Menghindari Garis Alur pada Bagian yang Dibentuk
 Contoh efek pusaran dari bahan nilon dengan pewarna kuning. Memilih resin pre-compound akan membantu pelanggan menghindari masalah ini.
Contoh efek pusaran dari bahan nilon dengan pewarna kuning. Memilih resin pre-compound akan membantu pelanggan menghindari masalah ini.
Pemain bola basket yang tidak boleh melewatkan satu pukulan pun mungkin mengatakan bahwa mereka berada di zona . Seorang psikolog menggambarkan fenomena itu—menemukan aliran —sebagai keadaan keterlibatan produktif yang sering dikatakan sebagai rahasia kebahagiaan.
Akan tetapi, menemukan garis aliran di bagian cetakan injeksi akan menghasilkan insinyur desain dan pelanggan yang tidak senang. Hal ini terutama berlaku saat garis aliran terlihat pada suku cadang perangkat medis, aplikasi otomotif, atau produk konsumen, industri yang sangat bergantung pada pencetakan injeksi.
Garis alir adalah permukaan yang tidak rata, pola bergelombang, atau efek riak, mungkin dengan warna yang sedikit berbeda, yang dapat muncul di bagian cetakan injeksi.
Kabar baiknya adalah bahwa garis aliran hanya merupakan masalah estetika dan tidak memengaruhi kekuatan atau integritas struktural suatu bagian, yang akan berfungsi sebagaimana mestinya.
Lebih baik lagi, desainer dan produsen yang memproduksi suku cadang mereka memiliki cara untuk mengurangi garis aliran dan mencapai tujuan mereka untuk membuat suku cadang plastik berkualitas tinggi.
Desain Protolab untuk analisis manufaktur (DFM) secara otomatis menyoroti area tipis dan tebal dalam model CAD Anda, yang dapat membantu memulai diskusi tentang cara untuk memastikan aliran yang konsisten melalui cetakan.
Mengikuti Arus
Sebelum membahas desain tersebut dan pertimbangan lainnya, ingatlah bahwa cetakan injeksi plastik adalah proses pembuatan yang melibatkan pemanasan pelet resin ke keadaan cair dan, menurut instruksi digital yang diprogram ke dalam komputer yang menggerakkan proses pencetakan, menyuntikkan bahan cair tersebut ke dalam alat logam. (cetakan). Setelah didinginkan, Anda memiliki komponen termoplastik tingkat produksi akhir.
Selama proses pencetakan injeksi, garis alir paling sering muncul saat cairan, plastik cair yang mengalir melalui cetakan bersentuhan dengan bahan plastik yang telah mendingin.
Itu lebih mungkin terjadi ketika plastik panas mengalir dari area cetakan dengan dinding yang lebih tebal ke area yang lebih tipis, di mana plastik sudah mendingin dan menjadi bergetah. Ketebalan dinding yang seragam dapat membantu memastikan laju aliran material yang tepat sehingga plastik di area tipis tidak mendingin sebelum mengisi penuh bagian yang lebih tebal.
Karena beberapa bagian tidak dapat memiliki ketebalan yang sama secara keseluruhan, perubahan bertahap—daripada drastis—antara area berdinding tebal dan tipis akan membantu menghindari perbedaan aliran material yang dapat menyebabkan garis aliran. Analisis desain untuk manufaktur (DFM) Protolab secara otomatis menyoroti area tipis dan tebal dalam model CAD Anda, yang dapat berfungsi untuk memulai diskusi tentang cara mengurangi variasi tersebut.
Cara lain untuk menjaga agar plastik cair tetap mengalir adalah dengan menghindari sudut tajam di dalam, yang memiliki tepi 90 derajat, dalam desain cetakan Anda. Lebih baik mendesain sudut seperti tikungan halus di sungai. Plastik akan dengan mudah membulatkan sudut, mengikuti jari-jari pada lekukan tersebut untuk mengisi cetakan secara lebih merata.
Beberapa pelanggan menambahkan tulang rusuk atau dinding vertikal tipis pada desain mereka, yang pada dasarnya membuat kerangka di dalam bagian tersebut, untuk meningkatkan integritas struktural bagian cetakan injeksi. Rusuk yang ditempatkan di seluruh bagian juga dapat berfungsi sebagai saluran aliran untuk membantu plastik berpindah dari satu sisi ke sisi lain dengan lebih cepat dan mudah.

Pencampuran halus pewarna khusus juga penting untuk menghindari garis aliran pada bagian cetakan.
Memilih Bahan untuk Meningkatkan Aliran Resin
Setiap plastik bekerja agak berbeda dalam proses pencetakan injeksi. Produk dengan suhu leleh rendah dan viskositas lebih rendah, seperti polietilen dan polipropilena, mengalir dengan mudah dan akan mengisi cetakan dengan lebih halus dan merata.
Lainnya, seperti polikarbonat, lengket dan akan menjadi pilihan yang buruk untuk bagian yang tipis karena sulit membuatnya mengisi cetakan dengan benar. Termoplastik ABS ada di tengah dan berfungsi untuk beberapa aplikasi.
Plastik, bagaimanapun, tidak dapat dipertukarkan. Beberapa bagian harus kuat atau fleksibel sementara yang lain mungkin memerlukan ketahanan benturan atau bahan kimia. Dengan banyaknya jenis plastik yang tersedia saat ini, bahan lain dalam keluarga yang sama dengan laju alir lelehan atau viskositas yang lebih baik dapat menjadi pilihan untuk menghindari garis alir dan menghasilkan bagian yang lebih baik.
Menghindari Garis Aliran Sebelum Produksi
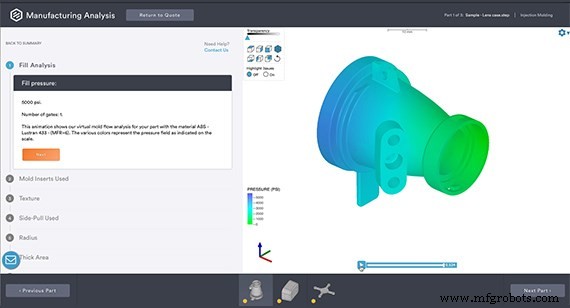
Anggota tim cetakan ahli dapat memproses garis aliran dan masalah lain sebelum memproduksi komponen pelanggan dari cetakan baru. Operator dapat menyesuaikan beberapa parameter pada perangkat untuk mengurangi garis aliran. Itu termasuk meningkatkan kecepatan injeksi material yang masuk ke bagian, menaikkan suhu material, atau menaikkan tekanan pengisian. Sebelum resin menyentuh cetakan, simulasi aliran cetakan digital Protolab dapat mengidentifikasi kapan perubahan ketebalan suatu bagian atau jenis plastik yang digunakan akan meningkatkan aliran material dalam cetakan dan memungkinkan produksi pada tingkat tekanan yang aman.
Pabrikan digital seperti Protolabs dapat memproduksi suku cadang akhir secepat satu hari menggunakan perkakas aluminium yang hemat biaya untuk suku cadang cetakan injeksi, dengan opsi hemat biaya untuk beralih dari pembuatan prototipe ke manufaktur sesuai permintaan. Penawaran dengan analisis desain gratis suatu bagian tersedia dalam beberapa jam.


