Apa Berbagai Jenis Pengelasan Busur? [Keuntungan &Aplikasi]
Dalam artikel ini, Anda akan mempelajari apa itu pengelasan busur? dan cara bekerja ? berbagai jenis pengelasan busur dengan keuntungan their dan aplikasi . Anda juga dapat mengunduh versi PDF file artikel ini di bagian akhir.
Pengelasan Busur dan Jenisnya
Apa itu pengelasan busur?
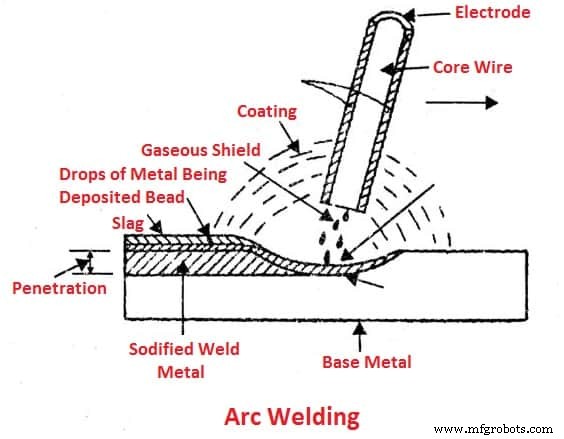
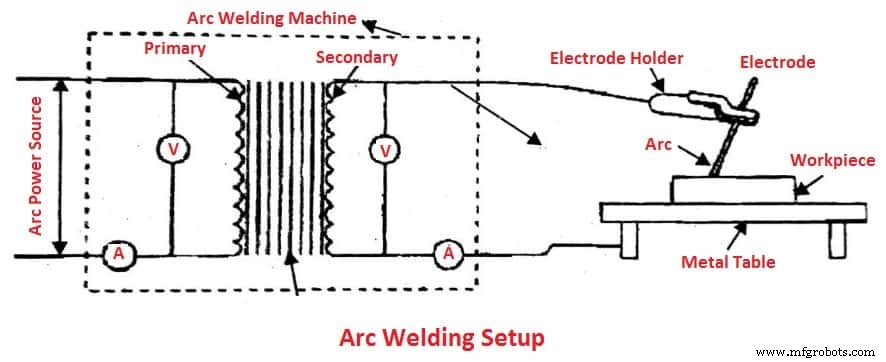
Pengelasan busur adalah proses pengelasan fusi di mana panas pengelasan diperoleh dari busur listrik antara benda kerja (atau logam dasar) dan elektroda.
Busur listrik dihasilkan ketika dua konduktor dari suatu rangkaian listrik disentuh dan kemudian dipisahkan oleh jarak yang pendek, sehingga rangkaian tersebut memiliki tegangan yang cukup untuk mempertahankan aliran arus listrik melalui udara.
Suhu panas yang dihasilkan oleh busur listrik berada pada urutan 6000 ° hingga 7000 °.
Metode pengelasan busur yang paling umum adalah dengan menggunakan elektroda logam yang memasok logam pengisi. Pengelasan dilakukan dengan terlebih dahulu melakukan kontak antara elektroda dengan benda kerja dan kemudian memisahkan elektroda dengan jarak yang sesuai untuk menghasilkan busur.
Jenis Pengelasan Busur
Berikut ini adalah berbagai jenis pengelasan busur proses:
- Pengelasan busur logam terlindung
- Pengelasan busur inti fluks
- Pengelasan busur terendam
- Pengelasan terak elektro
- Pengelasan busur busur
#1 Pengelasan Busur Logam Terlindung
Ini juga dikenal sebagai pengelasan busur logam manual, las busur berpelindung fluks, atau las tongkat. Dalam pengelasan ini adalah proses dimana busur dipukul antara batang logam atau elektroda (dilapisi fluks) dan benda kerja, permukaan batang dan benda kerja meleleh membentuk kolam las.
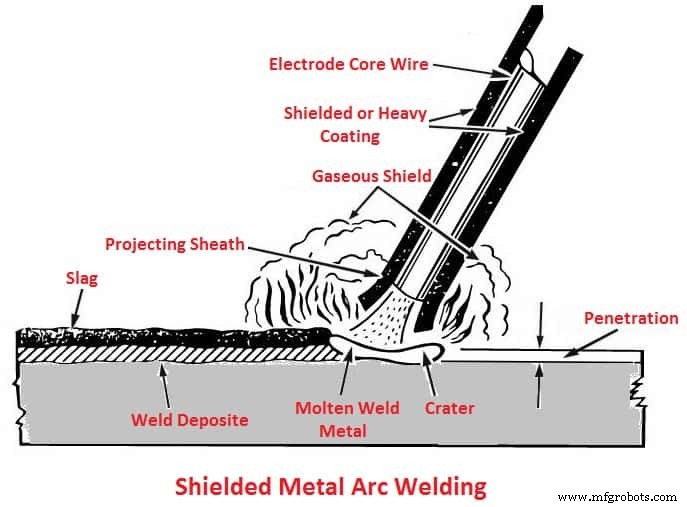
Pelelehan simultan lapisan fluks pada batang akan menghasilkan gas dan terak, yang melindungi sambungan las dari lingkungan sekitar. Pengelasan busur logam terlindung adalah proses bervariasi yang ideal untuk menggabungkan bahan besi dan non-besi dengan ketebalan bahan di semua posisi.
#2 Pengelasan Busur Berinti Fluks
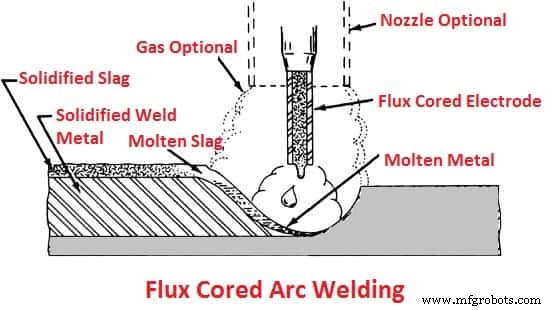
Jenis proses pengelasan busur ini menggunakan elektroda inti fluks yang diberi makan terus menerus dan catu daya tegangan konstan, yang memberikan panjang busur konstan. Proses ini menggunakan gas pelindung atau hanya gas yang dibuat oleh fluks untuk memberikan perlindungan dari kontaminasi.
#3 Pengelasan Busur Terendam
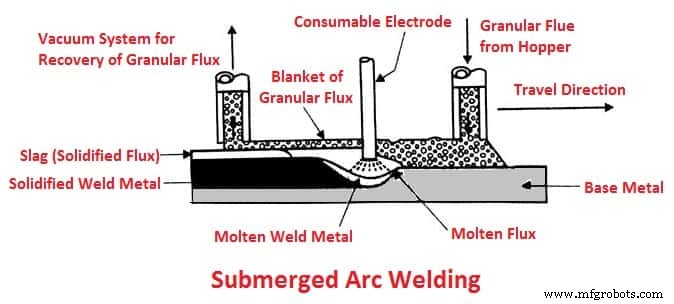
Dalam pengelasan busur terendam , ini adalah proses di mana elektroda yang diumpankan secara terus menerus dan selimut fluks yang dapat melebur menjadi konduktif ketika meleleh dan memberikan jalur arus antara bagian dan elektroda. Fluks ini juga membantu mencegah percikan dan percikan api sekaligus menekan asap dan radiasi ultraviolet.
#4 Pengelasan Terak Elektro
Pengelasan terak elektro diterapkan sebagai proses vertikal, untuk mengelas pelat tebal (di atas 25 mm) dalam satu lintasan. ESW bergantung pada busur listrik sebelum arus tambahan mulai memadamkan busur. Fluks meleleh saat kawat habis pakai dimasukkan ke dalam kolam leleh, yang membentuk terak cair di atas kolam.
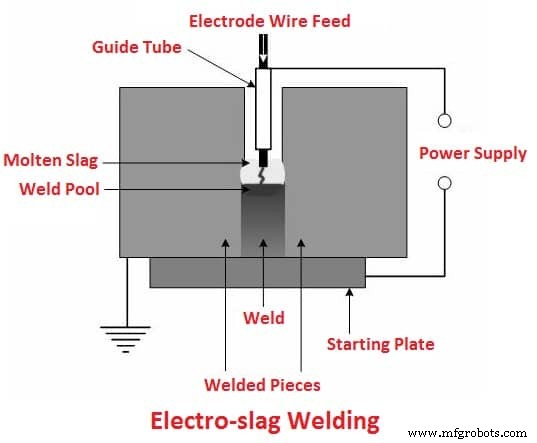
Panas untuk melelehkan ujung kawat dan pelat dihasilkan melalui tahanan terak cair terhadap aliran arus listrik. Dua sepatu bot tembaga berpendingin air mengikuti kemajuan proses dan mencegah terak cair menutup.
#5 Pengelasan Busur Pejantan
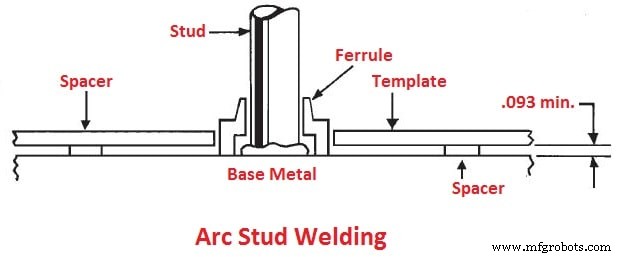
Pengelasan stud busur mirip dengan flash welding, stud welding menghubungkan mur atau pengikat, biasanya flens dengan nub yang meleleh untuk menempel pada potongan logam lain.
Baca juga:Bagaimana Cara Kerja Pengelasan Bawah Air? dan Jenis Pengelasan Bawah Air
Prosedur Pengelasan Busur
Ketika busur diperoleh, penetrasi panas yang kuat yang dihasilkan dengan cepat melelehkan pekerjaan di bawah busur membentuk kumpulan logam cair yang tampaknya dipaksa keluar dari kolam oleh ledakan dari busur.
Sebuah depresi kecil terbentuk dalam pekerjaan dan logam cair disimpan di sekitar tepi depresi ini, yang disebut pencipta busur. Terak dibersihkan setelah sambungan mendingin.
Mereka, setelah dimulai, harus maju pada kecepatan yang seragam di sepanjang garis pengelasan yang diinginkan. Peleburan harus mencapai kedalaman yang cukup di bawah permukaan asli dari potongan logam yang akan disambung untuk mendapatkan las yang diinginkan. Ini dikenal sebagai mendapatkan penetrasi yang tepat.
Arus searah atau bolak-balik dapat digunakan untuk pengelasan busur, tetapi arus searah lebih disukai untuk sebagian besar tujuan. Ketika pekerjaan dihubungkan ke terminal +ve dari mesin las DC dan terminal -ve ke elektroda yang lebih berani, pengaturan pengelasan dikatakan memiliki polaritas lurus.
Namun, ketika pekerjaan dihubungkan ke -ve dan elektroda ke terminal +ve, maka pengaturan pengelasan dikatakan memiliki polaritas terbalik. Polaritas lurus lebih berguna untuk beberapa lasan sedangkan untuk las lain polaritas terbalik harus digunakan.
Tindakan Keselamatan untuk Pengelasan Busur
Pada dasarnya pengelasan bukanlah pekerjaan yang berbahaya jika tindakan pencegahan yang tepat diamati. Hal ini membutuhkan kesadaran terus menerus tentang kemungkinan bahaya dan tindakan pencegahan keselamatan kebiasaan oleh tukang las.
- Pastikan peralatan las busur dipasang dengan benar dan diarde serta dalam kondisi kerja yang baik.
- Selalu kenakan pakaian pelindung yang sesuai untuk pengelasan,
- Selalu pakai pelindung mata yang tepat, saat mengelas.
- Jaga kebersihan area kerja Anda dan pastikan tidak ada bahan yang mudah terbakar atau meledak di atau dekat area kerja.
- Jangan mengelas di ruang tertutup dan wadah tertutup yang menyimpan bahan mudah terbakar tanpa tindakan pencegahan khusus.
- Gunakan knalpot otomatis pada titik pengelasan saat mengelas timah, Chromium, Mangan, Perunggu, Kuningan, Kadmium, Seng, atau baja galvanis.
- Jika perlu untuk mengelas di area yang lembab atau basah, berdirilah di atas platform berinsulasi kering, atau kenakan sepatu bot karet.
- Jika perlu memotong panjang kabel las menjadi satu, pastikan semua sambungan listrik diisolasi.
- Jika dudukan elektroda tidak digunakan, gantung pada braket yang disediakan.
- Buang stub elektroda dalam wadah yang tepat karena stub di lantai dapat membahayakan keselamatan.
- Jangan mengelas di dekat operasi degreasing.
- Saat bekerja di atas tanah, pastikan perancah, tangga, atau permukaan kerja kokoh.
Baca juga:Perbedaan Pengelasan TIG dan MIG
Peralatan Pengelasan Busur
Berikut adalah berbagai peralatan yang digunakan dalam pengelasan busur:
- A.C. atau mesin DC
- Elektro
- Tempat elektroda
- Kabel, konektor kabel
- Steker kabel
- Palu pecah
- Klem pembumian
- Sikat kawat
- Helm
- Kacamata pengaman
- Sarung tangan
- Celemek, lengan baju; dll.
Salah satu alasan penerimaan yang luas dari proses pengelasan busur adalah kesederhanaan peralatan yang diperlukan. Peralatan terdiri dari item berikut.
- Sumber daya pengelasan
- Tempat elektroda
- Penjepit tanah
- Kabel dan konektor las
- Peralatan aksesori (palu chipping, sikat kawat)
- Alat pelindung (helm, sarung tangan, dll.)
1. Sumber Daya Pengelasan

Pengelasan ini menggunakan AC atau DC, tetapi dalam kedua kasus tersebut, sumber daya yang dipilih harus dari jenis arus konstan. Jenis sumber daya ini akan menghasilkan arus listrik atau arus pengelasan yang relatif konstan terlepas dari variasi panjang busur oleh operator.
2. Pemegang Elektroda
Pemegang elektroda terhubung ke kabel las dan menyalakan elektroda. Pegangan berinsulasi digunakan untuk memandu elektroda ke sambungan las.

Dan masukkan elektroda di atas sambungan las dan masukkan elektroda ke dalam genangan las. Pemegang elektroda tersedia dalam berbagai ukuran dan dinilai berdasarkan daya dukungnya saat ini.
3. Penjepit Tanah
Penjepit arde digunakan untuk menyambungkan kabel arde ke benda kerja yang dihubungkan langsung ke benda kerja atau ke meja atau perlengkapan tempat benda kerja ditempatkan.

Sebagai bagian dari rangkaian las, klem arde mampu menghantarkan arus las tanpa panas berlebih akibat hambatan listrik.
4. Kabel Las
Kabel elektroda dan kabel ground adalah bagian penting dari rangkaian pengelasan. Mereka harus sangat fleksibel dan memiliki insulasi tahan panas yang kuat.
Sambungan pada pemegang elektroda, penjepit arde, dan pada sumber daya harus disolder atau dikerutkan dengan baik untuk memastikan resistansi listrik yang rendah.

Luas penampang kabel harus cukup besar untuk memungkinkan arus pengelasan dengan penurunan tegangan minimum. Meningkatkan panjang kabel memerlukan peningkatan diameter kabel untuk mengurangi hambatan dan penurunan tegangan.
5. Peralatan Aksesori (palu chipping, sikat kawat)
Sekarang sebagian besar tukang las dapat setuju bahwa perlu untuk menghilangkan terak dari logam las. Anda mungkin bertanya-tanya bagaimana cara menghilangkan terak. Proses ini sangat mudah dan hanya membutuhkan waktu beberapa detik.

Terak tidak dirancang untuk sangat terikat pada lasan, yang diperlukan hanyalah palu atau sikat kawat. Kita harus mengatakan bahwa semakin baik lasan, semakin sedikit ikatannya dengan terak. Jadi, jika lasan Anda bagus, Anda hanya perlu mengetuknya.
6. Alat Pelindung (helm, sarung tangan, dll.)
Sinar dari busur logam memiliki radiasi inframerah dan ultraviolet yang tinggi. Ini sangat berbahaya bagi mata, wajah, dan kulit tukang las. Dia harus dilindungi dari sinar ini serta kecerahan busur.


Layar tangan dan helm membantu melindungi wajah dan mata operator dari sinar busur. Mereka terbuat dari bahan yang ringan. Layar tangan atau helm tidak boleh lebih dari 600 gram. Mereka harus cukup besar untuk melindungi seluruh wajah dan mata dari sinar pantul.
7. Elektroda untuk Pengelasan Busur
Elektroda yang tidak dapat dikonsumsi dan yang dapat dikonsumsi digunakan untuk pengelasan busur. Elektroda yang tidak dapat dikonsumsi dapat terbuat dari karbon, grafit, atau tungsten yang tidak digunakan selama operasi pengelasan.

Elektroda yang dapat dikonsumsi dapat dibuat dari berbagai logam tergantung pada tujuan dan komposisi kimia dari logam yang akan dilas. Elektroda habis pakai ini dapat diklasifikasikan menjadi telanjang dan dilapisi.
Keuntungan Pengelasan Busur
Berikut adalah keuntungan dari pengelasan busur:
- Peralatan las murah.
- Operasi pengelasan lebih cepat dibandingkan dengan proses pengelasan gas.
- Biaya operasi pengelasan rendah.
- Teknik yang relatif sederhana dan serbaguna.
- Ini membutuhkan variasi elektroda yang relatif kecil.
- Penutup pada elektroda dapat memberikan gas pelindung, elemen paduan, dan bahan penting lainnya dengan biaya yang relatif rendah.
- Peralatan las dapat diatur dan dirawat dengan mudah.
Kerugian Pengelasan Busur
Berikut adalah kerugian dari pengelasan busur:
- Input panas dan deposisi bahan pengisi tidak dapat dipisahkan.
- Material elektroda terbuang dalam bentuk ujung yang tidak terpakai, terak &gas.
- Ada lebih banyak kemungkinan inklusi terak dalam manik-manik.
- Jika pengeringan elektroda tidak dilakukan dengan benar, kelembapan dapat menurunkan kualitas logam las.
- Percikan logam &pukulan busur adalah masalah umum dari proses ini.
- Benda kerja tipis yang berukuran kurang dari 3 mm sulit untuk dilas.
Aplikasi Pengelasan Busur
Berikut adalah aplikasi dari pengelasan busur:
- Proses ini umumnya digunakan dalam konstruksi &fabrikasi umum dalam pembuatan kapal, pada jaringan pipa, dan untuk pekerjaan pemeliharaan, karena peralatannya portabel dan mudah dirawat.
- Berguna untuk bekerja di daerah terpencil, di mana generator bertenaga bahan bakar portabel digunakan sebagai catu daya.
- Proses ini paling cocok untuk ketebalan benda kerja 3 hingga 19 mm, meskipun rentang ini dapat dengan mudah diperluas oleh operator yang terampil menggunakan teknik beberapa lintasan.
Unduh PDF artikel ini
Unduh sekarang
Kesimpulan
Jadi sekarang, kami berharap kami telah menghapus semua keraguan Anda tentang Proses Pengelasan Busur. Jika Anda masih ragu tentang “Jenis Pengelasan Busur ” Anda dapat menghubungi kami atau bertanya di kolom komentar.
Itu saja terima kasih telah membaca. Jika Anda menyukai artikel kami, silakan bagikan dengan teman-teman Anda. Jika Anda memiliki pertanyaan tentang topik apa pun, Anda dapat bertanya di bagian komentar.
Berlangganan buletin kami untuk mendapatkan pemberitahuan saat kami mengunggah posting baru.


