Proses Rolling untuk Baja
Proses Pengerolan Baja
Pengerolan adalah proses deformasi plastis baja dengan melewatkannya di antara gulungan. Pengerolan didefinisikan sebagai pengurangan luas penampang potongan baja yang digulung, atau pembentukan umum produk baja, melalui penggunaan gulungan putar.
Rolling baja adalah salah satu proses manufaktur yang paling penting untuk baja. Biasanya merupakan langkah pertama dalam pemrosesan baja setelah dibuat dan dicor baik dalam Ingot atau produk cor kontinu di toko peleburan baja. Penggulungan awal baja dilakukan di pabrik penggilingan panas di mana mekar dan lembaran digulung ke berbagai produk canai seperti pelat, lembaran, strip, koil, billet, struktur, rel, batang dan batang. Pengerolan dingin baja juga dilakukan untuk beberapa produk. Banyak dari produk canai ini seperti rel dan batang tulangan dll. langsung digunakan oleh konsumen sedangkan produk canai lainnya adalah bahan baku awal untuk operasi manufaktur berikutnya seperti penempaan, pengerjaan lembaran logam, penarikan kawat, ekstrusi, permesinan, dan fabrikasi. industri. Penggulungan baja dapat menghasilkan berbagai macam produk. Lebar produk yang digulung dapat bervariasi dari beberapa milimeter hingga beberapa meter sedangkan ketebalannya dapat bervariasi dari 0,1 mm hingga lebih dari 200 mm. Bagian yang digulung dapat berupa bagian persegi, persegi panjang, bulat atau berbentuk. Proses rolling yang berbeda untuk baja ditunjukkan pada Gambar 1
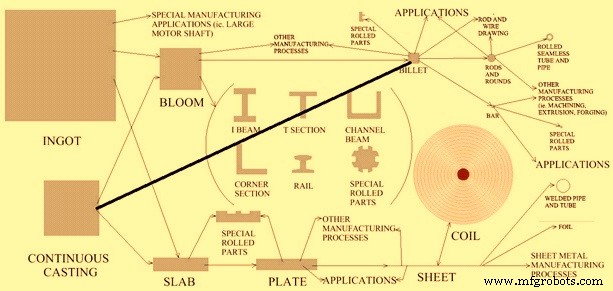
Gbr 1 Proses penggulungan baja
Prinsip menggulung baja
Selama pengerolan, benda kerja baja mengalami tegangan tekan yang tinggi sebagai akibat gesekan antara rol dan permukaan benda kerja yang digulung. Benda kerja mengalami deformasi plastis oleh gaya tekan antara dua gulungan yang terus berputar. Gaya-gaya ini bekerja untuk mengurangi ketebalan baja dan mempengaruhi struktur butirnya. Pengurangan ketebalan yang merupakan perbedaan ketebalan sebelum dan sesudah pengurangan dikenal sebagai draft. Selain mengurangi ketebalan, gulungan menyebabkan pengumpanan material saat mereka berputar dalam arah yang berlawanan satu sama lain. Oleh karena itu, gesekan merupakan bagian penting dari proses penggulungan, tetapi terlalu banyak gesekan dapat merusak karena berbagai alasan. Karena tingkat gesekan harus dikontrol dalam proses rolling, pelumasan merupakan faktor penting selama rolling. Agar benda kerja masuk ke tenggorokan gulungan, komponen gaya gesek harus sama atau lebih besar dari komponen horizontal gaya normal.
Selama operasi penggulungan, bentuk geometris benda kerja berubah tetapi volumenya pada dasarnya tetap sama. Zona gulungan adalah area di mana gulungan bekerja pada material. Di sinilah deformasi plastis benda kerja terjadi. Faktor penting dalam proses rolling adalah karena konservasi volume material baja dengan pengurangan ketebalan, material yang keluar dari zona roll akan bergerak lebih cepat daripada material baja yang masuk ke zona roll. Gulungan itu sendiri berputar pada kecepatan konstan, maka pada beberapa titik di zona gulungan kecepatan permukaan gulungan dan material baja persis sama. Ini disebut sebagai titik tanpa slip. Sebelum titik ini, gulungan bergerak lebih cepat dari material, dan setelah titik ini material bergerak lebih cepat dari gulungan.
Torsi dan daya adalah dua komponen penting dari rolling. Torsi adalah ukuran gaya yang diterapkan pada gulungan untuk menghasilkan gerakan rotasi sementara daya diterapkan ke pabrik penggulung dengan menerapkan torsi pada gulungan dan melalui tegangan benda kerja. Dalam rolling mill, daya dihabiskan terutama dalam empat cara berikut.
- Energi yang dibutuhkan untuk mengubah bentuk baja.
- Energi yang dibutuhkan untuk mengatasi gaya gesekan.
- Kehilangan daya pada pinion dan sistem transmisi daya.
- Kerugian listrik di berbagai motor.
Kadang-kadang selama penggulungan baja, tegangan (gaya) diterapkan pada benda kerja saat sedang digulung. Ketegangan dapat diterapkan ke depan (ketegangan depan), dapat diterapkan ke belakang (ketegangan belakang), atau dapat diterapkan pada kedua ujungnya. Teknik ini membantu gaya yang diperlukan untuk menggelindingkan baja.
Selama proses pengerolan, deformasi plastis yang menyebabkan berkurangnya ketebalan potongan baja, juga menyebabkan bertambahnya lebar benda kerja. Fenomena ini dikenal sebagai menyebar. Ketika benda kerja yang diproses memiliki rasio lebar dan tebal yang tinggi, maka penyebarannya tidak terlalu diperhatikan karena relatif kecil. Di sisi lain dalam hal rasio lebar dan tebal rendah, peningkatan lebar bisa menjadi masalah. Gulungan vertikal (gulungan tepi) digunakan untuk mengontrol penyebaran dan untuk mempertahankan lebar konstan selama penggulungan.
Pengerolan dapat dilakukan dengan penggilasan panas atau pengerolan dingin. Penggulungan dingin biasanya mengikuti penggulungan panas.
Selama pengerolan panas baja, struktur butiran cor baja yang dicapai selama proses pembuatan baja (biasanya butiran besar yang tumbuh ke arah pemadatan) diubah menjadi struktur baja butiran tempa. Struktur cor memiliki batas butir yang lemah yang membuat baja rapuh. Struktur cor juga berhubungan dengan banyak cacat seperti porositas, rongga susut dan inklusi. Selama pengerolan panas baja yang berlangsung di atas suhu rekristalisasi, struktur butir cor rusak. Batas butir lama dihancurkan dan batas butir baru yang lebih keras terbentuk bersama dengan struktur butir yang lebih seragam. Pengerolan baja juga menutup kekosongan dan rongga susut di dalam baja dan memecah inklusi dan mendistribusikannya secara merata ke seluruh benda kerja. Ciri khas dari hot rolling bukan hanya struktur yang mengkristal, tetapi juga terjadinya proses propagasi dislokasi dan proses pelunakan secara simultan. Keuntungan dari hot rolling adalah sebagai berikut.
- Karena tegangan aliran rendah, gaya dan kebutuhan daya relatif lebih rendah. Bahkan benda kerja yang sangat besar dapat berubah bentuk dengan peralatan berukuran wajar.
- Karena daktilitasnya tinggi, tingkat deformasi yang besar dimungkinkan.
- Bentuk kompleks bisa digulung'
Pengerolan dingin dilakukan pada suhu kamar, meskipun pekerjaan deformasi dapat menaikkan suhu benda kerja hingga 100 -200 derajat C. Selama pengerolan dingin baja, penyelesaian permukaan yang baik dan peningkatan kekuatan mekanik dengan kontrol yang ketat terhadap dimensi produk dapat dicapai . Keuntungan dari cold rolling diberikan di bawah ini.
- Dengan tidak adanya pendinginan dan oksidasi, toleransi yang lebih ketat dan permukaan akhir yang lebih baik dapat diperoleh..
- Bagian yang lebih tipis dapat digulung.
- Properti akhir dari benda kerja dapat dikontrol dengan ketat. Jika diinginkan, kekuatan tinggi yang diperoleh selama pengerolan dingin dapat dipertahankan. atau jika daktilitas tinggi diperlukan, ukuran butir dapat dikontrol sebelum anil.
- Pelumasan lebih mudah secara umum.
Pengerolan baja dilakukan tidak hanya untuk mencapai penampang yang diinginkan tetapi juga untuk mendapatkan sifat-sifat baja yang diinginkan. Penggulungan baja memberikan kekuatan dan orientasi butir yang menguntungkan. Proses perlakuan panas lebih lanjut yang digabungkan selama penggulungan terkontrol membantu dalam modifikasi struktur mikro baja untuk memberikan sifat yang diinginkan pada baja.
Penggulungan terkontrol adalah jenis pemrosesan termo mekanis yang mengintegrasikan deformasi terkontrol dan perlakuan panas. Panas yang membawa benda kerja di atas suhu rekristalisasi juga digunakan untuk melakukan perlakuan panas sehingga perlakuan panas berikutnya tidak diperlukan. Jenis perlakuan panas termasuk produksi struktur butiran halus; mengendalikan sifat, ukuran, dan distribusi berbagai produk transformasi (seperti ferit, austenit, perlit, bainit dan martensit dalam baja), menginduksi pengerasan presipitasi, dan mengendalikan ketangguhan. Untuk mencapainya, seluruh proses harus dipantau dan dikendalikan secara ketat. Variabel umum dalam pengerolan terkontrol meliputi komposisi dan struktur bahan awal, tingkat deformasi, suhu pada berbagai tahap, dan kondisi pendinginan. Manfaat penggulungan terkontrol mencakup sifat mekanik dan penghematan energi yang lebih baik.
Proses rolling memungkinkan otomatisasi loop tertutup tingkat tinggi dan kecepatan yang sangat tinggi, dan dengan demikian mampu menyediakan bahan awal yang berkualitas tinggi dan memiliki toleransi yang dekat untuk berbagai industri hilir.
Gulungan yang digunakan di pabrik penggilingan memiliki berbagai ukuran dan geometri. Rolls yang digunakan untuk rolling mengalami kondisi operasi yang ekstrim selama proses rolling. Kondisi ini termasuk gaya yang luar biasa, momen lentur, tegangan termal dan keausan. Bahan gulungan dipilih untuk kekuatan, kekakuan, dan ketahanan aus. Bahan gulungan bervariasi dan tergantung pada proses penggulungan tertentu. Bahan gulungan yang umum digunakan adalah besi tuang, besi ulet, baja tuang, dan baja tempa. Gulungan baja tempa lebih kuat dan lebih kaku daripada gulungan besi tuang tetapi memiliki proses pembuatan yang rumit. Komposisi besi dan baja dipilih agar sesuai dengan proses rolling. Baja nikel atau paduan baja molibdenum digunakan sebagai bahan untuk gulungan untuk proses penggulungan tertentu. Dalam beberapa proses penggulungan lainnya, gulungan terbuat dari tungsten karbida yang dapat memberikan ketahanan ekstrim terhadap defleksi.
Mempertahankan celah yang seragam antara gulungan sulit karena gulungan dibelokkan di bawah beban yang diperlukan untuk merusak benda kerja. Kekuatan dan kekakuan adalah karakteristik penting dari gulungan yang digunakan untuk penggulungan baja. Selama proses penggulungan, gaya besar bekerja pada gulungan. Karena gaya-gaya ini, rol mengalami defleksi yang berbeda. Dalam kasus penggulungan datar di mana lebarnya lebih besar, efek defleksi lebih besar. Gulungan awalnya datar. Selama operasi penggulungan, benda kerja memberikan gaya yang lebih besar pada gulungan ke arah pusat benda kerja daripada di tepinya. Hal ini menyebabkan gulungan lebih membelok di bagian tengah, dan karenanya memberikan ketebalan yang lebih besar pada benda kerja di bagian tengah. Untuk mengatasi masalah ini, gulungan digerus agar lebih tebal ke arah tengah sedemikian rupa sehingga dapat mengimbangi defleksi yang akan terjadi selama proses. Ketebalan ekstra ini disebut camber. Camber yang harus digiling menjadi gulungan sangat spesifik untuk lebar dan material tertentu dari benda kerja baja dan beban gaya. Gulungan dengan camber juga disebut gulungan bermahkota (mahkota parabola). Rol bermahkota hanya mengkompensasi satu set kondisi, khususnya material, suhu, dan jumlah deformasi.
Metode lain untuk mengkompensasi deformasi gulungan termasuk continual Variable Crown (CVC), pasangan cross rolling, dan work roll bending. CVC melibatkan penggilingan kurva polinomial orde ketiga ke dalam gulungan kerja dan kemudian menggeser gulungan kerja secara lateral, sama, dan berlawanan satu sama lain. Efeknya adalah gulungan akan memiliki celah di antara mereka yang berbentuk parabola, dan akan bervariasi dengan pergeseran lateral, sehingga memungkinkan untuk mengontrol mahkota gulungan secara dinamis. Penggulungan silang berpasangan melibatkan penggunaan gulungan bermahkota datar atau parabola, tetapi menggeser ujung-ujungnya pada suatu sudut sehingga celah antara tepi gulungan akan bertambah atau berkurang, sehingga memungkinkan kontrol mahkota yang dinamis. Pekerjaan pembengkokan gulungan melibatkan penggunaan silinder hidraulik di ujung gulungan untuk melawan defleksi gulungan.
Cara lain untuk mengatasi masalah defleksi adalah dengan mengurangi beban pada gulungan, yang dapat dilakukan dengan menerapkan gaya longitudinal; ini pada dasarnya menggambar. Metode lain untuk mengurangi defleksi gulungan termasuk meningkatkan modulus elastisitas material gulungan dan menambahkan penyangga cadangan ke gulungan.


