Apa itu pengelasan GMAW atau MIG? – dijelaskan | Pos Mekanik

Pengelasan merupakan salah satu proses manufaktur yang paling banyak digunakan dalam dunia industri. Selamat datang kembali di The Mechanical Post! Hari ini mari kita lihat, apa itu pengelasan GMAW atau MIG dimulai dengan bentuk lengkapnya:
MIG – Pengelasan Gas Inert Logam.
GMAW – Las Busur Logam Gas.
Sekarang, mari kita definisikan GMAW :
Tidak seperti pengelasan TIG yang menggunakan elektroda tungsten yang tidak dapat dikonsumsi, MIG menggunakan elektroda logam yang dapat dikonsumsi untuk keperluan pengelasan.
Apa yang dimaksud dengan elektroda habis pakai?
Sederhananya, dalam pengelasan jika elektroda meleleh karena panas yang dihasilkan oleh busur listrik dan menjadi bagian dari las, itu dikenal sebagai elektroda habis pakai. Dalam jenis ini, pengumpanan elektroda kawat secara terus menerus diperlukan. Kecepatan umpan elektroda kawat akan tergantung pada tegangan busur. Dalam proses pengelasan, untuk menyambungkan dua buah logam menjadi satu, baik ujung logam dilebur untuk menyatu atau digunakan bahan pengisi. Bahan pengisi memiliki titik leleh yang relatif rendah dan mengisi celah antara dua bagian saat meleleh dan dengan demikian bergabung dengan potongan logam. Di TIG elektroda tungsten menjadi cukup panas untuk melelehkan logam secara langsung sehingga tidak ada bahan pengisi yang digunakan. Sedangkan pada MIG, elektroda yang menghasilkan busur dilebur menjadi bagian dari lelehan tersebut. Dengan demikian, umpan kontinu diberikan dari gulungan yang dikendalikan oleh motor kecepatan variabel.
Apa itu busur listrik?
MIG atau GMAW adalah salah satu jenis dari ”las busur listrik”. Pengelasan busur listrik adalah metode penyambungan komponen logam yang paling banyak digunakan dengan menggunakan panas yang dihasilkan dari busur listrik.
Konstruksi MIG.
Untuk melakukan MIG atau GMAW, bahan dasar adalah senjata las (juga dikenal sebagai obor las atau pegangan), catu daya las, kawat elektroda las, unit umpan kawat dan pasokan gas pelindung. Pengelasan MIG dilakukan dengan bantuan obor las. Ini adalah struktur seperti pegangan di mana kawat elektroda bersama dengan gas pelindung hadir. Obor las GMAW terdiri dari komponen berikut
- saklar kontrol untuk mengontrol aliran gas dan catu daya,
- tips kontak,
- kabel catu daya untuk menghasilkan busur,
- nosel gas untuk gas pelindung,
- saluran dan liner elektroda
- selang gas.
 |
| Oleh Mysid, TTLightningRod.-Divektorkan oleh Mysid pada JPEG oleh TTLightningRod., |
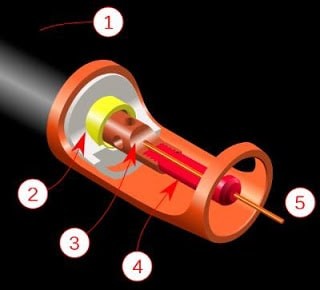
Dimana,
(1) Pegangan obor yang dipegang, (2) Dielektrik fenolik yang dicetak (ditunjukkan dalam warna putih) dan sisipan mur logam berulir (kuning), (3) Pemancar gas pelindung, (4) Ujung kontak, (5) Keluaran Obor.
Sakelar kontrol, atau pemicu, ketika ditekan oleh teknisi, memulai pengumpanan kabel, daya listrik, dan aliran gas pelindung, menghasilkan busur listrik.
Elektroda kawat meleleh selama pengelasan, sehingga pasokan kontinu disediakan melalui gulungan umpan kawat yang dikendalikan oleh motor kecepatan variabel. Kecepatan umpan tergantung pada tegangan busur yang dihasilkan. Semakin besar busur tegangan, semakin cepat elektroda kawat diberi makan. Sebagian besar model GMAW memasok elektroda kawat dengan umpan konstan, namun mesin canggih dapat memvariasikan laju umpan sesuai dengan panjang busur dan tegangan. Laju umpan setinggi 30 m/mnt (1200 in/mnt) dapat dicapai di mesin GMAW canggih, sementara laju umpan untuk MIG atau GMAW semi-otomatis berkisar antara 2 hingga 10 m/mnt (75 – 400 in/mnt). Gas pelindung juga dilewatkan di atas lokasi las dengan bantuan tabung gas bertekanan melalui obor las. Gas pelindung biasanya berupa gas inert seperti Helium, Argon, atau campuran argon (80%) dengan karbon dioksida (20%).
Mengapa gas inert digunakan dalam pengelasan MIG atau GMAW?
Penggunaan gas inert memutuskan kontak antara benda kerja dan atmosfer, sehingga mencegah kemungkinan oksidasi. Ini membentuk lapisan pelindung di atas situs las dan dengan demikian nama
'gas pelindung' .
Pekerjaan pengelasan MIG.
Benda kerja ditempatkan dan dijepit dengan kuat. Gas pelindung diumpankan ke situs las. Pasokan saat ini AKTIF. Arus searah digunakan dan elektroda bermuatan positif. Hal ini menyebabkannya mengalir dari elektroda ke benda kerja. Karena anoda cenderung memiliki konsentrasi panas yang lebih besar, yang menyebabkan pelelehan kawat umpan lebih cepat, membantu dalam meningkatkan penetrasi las dan kecepatan pengelasan. Saat arus mengalir melalui elektroda, busur terbentuk di antara elektroda dan benda kerja. Temperatur busur yang tinggi menyebabkan elektroda meleleh dan membentuk bagian dari lasan.
 |
| Nathaniel C. Sheetz (Pengguna:Spangineer) / CC BY-SA (https://creativecommons.org/licenses/by-sa/3.0)
|
Di mana,
(1) Arah gerakan obor las, (2) Tabung kontak, (3) Kawat MIG Elektroda, (4) Gas pelindung untuk pembentukan busur dan las yang lebih baik, (5) Las lebur atau logam pengisi, (6) Las yang dipadatkan logam saat pendinginan, (7) Benda kerja tempat pengelasan dilakukan.
Elektroda terbuat dari kawat paduan logam, yang disebut kawat MIG, yang paduan dan ukurannya, tergantung pada komposisi logam yang dilas, Tergantung pada bahan dasar yang dilas, diameter elektroda yang digunakan dalam MIG atau GMAW berkisar antara 0,7 hingga 2,4 mm (0,028 – 0,095 in). Untuk operasi tugas berat, ukuran elektroda bisa mencapai diameter 4mm.
Di GMAW, teknisi tidak perlu mempertahankan panjang busur yang tepat, serta memasukkan logam pengisi di situs las ini memudahkan proses pengelasan. Di GMAW, operator diharuskan memandu obor dengan benar di atas area yang dilas, dan juga memelihara nosel gas obor untuk menghilangkan penumpukan percikan setelah interval waktu reguler.
Semua jenis proses pengelasan yang menggunakan Busur Listrik dapat berbahaya jika tindakan pencegahan yang tepat tidak dilakukan. Teknisi atau operator harus mengenakan alat pelindung yang sesuai untuk mencegah bahaya apa pun.
Anda mungkin juga ingin membaca :
- Apa itu Ekstrusi? | Pos Mekanik
- Apa itu otomasi industri?
Kelebihan pengelasan MIG atau GMAW :
Produktivitas Lebih Tinggi
Di GMAW tidak harus terus-menerus mengganti elektroda seperti yang dilakukan di TIG atau menghilangkan terak, serta tidak harus menyikat las berulang kali menghemat banyak waktu operator. Dengan demikian dia dapat menyelesaikan lebih banyak pekerjaan dalam waktu yang lebih singkat.
Mudah Dipelajari
Ini sangat sederhana berkat proses semi-otomatis sehingga seseorang dapat mempelajari GMAW dalam waktu yang sangat singkat.
Las berkualitas baik
MIG memberikan visibilitas kolam las yang lebih baik. Dan dengan kontrol yang lebih baik yang ditawarkan oleh kabel pengumpanan otomatis, GMAW mempermudah pembuatan lasan yang tampak bagus.
Lebih sedikit terak yang dihasilkan
GMAW menggunakan gas pelindung untuk melindungi busur, sehingga sangat sedikit kehilangan elemen paduan saat logam berpindah melintasi busur. Ini mengurangi jumlah terak yang dihasilkan.
Fleksibilitas tinggi
Pengelasan MIG sangat fleksibel karena dapat mengelas berbagai macam logam dan paduan, saat beroperasi di berbagai cara, seperti semi dan otomatis penuh. Ini memberikan banyak pilihan untuk dipilih.
Kecepatan Pengelasan Lebih Cepat
Karena proses semi dan sepenuhnya otomatis, kemungkinan waktu yang dibutuhkan berkurang secara signifikan.
Kekurangan Pengelasan MIG :
Biaya awal dan perawatan yang tinggi
Mesin yang digunakan dalam GMAW rumit dan mahal. Juga biaya penggantian gas pelindung, elektroda kawat umpan, dan biaya listrik datang bersama dengan label harga yang sudah mahal.
Tidak cocok untuk Pengelasan Luar Ruangan
GMAW tidak portabel dan tidak dapat digunakan di luar ruangan karena angin dapat menyebarkan gas pelindung.
Tidak dapat digunakan untuk Logam Tebal
Meskipun pengelasan MIG baik untuk logam tipis, namun tidak memberikan penetrasi yang tepat untuk baja lebih tebal yang membutuhkan las padat.
Efek radiasi
Radiasi ultraviolet dari busur listrik dapat menyebabkan kerusakan seperti terbakar sinar matahari jika kulit terkena busur tersebut.
Aplikasi GMAW :
- Untuk sambungan pipa las.
- Dalam proses pembuatan kapal.
- Untuk mengelas rel kereta api.
- Untuk Pengelasan di mobil dll.
Jika Anda menyukai postingan ini, beri tahu kami di komentar dan bagikan dengan teman dan keluarga melalui tautan sosial yang diberikan di bawah ini.


