Dinding dan pengisi tidak bersentuhan:cara cepat menyelesaikannya!
Seperti yang diketahui oleh setiap penggemar pencetakan 3D yang berharga, pengisi adalah aspek yang sangat penting dan esensial dari kualitas, kekuatan, dan waktu pencetakan suatu objek. Terkadang, kita membuang banyak waktu, listrik, dan pencetakan filamen objek hanya untuk mengetahui bahwa pengisi tidak benar-benar menyentuh cangkang (atau dinding) model, membuat struktur pengisi tidak berguna.
Dalam artikel ini, saya akan memandu Anda melalui alasan yang dapat menyebabkan masalah ini dan cara mengatasinya. Secara singkat, apa penyebab infill tidak menyentuh cangkang atau dinding benda cetak 3D?
Dinding dan pengisi yang tidak bersentuhan dapat disebabkan oleh ekstrusi bawah, yang dapat disebabkan karena suhu nozzle yang rendah, kecepatan gerakan yang tinggi, atau kalibrasi printer yang tidak tepat, dan juga dapat diperbaiki dengan menyesuaikan pengisi pengaturan tumpang tindih. Sebaiknya tingkatkan setelan ini dalam peningkatan 1% dan uji hasilnya.
| Solusi | Deskripsi | Indikasi |
| Isi tumpang tindih | Persentase pengisi akan tumpang tindih dengan perimeter terdekat | Naikkan sebesar 2% hingga 14% |
| Suhu nosel | Suhu nozzle yang rendah dapat menyebabkan ekstrusi yang kurang. | Setel ke suhu maksimum yang ditunjukkan oleh pabrikan |
| Kecepatan gerakan | Jika terlalu cepat, ekstruder mungkin tidak dapat mengekstrusi filamen yang diperlukan, menyebabkan ekstrusi kurang | Kurangi kecepatan gerakan menjadi 25mm/dtk |
| Masalah Pengumpan | Gesekan pada tabung Bowden dapat menyebabkan ekstrusi yang kurang | Bersihkan keseluruhan sistem pengumpanan dan sesuaikan tegangan pengumpan |
| Masalah Kalibrasi | Kalibrasi yang tidak tepat dapat menyebabkan printer mengonsumsi lebih sedikit filamen dari yang ditunjukkan. | Kalibrasi langkah-langkah ekstruder atau tingkatkan laju aliran |
Alasan mengapa dinding tidak menyentuh pengisi

Ada beberapa alasan yang menyebabkan dinding cetakan tidak menyentuh pengisi, dan untuk mengatasi masalah tersebut Anda harus melalui proses eliminasi.
Berikut adalah peta jalan dasar untuk mendiagnosis masalah. Setelah Anda memastikan bahwa ini jelas bukan kesalahan desain cetak, Anda harus melakukan hal berikut secara sistematis.
Setelan pemotong (Berbeda untuk setiap profil printer)
Hal yang paling jelas untuk diperiksa adalah pengaturan alat pengiris Anda, karena ini akan menjadi cara termudah dan tercepat untuk memecahkan masalah.
Anda perlu melihat Tumpang tindih Isi persentase. Menurut Cura, pengaturan ini menentukan “jumlah tumpang tindih antara pengisi dan dinding sebagai persentase dari lebar garis pengisi. Sedikit tumpang tindih memungkinkan dinding terhubung dengan kuat ke pengisi. “
Tampaknya, Cura memiliki pengaturan tumpang tindih Infill default yang berbeda tergantung pada profil printer. Di Ender 3 saya disetel ke 30%, di beberapa printer lain disetel ke 10% atau bahkan 0%, jadi setelan Anda mungkin sedikit berbeda juga.
Jika Tumpang tindih Isi sudah diatur pada 10% (pengaturan Cura Default). Saya akan menyarankan menjalankan beberapa tes dengan kenaikan 2% setiap kali untuk melihat apakah itu menyelesaikan masalah; jika tidak, Anda dapat membuang parameter ini sebagai kemungkinan penyebabnya.
Jika demikian, setel ulang persentase tumpang tindih kembali ke persentase default 10%, atau berapa pun persentase default untuk printer Anda, dan lanjutkan dengan diagnostik Anda.
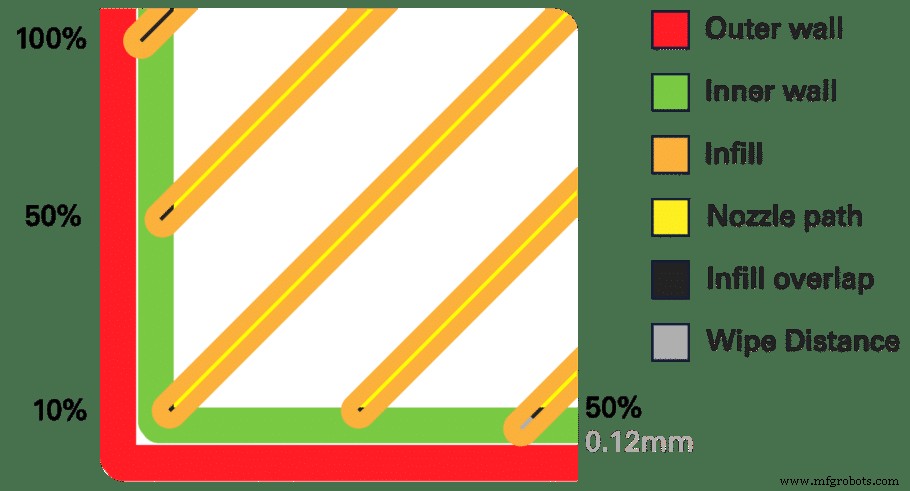
Seperti yang dapat Anda lihat pada ilustrasi visual di atas, pengaturan tumpang tindih pengisi 100% berarti bahwa jalur nozzle akan tumpang tindih dengan keseluruhan lebar lapisan (0,4 mm jika menggunakan diameter nozzle paling populer).
Suhu Ekstrusi
Langkah Anda selanjutnya adalah memeriksa suhu ekstrusi Anda. Mengapa ini bisa menjadi penyebab potensial? Sederhananya, jika suhu ekstrusi terlalu rendah, filamen yang meleleh akan lebih kental dan menghalangi aliran reguler atau yang diinginkan dari nosel karena tekanan yang lebih tinggi akan diperlukan untuk mengekstrusi jumlah material yang sama.
Hal ini pada akhirnya dapat menyebabkan under-extrusion, yang dapat menyebabkan dinding tidak menyentuh pengisi.
Jika suhu ekstrusi terlalu rendah, hal itu juga akan menyebabkan komplikasi pencetakan lainnya yang mencakup adhesi lapisan yang buruk dan pada filamen pada bidang horizontal yang sama antara dinding dan pengisi.
Di sisi lain, jika suhu ekstrusi terlalu tinggi, itu akan menghasilkan serangkaian masalah baru. Perubahan filamen yang meleleh akan terjadi jika suhunya terlalu panas dan plastik yang meleleh terlalu lama berada di nozzle, menyebabkan penyumbatan.
Periksa suhu yang direkomendasikan yang ditunjukkan oleh produsen filamen pada spool yang Anda gunakan dan atur suhu ke pengaturan maksimum yang direkomendasikan spool. Ini akan membantu mendapatkan aliran yang tepat dari nosel.
Misalnya, jika PLA yang Anda gunakan memiliki pengaturan suhu 190-215 °C, Anda harus mengatur suhu ke 215 °C, periksa hasilnya, lalu turunkan perlahan untuk menemukan sweet spot.
Kecepatan gerakan
Suhu adalah faktor utama dalam laju aliran; namun, laju aliran filamen leleh juga ditentukan oleh ukuran nosel, kecepatan cetak, dan tinggi lapisan. Semua pengaturan ini bersama-sama menentukan laju aliran, yang merupakan pengukuran berapa banyak filamen leleh yang dikeluarkan dari nozzle per detik.
Dengan mencoba mendorong lebih banyak material daripada yang diizinkan oleh laju aliran, Anda akan berakhir dengan ekstrusi bawah. Keseimbangan antara suhu dan kecepatan filamen yang melewati printer Anda ke titik ekstrusi tidak boleh didorong secara ekstrem. Harus selalu ada keseimbangan yang baik antara keduanya.
Memang benar bahwa dengan suhu yang lebih tinggi, Anda dapat mencetak lebih cepat. Sebaliknya, saat menggunakan suhu yang lebih rendah; kecepatan gerakan harus dikurangi untuk mencapai ekstrusi yang optimal.
Kecepatan gerakan akan berbeda antara model printer, dan untuk menghilangkan ini sebagai penyebab Anda dapat mencoba dan mengatur kecepatan gerakan ke 25mm/s atau setidaknya lebih rendah dari 50mm/s. Kecepatan gerakan ini cukup rendah untuk menyimpulkan bahwa, jika masalah berlanjut, itu disebabkan oleh beberapa faktor lain.
Di bawah ekstrusi
Anda benar, kami sudah membicarakan tentang ekstrusi sebelumnya ketika melewati suhu nosel dan kecepatan gerakan. Meskipun demikian, under-extrusion juga dapat disebabkan karena faktor lain yang sedikit lebih rumit. Karena penyebab sebelumnya memiliki solusi langsung, kami membuangnya terlebih dahulu.
Seperti yang telah kami katakan sebelumnya, under-extrusion terjadi ketika printer Anda tidak dapat menghasilkan jumlah material yang tepat yang dibutuhkan untuk pencetakan Anda. Tanda-tanda yang jelas adalah jika Anda melihat printer Anda melewatkan lapisan atau mencetak lebih tipis dari lapisan normal, atau lapisan yang terputus dan memiliki lubang atau titik di dalamnya.
Setelah suhu nosel dan kecepatan gerakan keluar dari gambar, ini mungkin salah satu masalah yang lebih sulit untuk dipecahkan karena ada banyak variabel yang perlu dipertimbangkan. Kami akan membahasnya satu per satu, mulai dari yang paling mudah untuk diselesaikan hingga yang paling sulit, dan semoga, Anda dapat mengidentifikasi masalah yang sebenarnya dan menyelesaikannya dalam prosesnya.
Masalah pengumpan
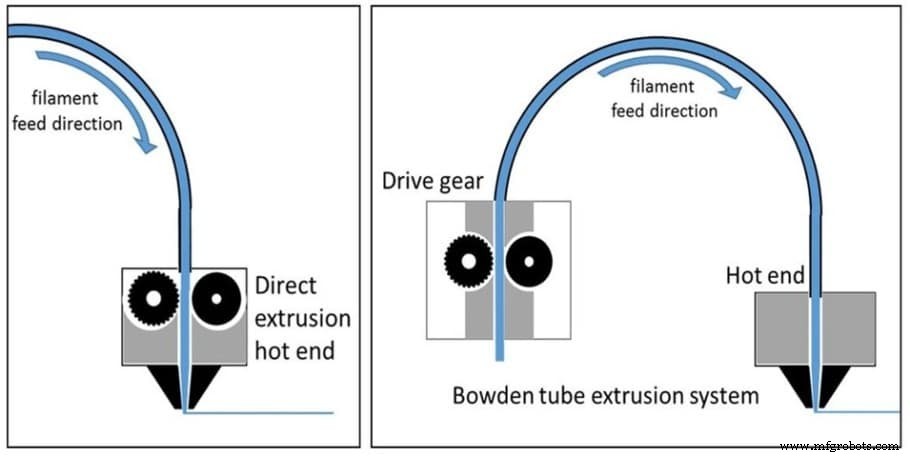
Jika printer Anda menggunakan sistem pengumpanan tabung Bowden, maka ada kemungkinan besar bahwa masalah ekstrusi Anda yang kurang dapat dikaitkan dengan tabung Bowden yang goyah dalam proses pengumpanan, termasuk ujung panas.
Hal ini dapat dikaitkan dengan gesekan di dalam tabung dan ujung panas yang menghambat pengumpanan, atau tidak ada cukup pegangan pada filamen untuk mengeksekusi pengumpanan pada kecepatan yang benar.
Untuk memeriksa tegangan pengumpan pada printer Anda, Anda perlu melepaskan filamen dari tabung Bowden dan memeriksanya untuk tanda-tanda bahwa itu diumpankan melalui tabung. Jika filamen masih sehalus filamen pada spul Anda, tegangan feeder terlalu rendah, artinya tidak ada cukup pegangan pada filamen untuk mendorongnya melalui sistem feeder.
Seperti menciptakan keseimbangan untuk laju aliran nozzle yang optimal, di sini juga, keseimbangan harus ditetapkan. Terlalu sedikit atau terlalu banyak ketegangan di pengumpan akan mengakibatkan di bawah ekstrusi. Kami telah membahas terlalu sedikit ketegangan; sekarang, mari kita lihat terlalu banyak ketegangan dalam sistem umpan.
Ketika filamen memasuki tabung Bowden, itu akan diperas dan diratakan, menghasilkan gerakan terbatas. Pengumpan menggali ke dalam filamen, yang biasanya disebut sebagai penggilingan, karena proses menggerogoti filamen. Pengumpan kemungkinan besar akan mulai membuat suara berdetak dan melompat mundur, yang juga merupakan tanda bahwa ada penyumbatan di ujung panas.
Untuk memperbaiki situasi ini, Anda harus melepaskan filamen dari pengumpan dan membersihkan seluruh sistem pengumpanan, memeriksa tegangan pengumpan dalam prosesnya. Karena ini adalah masalah perangkat keras, mungkin berbeda antara printer, tetapi untuk memberi Anda gambaran tentang cara mengatasi masalah, lihat video ini tentang menyesuaikan tegangan pengumpan Ultimaker.
Di bawah ekstrusi karena kalibrasi
Kalibrasi ekstrusi menentukan apa yang diperintahkan pemotong untuk dikonsumsi printer Anda dan diukur dalam mm melalui jarak perjalanan yang telah ditentukan. Jika dikalibrasi dengan benar, printer Anda akan benar-benar menggunakan jumlah filamen yang sama persis.
Jika pengukuran tidak sesuai dan konsumsi kurang dari yang ditunjukkan oleh alat pengiris, maka kalibrasi keluar dan akan menghasilkan ekstrusi yang kurang. Ada dua cara untuk memperbaiki ketidakselarasan kalibrasi, dengan satu metode mudah tetapi bersifat sementara, sedangkan metode lainnya lebih rumit tetapi merupakan perbaikan permanen.
Perbaikan permanen:kalibrasi langkah-langkah ekstruder
Langkah-langkah yang harus diikuti akan tergantung pada printer yang Anda gunakan, tetapi pada dasarnya, pengujian mengikuti pola yang ditetapkan. Tujuan dari latihan ini adalah untuk menentukan apakah instruksi alat pengiris Anda dilakukan dengan benar.
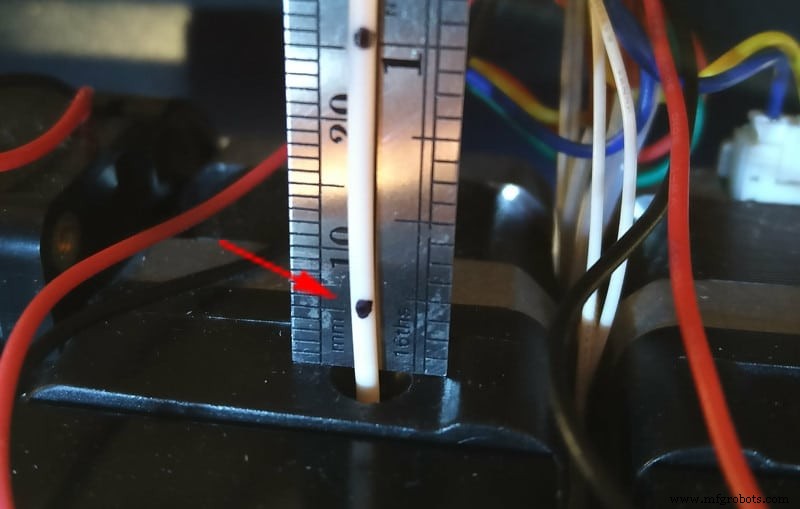
Mulailah dengan menggunakan jangka sorong, digital atau manual, tidak ada bedanya selama Anda tahu cara menggunakannya dan pengukuran Anda akurat. Siapkan spidol atau spidol permanen, sehingga Anda dapat membuat tanda pada filamen Anda yang tidak akan terhapus. Anda sekarang akan mengukur tepat 100mm atau 10cm dari awal alat ekstruder Anda dan ulangi pengukuran dua kali lagi, sehingga Anda memiliki tiga tanda pada 100mm, 200mm, dan 300mm.
Panaskan ujung panas hingga sekitar 5 derajat di atas kisaran tinggi filamen hanya untuk memastikan alirannya konsisten. Sekarang instruksikan printer Anda untuk mengeluarkan 100mm (10cm) material dan lihat apakah tanda yang Anda buat berbaris di pintu masuk alat ekstruder tepat di awal pengukuran pertama Anda.
Jika tanda yang Anda buat berakhir di dalam ekstruder, kalibrasi Anda keluar, dan printer Anda mengekstrusi lebih dari yang diinstruksikan. Ini adalah ekstrusi berlebihan, dan bahan ekstra yang diekstrusi akan menekan lapisan berharga dan menetes ke sisi kulit terluar cetakan Anda. Anda akan melihat hasil akhir yang buruk dari setiap cetakan yang mungkin telah Anda cetak sebelum pengujian Anda. Untuk memperbaiki kalibrasi, Anda harus terlebih dahulu menentukan nilai yang salah sehingga Anda dapat melakukan penyesuaian yang diperlukan pada konsol printer Anda.
Sebaliknya, jika garis berada di luar dan tidak sejajar dengan pintu masuk, Anda menghadapi ekstrusi bawah, dan ini bisa menjadi penyebab cangkang objek Anda tidak menyentuh pengisi.
Untuk mengatasi ini, Anda dapat mengkalibrasi langkah-langkah ekstrusi. Anda harus menyadari bahwa proses ini tidak mudah, jadi saya cenderung merekomendasikan peningkatan laju aliran sebagai proxy untuk memecahkan masalah ini.
Perbaikan mudah:mengubah laju aliran
Parameter yang juga harus diperiksa selain langkah ekstruder adalah laju aliran, karena akan memungkinkan Anda untuk mengontrol aliran filamen ke ekstruder secara langsung. Penting untuk mengingat kepadatan filamen yang berbeda yang akan Anda gunakan.
Laju aliran dipengaruhi oleh diameter filamen yang digunakan dan diameter ekstrusi relatif terhadap motor ekstruder. Tes ini cukup mengukur jumlah filamen yang dimasukkan ke dalam ekstruder.
Anda akan memerlukan kaliper dan mikrometer untuk mengukur variabel secara akurat sehingga laju aliran dapat dihitung menggunakan nilai-nilai ini. Sebelum memulai pengujian, Anda harus memastikan bahwa nozel pada printer Anda berfungsi dengan baik dan tidak mengandung residu di bagian dalam dan luar.
Juga, periksa suhu ekstrusi filamen spesifik yang Anda gunakan dan pastikan sesuai dengan rekomendasi pabrikan. Terakhir, pastikan bahwa alasnya diratakan dan dikalibrasi untuk menghindari penyimpangan dimensi di sepanjang sumbu Z, dan pastikan untuk membaca dan memahami petunjuk pengujian sebelum melanjutkan.
Seperti disebutkan sebelumnya, ambil Sharpie dan buat tanda pada filamen Anda setiap 100mm. Beri tahu printer Anda untuk mengeluarkan 100mm dan bandingkan dengan tandanya. Jika printer mengkonsumsi kurang dari 100mm, Anda dapat yakin bahwa itu kurang diekstrusi.
Untuk memperbaikinya, atur laju aliran Anda ke 102% dan lakukan pengujian lagi. Jika masih dalam proses ekstrusi, tambah lagi persentasenya. Di sisi lain, jika Anda tidak dapat melihat tanda berikutnya, itu berarti bahwa itu diekstrusi lebih dari 10cm, yang berarti bahwa mengurangi laju aliran diperlukan. Anda harus mengulangi proses ini sampai printer Anda benar-benar menghabiskan 10 cm filamen saat Anda memesannya.
Kesimpulan
Sekarang, saya harap Anda dapat menyelesaikan masalah yang membawa Anda ke sini. Dengan sedikit keberuntungan, Anda dapat mengubah Tumpang tindih Isi dan meninggalkan artikel ini. Di sisi lain, jika Anda berhasil melewati laju aliran, saya harap informasi ini berguna bagi Anda. Jika demikian, Anda pasti sangat berpengalaman dalam seni memecahkan masalah dan memecahkan masalah printer Anda.
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda untuk menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


