Proses Lapping:Pengertian, Prinsip Kerja, Jenis, Bahan, Keunggulan, Aplikasi [Catatan dengan PDF]
Halo pembaca, Semoga Anda baik-baik saja! Pada artikel ini, kita akan mempelajari Proses Lapping dan sub-topiknya seperti Definisi, Prinsip Kerja, Jenis, Material, Kelebihan, Kekurangan, dan Aplikasi secara detail.
Dan PDF dapat Anda unduh di akhir setiap artikel.
Jadi mari kita mulai,
Apa itu Proses Lapping?
Lapping adalah proses pemesinan bertekanan rendah yang digunakan untuk meningkatkan akurasi dimensi dan penyelesaian permukaan benda kerja. Proses lapping menggunakan partikel Abrasive halus untuk melakukan aksi pemotongan pada permukaan benda kerja.
Benda kerja digosokkan pada pelat pemukul dengan bantuan mesin atau dengan tangan, dengan partikel Abrasive bubuk atau pasta Abrasive di antaranya.
Proses lapping menghaluskan permukaan benda kerja, hal ini meningkatkan fungsionalitas dan estetika benda kerja. Ini juga digunakan untuk memastikan kesesuaian yang benar antara dua benda kerja dan memperbaiki ketidaksempurnaan kecil.
Prinsip Proses Lapping:
Kerja sederhana dari proses lapping melibatkan tiga elemen. Benda kerja, pelat pemukul, dan partikel abrasif.
Partikel abrasif dituangkan di atas pelat pemukul dan benda kerja digosok di atasnya.
Partikel abrasif menghilangkan material mikroskopis dari benda kerja ketika gaya diterapkan selama gerakan relatif antara pelat dan benda kerja.
Partikel abrasif cenderung mengurangi atau meratakan puncak dan lembah mikroskopis yang ada di permukaan benda kerja.
Karakteristik Proses Lapping:
Ciri-ciri Proses Lapping berikut adalah:
Ukuran Abrasive grit yang digunakan dalam proses lapping bervariasi dari 120 hingga 1200 mesh tergantung pada kehalusan permukaan yang diinginkan.
Abrasive yang digunakan dapat berbentuk bubuk atau dapat dicampur dengan beberapa oli atau gemuk yang sesuai yang disebut kendaraan.
Bahan yang dihilangkan dalam proses lapping sangat sedikit yaitu sekitar 0,025 mm.
Proses lapping dapat dilakukan secara manual atau dengan bantuan mesin.
Bahan yang biasa disambung adalah bahan keras seperti baja.
Tekanan yang diterapkan selama proses lapping rendah jika dibandingkan dengan proses penyelesaian permukaan lainnya.
Jenis Proses Lapping:
Ada dua jenis proses lapping yang dibagi lagi ke dalam domainnya masing-masing:
Tangan Lapping dan
Proses Lapping Mesin
Proses Hand Lapping:
Seperti namanya proses lapping di semua gaya yang diterapkan secara manual disebut hand lapping. Ada dua jenis sistem pemukulan tangan yang terlibat dalam meningkatkan kualitas permukaan benda kerja.
#1. Lapping permukaan datar:
Pelat lapping di sini terbuat dari besi cor kelabu. Ini berisi beberapa rumpun yang digunakan untuk mengumpulkan serpihan logam dan membuang partikel abrasif di dalamnya.
Bubur jagung abrasif dengan ukuran yang diinginkan ditaburkan di atas pangkuan. Kemudian benda kerja digosok dengan hati-hati pada pangkuan.
Jumlah partikel abrasif lebih banyak dari mesh yang sama ditambahkan bila diperlukan. Penggunaan cairan yang sesuai dapat dilakukan jika diperlukan. Proses ini harus dilakukan oleh operator yang terampil.
Setelah lapping selesai, lap harus dibersihkan untuk penggunaan berikutnya.
Catatan: Menggunakan partikel abrasif yang berlebihan dapat merusak lap. Hal ini dapat mengakibatkan penyelesaian pekerjaan yang tidak tepat dan kegagalan putaran.
#2. Putaran Silinder:
Lapping yang digunakan untuk melapisi permukaan internal dan eksternal benda kerja silinder terbuat dari besi tuang ringan, tembaga, atau kuningan.
Untuk lapping dari permukaan internal silinder, lap dibuat memiliki kesesuaian yang dekat dengan diameter internal. Lap bergerak dalam gerakan aksial acak dengan benda kerja. Ini meningkatkan permukaan akhir benda kerja serta putaran.
Partikel Abrasive dicampur dengan minyak atau lemak dalam proses. Lapping yang digunakan untuk melapisi permukaan luar silinder disebut ring lap. Dilengkapi dengan sekrup untuk menyesuaikan dengan diameter yang berbeda.
Benda kerja yang akan disambung ditahan di mesin bubut untuk memberikan gerakan rotasi. Putaran cincin kemudian dibalas pada benda kerja yang berputar. Partikel abrasif yang dicampur dengan minyak dan gemuk tertentu dapat digunakan.
Proses Lapping Mesin:
Ketika operasi lapping dilakukan dengan menggunakan mesin itu disebut mesin lapping. Di bawah ini tercantum berbagai proses lapping mesin yang digunakan untuk berbagai jenis benda kerja.
#1. Mesin Lapping Vertikal:
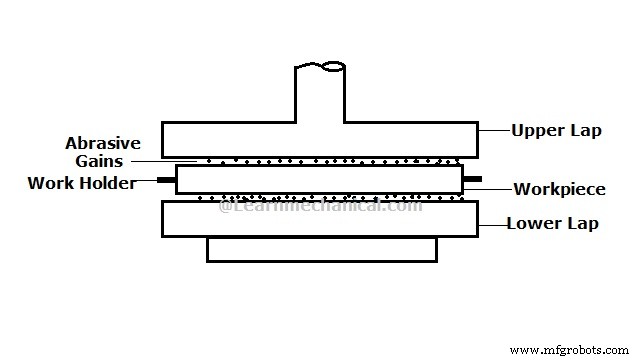
Pengaturan pemukulan vertikal terdiri dari putaran bawah, putaran atas, dan perangkat penahan kerja. Benda kerja disimpan di pangkuan bawah dan diposisikan di pemegang pekerjaan. Lap atas digunakan untuk memuat dan membongkar benda kerja.
Partikel abrasif yang dicampur dengan kendaraan tipe pasta diterapkan pada lap sebelum operasi dimulai. Dalam hal memukul-mukul permukaan yang datar, pangkuan bagian bawah tetap diam, sedangkan dalam hal lemparan silindris, pangkuan bawah dibiarkan bergerak.
Berbagai pekerjaan dirangkai menggunakan mesin lapping vertikal, misalnya blok pengukur presisi, gulungan bantalan rol, dan bola bantalan bola.
Jenis pengaturan lapping vertikal lainnya terdiri dari kain Abrasive yang dipasang pada lap bawah. Benda kerja yang identik dapat disusun dengan menggerakkan dudukan kerja secara acak. Ini disebut transposisi.
Catatan: Lap Bawah harus diperbaiki saat mengerjakan permukaan yang rata karena dapat roboh.
#2. Mesin pemukulan tanpa pusat:
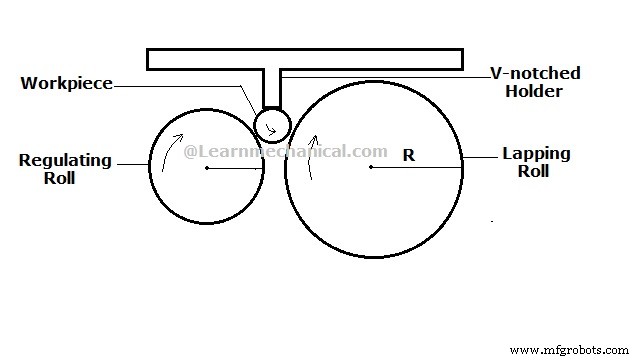
Roll lapping tanpa pusat terdiri dari roller pengatur, roller lapping, benda kerja, dan tongkat serat berlekuk V. Rol pengatur ditenagai oleh motor untuk memberikan gerakan rotasi ke penyetelan.
Lapping roller digunakan untuk memutar benda kerja dari arah lain. Diameter rol pemukul adalah dua kali diameter pengatur rol. Kedua rol terbuat dari besi tuang, karena stabilitas dan biayanya yang rendah.
Rol terikat dengan partikel abrasif. Tongkat serat berlekuk V digunakan untuk menahan benda kerja yang akan diumpankan di antara rol. Benda kerja dimasukkan ke dalam roller dengan kecepatan yang sangat lambat dengan gerakan bolak-balik.
Penghapusan material terjadi karena aksi partikel abrasif dari benda kerja. Hasil akhir yang sangat halus sebesar 0,05 mikron dapat diperoleh dengan bantuan pemukulan tanpa pusat.
Penghapusan material sangat lambat dalam kasus pemukulan tanpa pusat.
#3. Mesin pemukul bola:
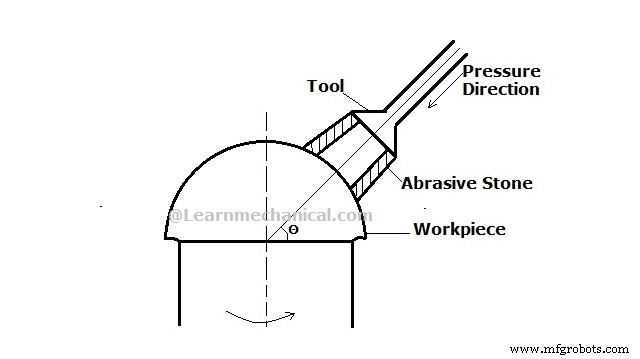
Mesin lapping yang digunakan untuk mengelap benda berbentuk bola memiliki konstruksi yang berbeda. Dua spindel digunakan dalam kasus spherical lapping.
Benda kerja yang akan di-lapped dilekatkan pada spindel pertama yang memberikan gerakan berputar pada benda kerja. Spindle lainnya digunakan untuk menahan pahat pada sudut tertentu dengan benda kerja.
Tekanan juga diterapkan pada benda kerja oleh spindel pahat. Segera setelah gerakan rotasi diberikan ke benda kerja, pemindahan material terjadi karena kontak antara pahat Abrasive dan benda kerja.
#4. Memukul sabuk:
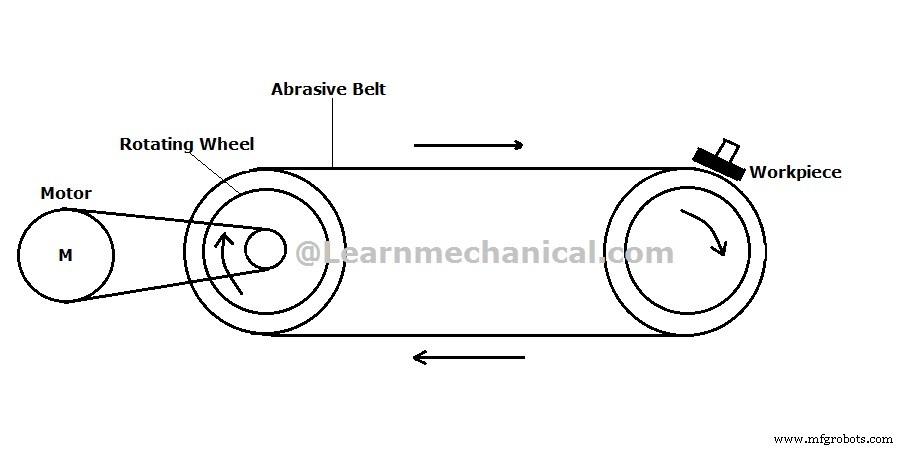
Belt lapping menggunakan ikat pinggang yang terbuat dari bahan Abrasive clothing yang digunakan untuk proses lapping. Sabuk digerakkan dengan bantuan motor. Ada dua roda yang digunakan untuk menggerakkan sabuk.
Benda kerja secara manual disentuh ke sabuk di atas roda. Pelepasan material terjadi setelah kontak benda kerja dan sabuk yang bergerak.
Ini adalah metode lapping yang nyaman untuk pekerjaan dengan presisi rendah. Tidak ada persyaratan untuk menjepit benda kerja.
Abrasive yang digunakan untuk proses lapping:
Jenis Abrasive yang berbeda digunakan untuk melapisi kekerasan material yang berbeda.
Abrasive yang digunakan untuk mengaduk material keras umumnya adalah silika karbida dan fuse alumina.
Abrasive yang digunakan untuk mengaduk bahan lunak adalah chromium oxide, unfused alumina, dan garnet.
Kendaraan yang digunakan untuk proses lapping
Kendaraan yang digunakan untuk proses lapping umumnya minyak larut dalam air, minyak nabati, minyak mineral, petroleum jelly, atau gemuk. Kendaraan harus memiliki sifat-sifat berikut.
Partikel harus terdistribusi secara merata saat dicampur dengan kendaraan. Itu tidak boleh mengandung gumpalan.
Viskositas kendaraan tidak boleh terpengaruh oleh perubahan suhu.
Kendaraan tidak boleh menguap pada suhu tinggi.
Seharusnya tidak menimbulkan Korosi untuk permukaan logam.
Seharusnya tidak beracun.
Seharusnya tidak menempel pada benda kerja dan dapat dengan mudah dilepas dengan pembersihan sederhana.
Bahan yang dapat mengalami proses lapping:
Ada berbagai unsur yang awalnya merupakan senyawa yang dapat mengalami proses lapping. Beberapa di antaranya adalah Besi Cor, Keramik, Tungsten, Plastik, Senyawa Karbon, Baja Tahan Karat, Perunggu, Karet, dan Silikon.
Parameter proses Lapping:
Parameter berikut adalah:
Kecepatan lapping: Kecepatan lapping untuk operasi lapping yang ideal harus berkisar antara 1,5 hingga 4m/dtk
Tekanan pukulan: Tekanan lapping tergantung pada kekerasan material dan partikel abrasif yang digunakan. Tekanan lapping bervariasi dari 10 hingga 30kPa untuk material lunak dan hingga 70kPa untuk material keras.
Jatah bermain: Tunjangan lapping berbanding lurus dengan waktu lapping. Seiring bertambahnya tunjangan lapping, waktu lapping juga meningkat. Tunjangan pemukulan juga tergantung pada bahan yang disapu.
Besi cor - 0.2mm
Paduan aluminium - 0,1 mm
Baja lunak - 0,05 hingga 0,1mm
Baja yang dikeraskan - 0,005 hingga 0,02 mm
Keuntungan dari Proses Lapping:
Ini meningkatkan permukaan akhir benda kerja dengan mengurangi puncak dan lembah pada permukaan material. Ini juga memberikan sentuhan estetika pada benda kerja.
Proses Lapping juga meningkatkan umur bagian kawin dengan mengurangi gesekan antara bagian kawin.
Ini meningkatkan geometri dan dimensi benda kerja. Ini juga memastikan kesesuaian yang sempurna antara benda kerja.
Tidak ada tegangan termal yang berkembang di dalam permukaan benda kerja karena panas minimum yang terlibat dalam proses.
Prosesnya bisa dilakukan oleh tenaga kerja tidak terampil juga. Ini karena kesederhanaan yang terlibat dan tidak adanya kontrol terkomputerisasi.
Ini meningkatkan paralelisme antara dua bagian yang dijaga sejajar masing-masing untuk berbagai operasi penyambungan.
Kerugian proses lapping:
Lapping adalah proses yang mahal karena kehilangan Abrasive lebih banyak. Hasil ini meningkatkan penggunaan partikel abrasif untuk operasi pemolesan, yang pada gilirannya menimbulkan biaya produksi.
Kelemahan lain dari proses lapping adalah prosesnya sangat lambat. Tingkat penghilangan logam dalam kasus proses lapping sangat kurang. Hal ini membuat proses memakan waktu yang mengakibatkan penurunan tingkat produksi.
Pengelolaan sampah menjadi masalah jika terjadi proses lapping. Sejumlah besar limbah Abrasive dihasilkan jika terjadi proses lapping. Hal ini membuat pembuangan sampah menjadi sulit.
Beberapa senyawa Abrasive mungkin menempel di permukaan benda kerja yang mengakibatkan kerusakan benda kerja di kemudian hari.
Proses ini umumnya tidak otomatis; hasil ini meningkatkan padat karya dan meningkatkan biaya produksi.
Aplikasi Proses Lapping:
Proses lapping digunakan untuk memoles logam keras dan rapuh yang sulit dipoles dengan metode lain.
Ini juga digunakan untuk material pemesinan seperti kaca karena tingkat penghilangan materialnya yang lambat.
Proses lapping banyak digunakan untuk membuat spesimen untuk pengujian metalurgi.
Proses lapping digunakan untuk pembuatan katup karena fitur penghilangan material seragam yang akurat.
Industri otomotif juga menggunakan proses lapping untuk berbagai operasi pemolesan.