontrol tujuan khusus ini.
Perusahaan teknik lain mengembangkan versi mereka sendiri dari perangkat ini, dan akhirnya dikenal dengan istilah non-eksklusif sebagai PLC , atau P L yang dapat diprogram ogika C pengawas. Tujuan PLC adalah untuk secara langsung menggantikan relai elektromekanis sebagai elemen logika, menggantikan komputer digital solid-state dengan program tersimpan, yang mampu meniru interkoneksi banyak relai untuk melakukan tugas logis tertentu.
Sebuah PLC memiliki banyak terminal “input”, yang digunakan untuk menginterpretasikan status logika “tinggi” dan “rendah” dari sensor dan sakelar. Ia juga memiliki banyak terminal keluaran, yang melaluinya mengeluarkan sinyal "tinggi" dan "rendah" ke lampu daya, solenoida, kontaktor, motor kecil, dan perangkat lain yang memungkinkan kontrol hidup/mati.
Dalam upaya membuat PLC mudah diprogram, bahasa pemrogramannya dirancang menyerupai diagram logika tangga. Dengan demikian, seorang ahli listrik industri atau insinyur listrik yang terbiasa membaca skema logika tangga akan merasa nyaman memprogram PLC untuk melakukan fungsi kontrol yang sama.
PLC adalah komputer industri, dan karena itu sinyal input dan outputnya biasanya 120 volt AC, sama seperti relai kontrol elektromekanis yang dirancang untuk diganti. Meskipun beberapa PLC memiliki kemampuan untuk memasukkan dan mengeluarkan sinyal tegangan DC tingkat rendah sebesar yang digunakan dalam rangkaian gerbang logika, ini adalah pengecualian dan bukan aturannya. Koneksi sinyal dan standar pemrograman agak berbeda antara model PLC yang berbeda, tetapi mereka cukup mirip untuk memungkinkan pengenalan "umum" untuk pemrograman PLC di sini.
Ilustrasi berikut menunjukkan PLC sederhana, seperti yang terlihat dari tampilan depan. Dua terminal sekrup menyediakan koneksi ke 120 volt AC untuk menyalakan sirkuit internal PLC, berlabel L1 dan L2. Enam terminal sekrup di sisi kiri menyediakan koneksi ke perangkat input, setiap terminal mewakili “saluran” input yang berbeda dengan label “X” sendiri.
Terminal sekrup kiri bawah adalah koneksi "Umum", yang umumnya terhubung ke L2 (netral) dari sumber daya 120 VAC.
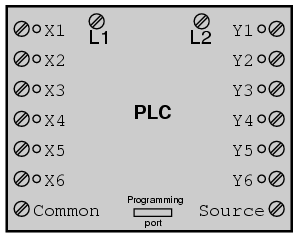
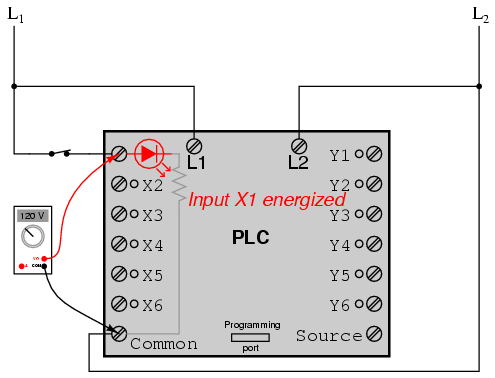
Di dalam rumah PLC, yang terhubung antara setiap terminal input dan terminal Common, terdapat perangkat opto-isolator (Light-Emitting Diode) yang menyediakan sinyal logika "tinggi" yang diisolasi secara elektrik ke sirkuit komputer (transistor-foto menginterpretasikan cahaya LED ) bila ada daya 120 VAC yang diterapkan antara masing-masing terminal input dan terminal Umum. LED penunjuk pada panel depan PLC memberikan indikasi visual input "berenergi":
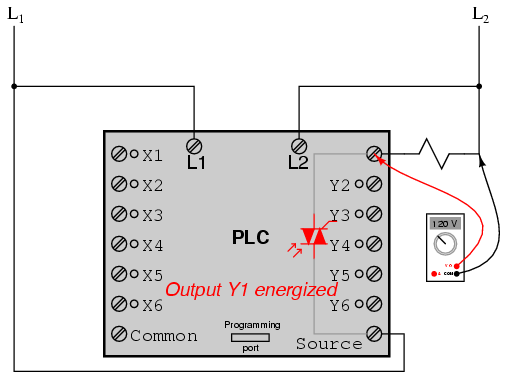
Sinyal keluaran dihasilkan oleh sirkuit komputer PLC yang mengaktifkan perangkat switching (transistor, TRIAC, atau bahkan relai elektromekanis), yang menghubungkan terminal "Sumber" ke salah satu terminal keluaran berlabel "Y-". Terminal “Sumber”, dengan demikian, biasanya terhubung ke sisi L1 dari sumber daya 120 VAC. Seperti halnya setiap input, LED penunjuk pada panel depan PLC memberikan indikasi visual output "berenergi":
Dengan cara ini, PLC dapat berinteraksi dengan perangkat dunia nyata seperti sakelar dan solenoida. logika yang sebenarnya sistem kontrol dibuat di dalam PLC melalui program komputer. Program ini menentukan output mana yang diberi energi dalam kondisi input mana.
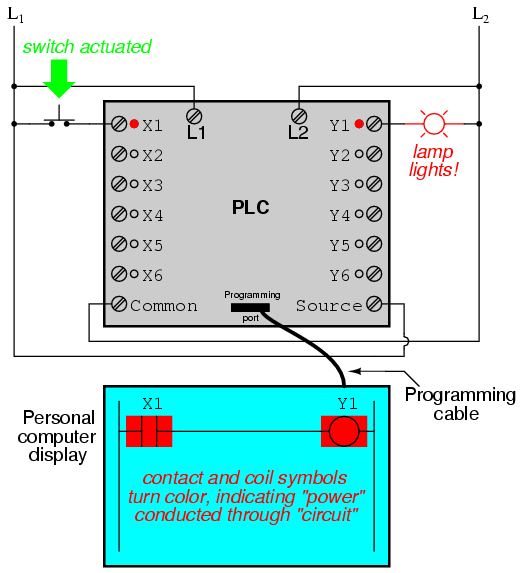
Meskipun program itu sendiri tampak seperti diagram logika tangga, dengan simbol sakelar dan relai, tidak ada kontak sakelar atau kumparan relai yang beroperasi di dalam PLC untuk menciptakan hubungan logis antara input dan output. Ini adalah imajiner kontak dan kumparan, jika Anda mau. Program dimasukkan dan dilihat melalui komputer pribadi yang terhubung ke port pemrograman PLC. Perhatikan rangkaian dan program PLC berikut ini:
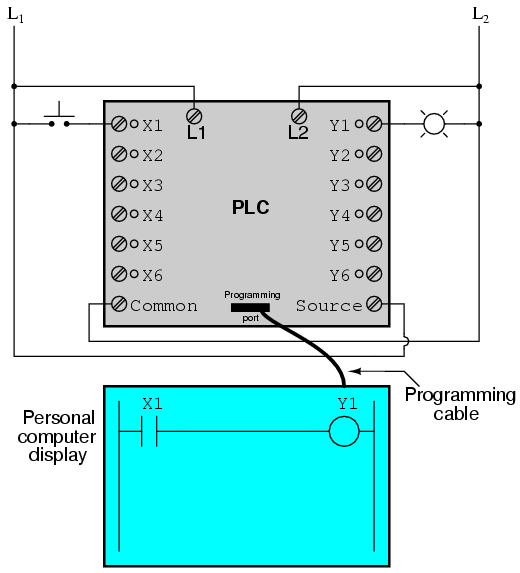
Ketika sakelar tombol tidak digerakkan (tidak ditekan), tidak ada daya yang dikirim ke input X1 dari PLC. Mengikuti program, yang menunjukkan kontak X1 yang biasanya terbuka secara seri dengan koil Y1, tidak ada "daya" yang akan dikirim ke koil Y1. Dengan demikian, output Y1 PLC tetap tidak diberi energi, dan lampu indikator yang terhubung dengannya tetap gelap.
Namun, jika sakelar tombol tekan ditekan, daya akan dikirim ke input X1 PLC. Setiap dan semua kontak X1 yang muncul dalam program akan mengasumsikan status yang digerakkan (non-normal), seolah-olah kontak tersebut adalah kontak relai yang digerakkan oleh pemberian energi pada koil relai bernama “X1”.
Dalam hal ini, memberi energi pada input X1 akan menyebabkan kontak X1 yang biasanya terbuka akan "menutup", mengirimkan "daya" ke koil Y1. Ketika kumparan Y1 dari program “berenergi”, output Y1 yang sebenarnya akan menjadi berenergi, menyalakan lampu yang terhubung dengannya:
Harus dipahami bahwa kontak X1, koil Y1, kabel penghubung, dan “daya” yang muncul di layar komputer pribadi semuanya virtual . Mereka tidak ada sebagai komponen listrik nyata. Mereka ada sebagai perintah dalam program komputer—hanya perangkat lunak—yang kebetulan menyerupai diagram skema relai nyata.
Sama pentingnya untuk dipahami adalah bahwa komputer pribadi yang digunakan untuk menampilkan dan mengedit program PLC tidak diperlukan untuk pengoperasian PLC yang berkelanjutan. Setelah program dimuat ke PLC dari komputer pribadi, komputer pribadi dapat dicabut dari PLC, dan PLC akan terus mengikuti perintah yang diprogram.
Saya menyertakan tampilan komputer pribadi dalam ilustrasi ini hanya untuk kepentingan Anda, dalam membantu memahami hubungan antara kondisi kehidupan nyata (penutupan sakelar dan status lampu) dan status program ("daya" melalui kontak virtual dan kumparan virtual).
Kekuatan dan keserbagunaan sebenarnya dari PLC terungkap ketika kita ingin mengubah perilaku sistem kontrol. Karena PLC adalah perangkat yang dapat diprogram, kita dapat mengubah perilakunya dengan mengubah perintah yang kita berikan, tanpa harus mengkonfigurasi ulang komponen listrik yang terhubung dengannya.
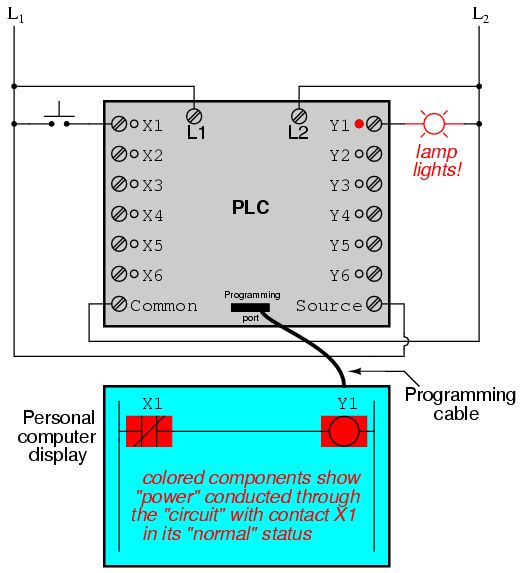
Misalnya, kita ingin membuat rangkaian sakelar dan lampu ini berfungsi secara terbalik:tekan tombol untuk membuat lampu mati , dan lepaskan untuk membuatnya aktif . Solusi "perangkat keras" akan mengharuskan sakelar tombol tekan yang biasanya tertutup diganti dengan sakelar yang biasanya terbuka yang saat ini ada. Solusi “perangkat lunak” jauh lebih mudah:cukup ubah program sehingga kontak X1 tertutup secara normal daripada terbuka secara normal.
Dalam ilustrasi berikut, kami memiliki sistem yang diubah yang ditampilkan dalam keadaan di mana tombol tidak digerakkan (tidak ditekan):
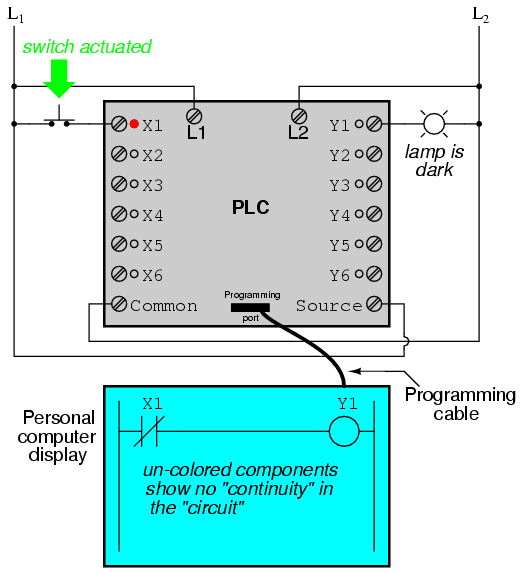
Dalam ilustrasi berikut ini, sakelar ditampilkan digerakkan (ditekan):
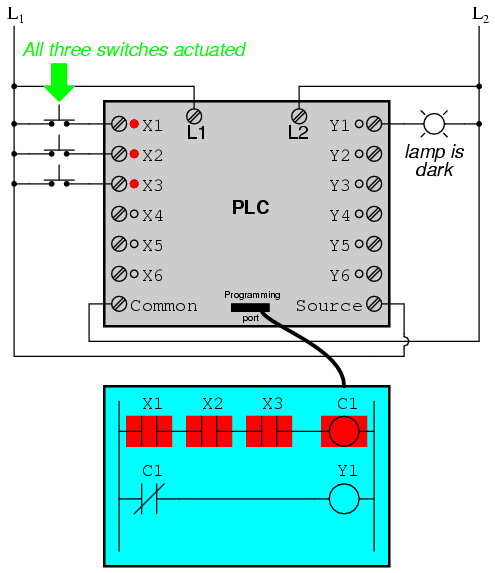
Salah satu keuntungan menerapkan kontrol logis dalam perangkat lunak daripada di perangkat keras adalah bahwa sinyal input dapat digunakan kembali sebanyak yang diperlukan dalam program. Misalnya, ambil rangkaian dan program berikut, yang dirancang untuk memberi energi pada lampu jika setidaknya dua dari tiga sakelar tombol ditekan secara bersamaan:
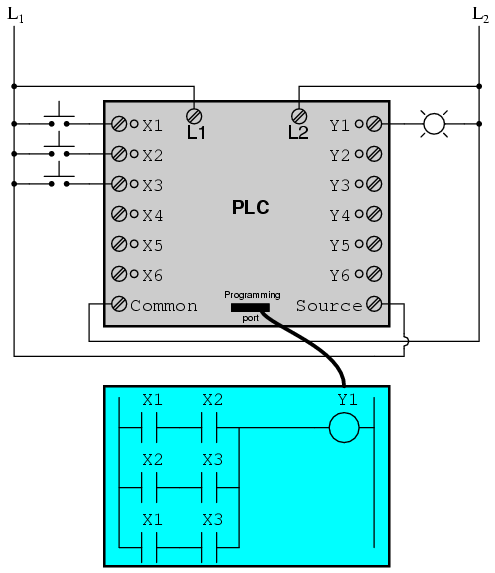
Untuk membangun rangkaian ekuivalen menggunakan relai elektromekanis, tiga relai dengan dua kontak normal-terbuka masing-masing harus digunakan, untuk menyediakan dua kontak per sakelar input. Namun, dengan menggunakan PLC, kita dapat memprogram kontak sebanyak yang kita inginkan untuk setiap input "X" tanpa menambahkan perangkat keras tambahan, karena setiap input dan setiap output tidak lebih dari satu bit dalam memori digital PLC (baik 0 atau 1) , dan dapat dipanggil kembali sebanyak yang diperlukan.
Selanjutnya, karena setiap keluaran dalam PLC juga tidak lebih dari sedikit dalam memorinya, kita dapat menetapkan kontak dalam program PLC yang "digerakkan" oleh status keluaran (Y). Ambil contoh sistem berikut ini, rangkaian kontrol start-stop motor:
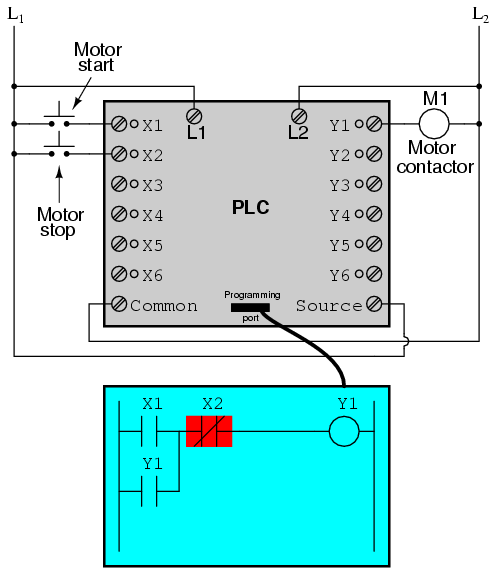
Sakelar tombol yang terhubung ke input X1 berfungsi sebagai sakelar "Mulai", sedangkan sakelar yang terhubung ke input X2 berfungsi sebagai sakelar "Berhenti". Kontak lain dalam program, bernama Y1, menggunakan status koil keluaran sebagai kontak seal-in, secara langsung, sehingga kontaktor motor akan terus diberi energi setelah sakelar tombol tekan "Start" dilepaskan. Anda dapat melihat kontak X2 yang biasanya tertutup muncul dalam blok berwarna, yang menunjukkan bahwa kontak tersebut dalam keadaan tertutup (“menghantarkan listrik”).
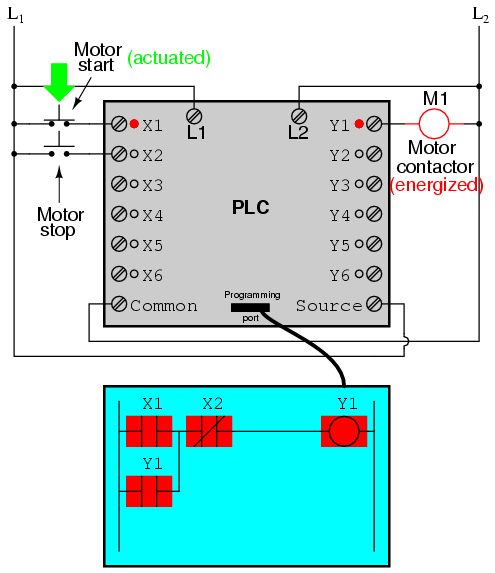
Jika kita menekan tombol "Start", input X1 akan memberi energi, sehingga "menutup" kontak X1 dalam program, mengirimkan "daya" ke "koil" Y1, memberi energi pada output Y1 dan menerapkan daya AC 120 volt ke kumparan kontaktor motor nyata. Kontak paralel Y1 juga akan "menutup", sehingga mengunci "sirkuit" dalam keadaan berenergi:
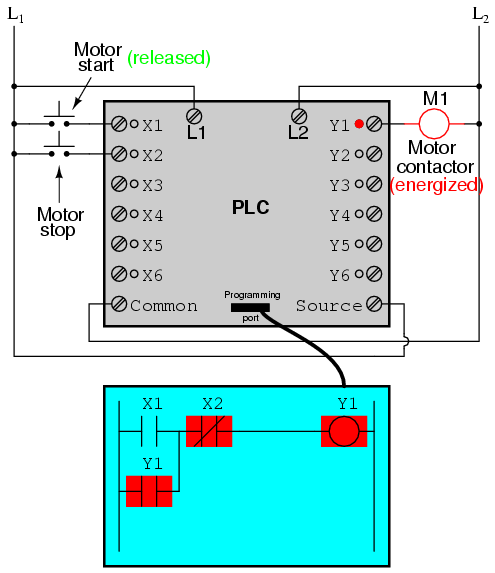
Sekarang, jika kita melepaskan tombol "Mulai", "kontak" X1 yang biasanya terbuka akan kembali ke keadaan "terbuka", tetapi motor akan terus berjalan karena "kontak" segel Y1 terus memberikan "kontinuitas" ke koil "daya" Y1, sehingga menjaga output Y1 tetap berenergi:
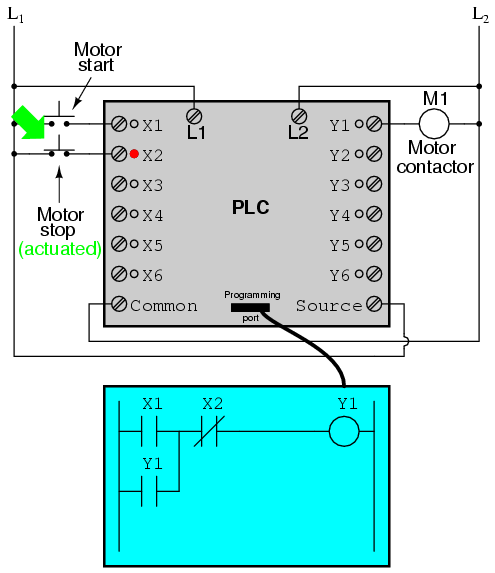
Untuk menghentikan motor, kita harus menekan sebentar tombol "Stop", yang akan memberi energi pada input X2 dan "membuka" "kontak" yang biasanya tertutup, memutus kontinuitas ke "koil:" Y1
Ketika tombol tekan "Stop" dilepaskan, input X2 akan mati, mengembalikan "kontak" X2 ke keadaan normal, "tertutup". Motor, bagaimanapun, tidak akan hidup lagi sampai tombol “Start” diaktifkan, karena “seal-in” Y1 telah hilang:
Poin penting yang harus diperhatikan di sini adalah fail-safe desain sama pentingnya dalam sistem yang dikendalikan PLC seperti halnya dalam sistem yang dikendalikan relai elektromekanis. Seseorang harus selalu mempertimbangkan efek dari kabel yang gagal (terbuka) pada perangkat atau perangkat yang dikendalikan. Dalam contoh rangkaian kontrol motor ini, kita memiliki masalah:jika kabel input untuk X2 (saklar "Stop") gagal terbuka, tidak akan ada cara untuk menghentikan motor!
Solusi untuk masalah ini adalah pembalikan logika antara "kontak" X2 di dalam program PLC dan sakelar tombol tekan "Stop" yang sebenarnya:
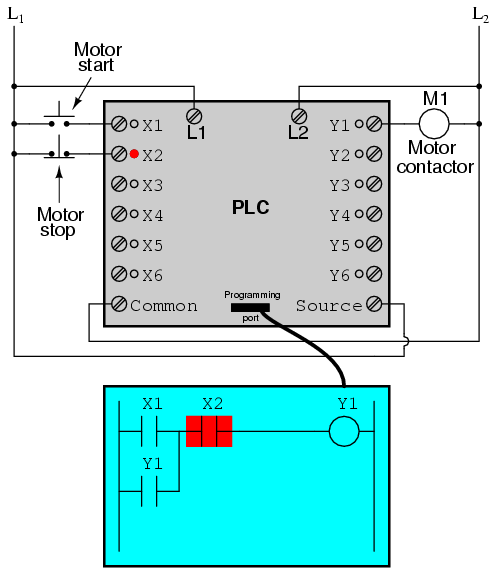
Ketika sakelar tombol tekan "Stop" yang biasanya tertutup tidak diaktifkan (tidak ditekan), input X2 PLC akan diberi energi, sehingga "menutup" "kontak" X2 di dalam program. Ini memungkinkan motor untuk dihidupkan ketika input X1 diberi energi, dan memungkinkannya untuk terus berjalan ketika tombol "Start" tidak lagi ditekan. Saat tombol tekan "Stop" diaktifkan, input X2 akan mati, sehingga "membuka" "kontak" X2 di dalam program PLC dan mematikan motor.
Jadi, kami melihat tidak ada perbedaan operasional antara desain baru ini dengan desain sebelumnya. Namun, jika kabel input pada input X2 gagal terbuka, input X2 akan terputus energinya dengan cara yang sama seperti saat tombol tekan "Stop" ditekan. Akibatnya, untuk kegagalan pengkabelan pada input X2 adalah motor akan segera mati.
Ini adalah desain yang lebih aman daripada yang ditunjukkan sebelumnya, di mana kegagalan kabel sakelar “Stop” akan mengakibatkan ketidakmampuan untuk mematikan motor. Selain elemen program input (X) dan output (Y), PLC menyediakan koil dan kontak "internal" tanpa koneksi intrinsik ke dunia luar. Ini digunakan hampir sama seperti "relai kontrol" (CR1, CR2, dll.) yang digunakan dalam rangkaian relai standar:untuk menyediakan inversi sinyal logika bila diperlukan.
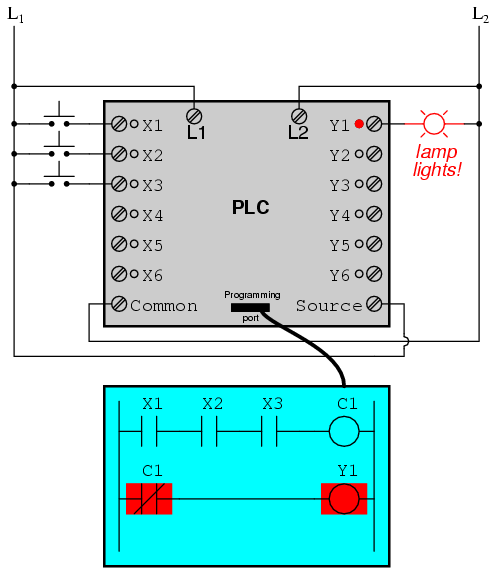
Untuk mendemonstrasikan bagaimana salah satu dari relai "internal" ini dapat digunakan, pertimbangkan contoh rangkaian dan program berikut, yang dirancang untuk meniru fungsi gerbang NAND tiga masukan. Karena elemen program PLC biasanya dirancang dengan huruf tunggal, saya akan memanggil relai kontrol internal "C1" daripada "CR1" seperti yang biasa digunakan dalam rangkaian kontrol relai:
Di sirkuit ini, lampu akan tetap menyala selama apa pun dari tombol tetap tidak digerakkan (tidak ditekan). Untuk mematikan lampu, kita harus mengaktifkan (tekan) semua tiga sakelar, seperti ini:
Bagian tentang pengontrol logika yang dapat diprogram ini hanya menggambarkan contoh kecil dari kemampuannya. Sebagai komputer, PLC dapat melakukan fungsi pengaturan waktu (setara dengan relai tunda waktu), pengurutan drum, dan fungsi lanjutan lainnya dengan akurasi dan keandalan yang jauh lebih besar daripada yang mungkin dilakukan menggunakan perangkat logika elektromekanis. Kebanyakan PLC memiliki kapasitas jauh lebih dari enam input dan enam output. Foto berikut menunjukkan beberapa modul input dan output dari satu PLC Allen-Bradley.

Dengan setiap modul memiliki enam belas "titik" baik input maupun output, PLC ini memiliki kemampuan untuk memantau dan mengontrol lusinan perangkat. Sesuai dengan kabinet kontrol, PLC membutuhkan sedikit ruang, terutama mengingat ruang setara yang akan dibutuhkan oleh relai elektromekanis untuk melakukan fungsi yang sama:

Satu keuntungan dari PLC yang tidak bisa diduplikasi oleh relay elektromekanis adalah pemantauan jarak jauh dan kontrol melalui jaringan komputer digital. Karena PLC tidak lebih dari komputer digital tujuan khusus, ia memiliki kemampuan untuk berkomunikasi dengan komputer lain dengan lebih mudah. Foto berikut menunjukkan komputer pribadi yang menampilkan gambar grafis dari proses tingkat cairan nyata (stasiun pemompaan, atau "pengangkatan", untuk sistem pengolahan air limbah kota) yang dikendalikan oleh PLC.
Stasiun pompa sebenarnya terletak bermil-mil jauhnya dari layar komputer pribadi:

Teknologi Industri
Apa Itu Pengendali Motor? Pengendali motor mengacu pada perangkat listrik yang mengatur torsi, kecepatan motor, dan output peralatan. Pengendali motor umumnya dilengkapi dengan cara manual atau otomatis untuk menghentikan atau menghidupkan motor. Apa yang membuat pengontrol motor begitu penting? N
Probe logika fungsional adalah salah satu alat paling praktis yang dapat Anda miliki di meja kerja elektronik Anda. Gadget sederhana ini menunjukkan tingkat sinyal logika kabel listrik. Hasilnya, Anda lebih mampu memecahkan masalah pada perangkat elektronik Anda. Meskipun probe logika umumnya tidak
Pernyataan besar dari disertasi oleh Mr. Roland Schulz dari tahun 2002 merangkumnya dengan cukup baik secara keseluruhan. Singkatnya:Mencoba dan menguji membantu menemukan kesalahan. Sekarang saya tidak menulis di sini tentang simulasi seluruh pabrik produksi, tetapi memecah prinsip lebih jauh ke
Programmable Logic Controllers (PLCs) adalah komputer pusat yang mengontrol di mana dan kapan robot industri melakukan tugasnya. Seperti sutradara yang mengendalikan simfoni musisi, PLC mengendalikan simfoni robot khusus. Semua robot ini melakukan tugasnya sesuai dengan arah dan waktu PLC untuk menc