Pengantar Penggilingan Trochoidal
Berikut ini hanyalah salah satu dari beberapa posting blog yang relevan dengan Penggilingan Efisiensi Tinggi. Untuk mencapai pemahaman penuh tentang metode pemesinan populer ini, lihat salah satu pos HEM tambahan di bawah ini!
Pengantar Penggilingan Efisiensi Tinggi I Pemesinan Kecepatan Tinggi vs. HEM I Cara Mengatasi Penipisan Chip I Menyelam ke Kedalaman Pemotongan I Cara Menghindari 4 Jenis Keausan Alat Utama
Apa itu Penggilingan Trochoidal?
Penggilingan trochoidal adalah metode pemesinan yang digunakan untuk membuat slot yang lebih lebar dari diameter pemotongan pahat. Hal ini dicapai dengan menggunakan serangkaian pemotongan melingkar yang dikenal sebagai jalur alat trochoidal. Suatu bentuk Penggilingan Efisiensi Tinggi (HEM), penggilingan trochoidal memanfaatkan kecepatan tinggi sambil mempertahankan kedalaman potong radial (RDOC) yang rendah dan kedalaman pemotongan aksial yang tinggi (ADOC).
Penggilingan trochoidal sebagian besar didasarkan pada teori seputar penipisan chip dalam pemesinan. Pemikiran konvensional menunjukkan bahwa alat pemotong memiliki beban chip yang optimal yang menentukan lebar dan ukuran ideal dari chip yang dihasilkan. Konsep memerangi penipisan chip melibatkan pemesinan dengan beban chip yang lebih besar dari “optimal” untuk mempertahankan ketebalan chip maksimum yang konstan.
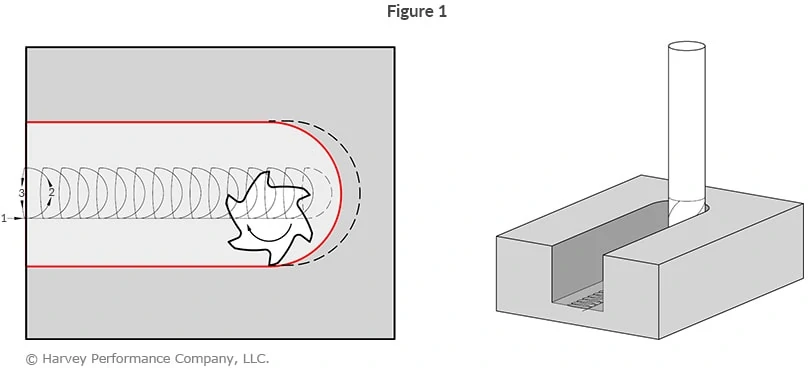
Berbeda dengan jalur pahat radial yang sepenuhnya linier dalam pemesinan konvensional, penggilingan trochoidal memanfaatkan jalur pahat spiral dengan RDOC rendah untuk mengurangi beban dan keausan pada pahat (Gambar 1).
Keuntungan Penggilingan Trochoidal
- Menurunkan gaya potong
- Mengurangi panas
- Akurasi pemesinan lebih baik
- Kehidupan alat yang lebih baik
- Waktu siklus lebih cepat
- Satu alat untuk beberapa ukuran slot
Penggilingan trochoidal bisa sangat menguntungkan dalam aplikasi tertentu. Pengurangan ikatan radial pada ujung tombak mengurangi jumlah panas yang dihasilkan dalam pemotongan sekaligus juga mengurangi gaya potong dan beban pada spindel. Gaya radial yang berkurang memungkinkan akurasi yang lebih besar selama produksi dan memungkinkan untuk mengerjakan fitur yang lebih halus dan presisi pada suatu suku cadang.
Selain itu, kedalaman pemotongan radial yang lebih rendah memungkinkan kedalaman pemotongan aksial yang lebih tinggi, yang berarti bahwa seluruh panjang tepi pemotongan dapat digunakan. Ini memastikan bahwa panas dan gaya potong didistribusikan ke seluruh ujung tombak pahat, bukan terkonsentrasi pada satu bagian. Pengurangan panas dan keausan, dikombinasikan dengan penyebaran seragam pada ujung tombak, menghasilkan peningkatan umur pahat yang signifikan dibandingkan metode slotting konvensional.
Mengingat kekuatan destruktif yang berkurang, kecepatan pahat dapat ditingkatkan. Karena seluruh panjang pemotongan digunakan, penggilingan trochoidal dapat menghilangkan kebutuhan untuk beberapa kedalaman pemotongan aksial. Peningkatan parameter lari dan pengurangan jumlah lintasan sangat mengurangi waktu siklus.
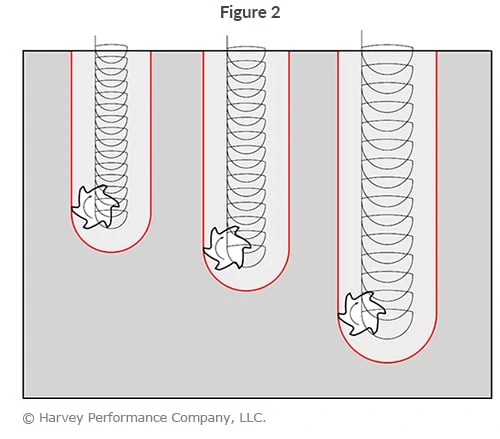
Karena penggilingan trochoidal menggunakan pahat untuk membuat slot yang lebih lebar dari diameter pemotongannya, pahat yang sama dapat digunakan untuk membuat slot dengan berbagai ukuran, bukan hanya satu. Ini dapat mengosongkan ruang di carousel pahat Anda dan menghemat waktu penggantian pahat, bergantung pada persyaratan suku cadang (Gambar 2).
Meskipun slotting adalah operasi roughing, pengurangan kedalaman radial pemotongan dan penurunan gaya potong dari penggilingan trochoidal sering menghasilkan penyelesaian akhir yang lebih baik di atas jalur pahat slotting konvensional. Namun, penyelesaian akhir di sepanjang dinding benda kerja mungkin diperlukan untuk menghilangkan cusp yang tersisa dari gerakan spiral pahat pemotong.
Klik Di Sini untuk Mempelajari Lebih Lanjut Tentang Kekuatan Peningkatan Efisiensi dari Penggilingan Efisiensi Tinggi
Tantangan Penggilingan Trochoidal
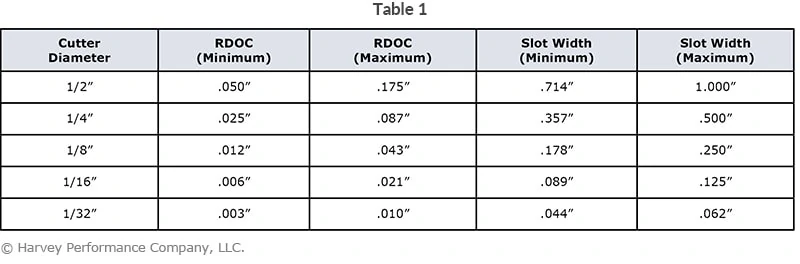
Tantangan penggilingan trochoidal biasanya ditemukan dengan mesin dan perangkat lunak. Mesin yang tepat untuk memanfaatkan penggilingan trochoidal tidak hanya akan mampu kecepatan tinggi dan feed tetapi juga akan mampu mengubah feed rate secara konstan saat pahat bergerak di sepanjang jalur spiralnya. Ketidakmampuan untuk memiliki laju umpan yang berubah akan menyebabkan penipisan chip yang dapat menghasilkan hasil yang tidak ideal dan berpotensi menyebabkan kerusakan pahat. Perangkat lunak khusus mungkin juga diperlukan untuk memprogram jalur pahat dan laju umpan untuk proses ini. Hal ini semakin diperumit oleh faktor-faktor seperti rasio diameter pemotong dengan ukuran alur, serta kedalaman radial pemotongan untuk rasio yang berbeda ini. Sebagian besar gambar menyarankan diameter pemotong menjadi 50% -70% dari lebar slot akhir, sedangkan kedalaman pemotongan radial harus sama dengan 10% -35% dari diameter pemotong (Tabel 1), tetapi opsi teraman adalah selalu berkonsultasi dengan pabrikan pahat. .
Penggilingan Trochoidal dan Micromachining
Manfaat Saat Micromachining
Micromachining juga bisa mendapatkan keuntungan dari penggilingan trochoidal. Penurunan keterlibatan radial dan gaya potong yang lebih rendah yang dihasilkan selama jalur pahat trochoidal mengurangi gaya pada pahat. Ini sangat penting untuk pahat berdiameter lebih kecil, karena lebih lemah dan tidak terlalu kaku, dan pengurangan gaya potong mengurangi kemungkinan defleksi dan kerusakan.
Tantangan Saat Micromachining
Sementara penggilingan trochoidal dengan perkakas miniatur secara teoritis bermanfaat, ada tantangan tambahan yang terkait dengan perkakas yang lebih kecil. Alat pemotong miniatur jauh lebih rentan terhadap kerusakan karena runout dan getaran spindel, inkonsistensi material, pemuatan yang tidak merata, dan banyak variabel lain yang muncul selama pemesinan. Tergantung pada aplikasi Anda, mungkin ada baiknya menggunakan alat dengan diameter terbesar untuk kekuatan ekstra. Meskipun ada potensi manfaat di tingkat miniatur, perhatian lebih harus diberikan pada penyiapan alat berat dan material untuk memastikan alat memiliki peluang keberhasilan tertinggi.
Sama seperti HEM, sebagai aturan umum, penggilingan trochoidal tidak boleh dipertimbangkan saat menggunakan alat dengan diameter pemotongan kurang dari 0,031”. Meskipun memungkinkan, penggilingan trochoidal mungkin masih sangat menantang atau berisiko pada diameter di bawah 0,062”, dan aplikasi serta mesin Anda harus dipertimbangkan dengan hati-hati.
Kesimpulan
Penggilingan trochoidal adalah teknik Penggilingan Efisiensi Tinggi (kecepatan tinggi, ADOC tinggi, RDOC rendah) yang dicirikan oleh jalur pahat melingkar, atau trochoidal. Gaya penggilingan ini terbukti menawarkan manfaat proses pemesinan yang signifikan, seperti meningkatkan masa pakai alat, mengurangi waktu pemesinan, dan lebih sedikit alat yang dibutuhkan untuk suatu pekerjaan. Namun, sangat penting untuk memiliki mesin dan perangkat lunak yang mampu memberikan kecepatan tinggi dan feed dan terus mengubah feed rate untuk menghindari kegagalan alat kritis. Sementara perkakas mini masih bisa mendapat manfaat dari penggilingan trochoidal, risiko kerusakan pahat harus dipertimbangkan dengan hati-hati, terutama pada diameter pemotong di bawah 0,062”. Meskipun penggilingan trochoidal dapat meningkatkan efisiensi pemesinan Anda di banyak aplikasi, selalu merupakan ide yang baik untuk berkonsultasi dengan produsen alat Anda terlebih dahulu.
Contoh aksi penggilingan trochoidal yang bagus dapat dilihat dalam video ini, di mana end mill 1/2″ Helical Solutions dengan heliks variabel, pitch variabel digunakan untuk mengerjakan blok baja tahan karat 316.


