Pengukur Kecil di Sumber Bagian Logam
Kepraktisan Pengukur Pin untuk Pemeriksaan ID Tabung
Di sini, di Metal Cutting Corporation, untuk banyak aplikasi, tidak cukup bagi kami untuk membuat suku cadang dengan toleransi yang ditentukan pelanggan. Sebagian besar kontrol kualitas kami juga memastikan bahwa kami dapat mengukur suku cadang secara efektif dan memberikan bukti positif bahwa suku cadang tersebut memang sesuai dengan spesifikasi.
Metode yang dipilih — dan jenis alat yang digunakan — untuk menentukan apakah suatu suku cadang memenuhi persyaratan dapat membuat perbedaan antara memenuhi spesifikasi pertama kali dan harus melakukan pekerjaan tambahan, yang pada gilirannya meningkatkan biaya dan menciptakan penundaan untuk semua.
Sebagai produsen suku cadang logam yang sangat kecil termasuk pipa berdiameter kecil yang panjangnya pendek, kami sering menggunakan pengukur yang sangat kecil yang dikenal sebagai pengukur pin untuk mengukur diameter dalam (ID) suku cadang yang kami buat dari tabung.
Juga dikenal sebagai pin plug gage, pengukur kecil ini menawarkan metode pemeriksaan sederhana “lulus-gagal” — memungkinkan pengguna untuk dengan cepat menilai ID tabung berdiameter sangat kecil dengan toleransi plus atau minus tertentu.
X-Y-Z dari Pengukur Pin
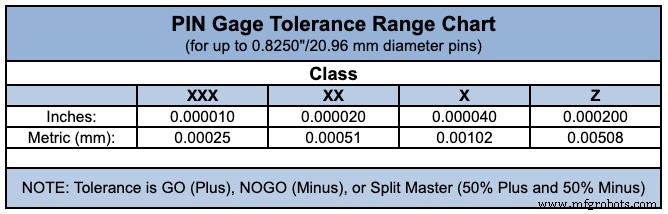
Ada berbagai kelas pengukur kecil — Y, Z, ZZ, XX, XXX, dan seterusnya — dengan toleransi berbeda yang menyertainya. Toleransi pengukur didasarkan pada toleransi yang diizinkan dalam proses pembuatan setiap pin.
Misalnya, untuk pengukur mulai dari ukuran 0,001” hingga 0,08250”, pengukur Kelas Z memiliki toleransi tidak lebih dari 0,0001”, sedangkan pengukur Kelas X memiliki toleransi tidak lebih dari 0,00004”.
Semakin kecil bagiannya, semakin penting toleransi pengukur. Pengukur pin toleransi yang lebih ketat (seperti Kelas XXX) lebih lurus dan lebih seragam di seluruh panjang pin. Itu membuatnya sangat cocok untuk memeriksa ID tabung berdiameter kecil yang memiliki toleransi sangat kritis.
Batas Pengukuran Pengukur Pin
Untuk sebagian besar tabung pendek dengan ID dari 0,005" hingga 0,200", pengukur pin biasanya menghasilkan hasil yang dapat diterima yang dapat dikorelasikan. Namun, pengukur pin hanya dapat menilai satu batas toleransi, bukan plus dan minus.
Penting juga untuk diingat bahwa jika Anda memerlukan tepat pengukuran diameter bagian yang sudah jadi, pengukur kecil ini tidak akan memenuhi kebutuhan Anda.
Itu karena pin gage adalah metode go/no-go — artinya tidak dirancang untuk memberikan nilai pengukuran untuk karakteristik individu bagian. Sebaliknya, secara sederhana, jika go gage dapat dimasukkan ke dalam ID tetapi no-gage tidak bisa, spesifikasinya telah terpenuhi.
Ada juga titik tertentu di mana bahkan terkecil pengukur kecil mungkin tidak layak secara fisik untuk menentukan ukuran dan toleransi.
Misalnya, dengan ID tabung kurang dari 0,004", pengukur pin go/no-go sama sekali tidak praktis. Itu karena akan sangat sulit untuk memasukkan pin pengukur yang halus ke dalam tabung berdiameter kecil tanpa membengkokkan tabung atau merusak pin itu sendiri.
Selain itu, pin atau plug gage tidak praktis untuk memeriksa silinder yang sangat panjang, seperti pipa berdiameter kecil yang panjangnya beberapa kaki dan memerlukan ID yang konsisten di seluruh bagiannya.
Alternatif Pengukur Kecil untuk Pemeriksaan ID
Jika pengukur kecil tidak sesuai, kami sering beralih ke metode lain yang lebih canggih untuk memeriksa ID, termasuk alat seperti smart scope dan berbagai komparator optik.
Umumnya, metode ini menggunakan sensor untuk mengukur berbagai titik di sekitar keliling dan di dalam tabung, untuk menghitung apakah ID rata-rata berada dalam toleransi. Metode pengukuran optik ini lebih presisi daripada pengukur jarum dan dapat digunakan untuk mengukur lingkaran, busur, dan bentuk yang lebih kompleks.
Namun, metode ini lebih mahal daripada menggunakan pengukur pin dan memiliki kekurangan. Misalnya, alat optik tidak dapat memverifikasi apakah ID konsisten di seluruh tabung, dan akurasi dapat dipengaruhi oleh permukaan akhir dari bagian yang diukur.
Selain itu, pengukuran optik tidak dapat digunakan untuk memverifikasi ID pada bagian yang sangat panjang, karena bagian tersebut tidak dapat diposisikan sehingga cahaya akan menembus seluruhnya. Sebaliknya, metode ini hanya dapat digunakan pada bagian pendek yang dapat ditempatkan pada kaca sistem pengukuran.
Jangan Lewati Langkah Pemeriksaan di Spesifikasi Anda
Memahami dasar-dasar pengukuran suku cadang dan penggunaan pengukur kecil serta alat inspeksi lainnya sangat penting untuk membuat keputusan yang tepat tentang spesifikasi Anda.
Sama seperti Anda mencurahkan banyak waktu dan upaya untuk menentukan dimensi dan toleransi suku cadang, Anda juga harus mempertimbangkan dengan cermat pilihan Anda saat memutuskan bagaimana Anda akan menentukan apakah suku cadang yang sudah jadi memenuhi kebutuhan Anda.
Selain itu, memastikan Anda dan mitra Anda mengetahui dan menyetujui sebelumnya apa yang akan diukur, dan bagaimana caranya, merupakan langkah penting dalam pembuatan suku cadang yang sukses.


