3 Unit 2:Kecepatan, Umpan, dan Ketuk
Tujuan
Setelah menyelesaikan unit ini, Anda seharusnya dapat:
- Identifikasi dan pilih penyiapan dan operasi mesin penggilingan vertikal untuk berbagai tugas pemesinan.
- Pilih kecepatan potong yang tepat untuk berbagai jenis bahan.
- Hitung kecepatan potong dan umpan untuk operasi penggilingan akhir.
- Jelaskan cara menyiapkan penyadapan umpan daya dengan benar.
Kecepatan Pemotongan
Kecepatan potong didefinisikan sebagai kecepatan di tepi luar pahat saat memotong. Ini juga dikenal sebagai kecepatan permukaan. Kecepatan permukaan, luas permukaan, dan luas permukaan semuanya berhubungan langsung. Jika dua pahat dengan ukuran berbeda berputar pada putaran per menit (RPM) yang sama, pahat yang lebih besar memiliki kecepatan permukaan yang lebih besar. Kecepatan permukaan diukur dalam kaki permukaan per menit (SFM). Semua alat pemotong bekerja berdasarkan prinsip rekaman permukaan. Kecepatan potong terutama bergantung pada jenis bahan yang Anda potong dan jenis alat pemotong yang Anda gunakan. Kekerasan material kerja sangat berkaitan dengan kecepatan potong yang direkomendasikan. Semakin keras bahan kerja, semakin lambat kecepatan potong. Semakin lembut bahan kerja, semakin cepat kecepatan potong yang disarankan (Lihat Gambar 1).
Baja Besi Aluminium Timbal

Gambar 1:Meningkatkan Kecepatan Pemotongan Berdasarkan kekerasan bahan kerja
Kekerasan bahan pahat juga akan sangat berkaitan dengan kecepatan potong yang disarankan. Semakin keras bor, semakin cepat kecepatan potong. Semakin lembut bor, semakin lambat kecepatan potong yang disarankan (Lihat Gambar 2).
Baja Karbon Baja Kecepatan Tinggi Karbida
Gambar 2:Meningkatkan Kecepatan Pemotongan Berdasarkan Kekerasan alat pemotong
Tabel 1:Kecepatan Pemotongan untuk Jenis Material
| Jenis Bahan | Kecepatan Potong (SFM) |
|---|
| Baja Karbon Rendah | 40-140 |
| Baja Karbon Sedang | 70-120 |
| Baja Karbon Tinggi | 65-100 |
| Baja pemesinan gratis | 100-150 |
| Baja Tahan Karat, C1 302, 304 | 60 |
| Baja Tahan Karat, C1 310, 316 | 70 |
| Baja Tahan Karat, C1 410 | 100 |
| Baja Tahan Karat, C1 416 | 140 |
| Baja Tahan Karat, C1 17-4, pH | 50 |
| Baja Paduan, SAE 4130, 4140 | 70 |
| Baja Paduan, SAE 4030 | 90 |
| Baja Perkakas | 40-70 |
| Besi Cor–Biasa | 80-120 |
| Besi Cor– Keras | 5-30 |
| Besi Cor Abu-abu | 50-80 |
| Paduan Aluminium | 300-400 |
| Paduan Nikel, Monel 400 | 40-60 |
| Paduan Nikel, Monel K500 | 30-60 |
| Paduan Nikel, Inconel | 5-10 |
| Paduan Basis Kobalt | 5-10 |
| Paduan Titanium | 20-60 |
| Titanium Tanpa Paduan | 35-55 |
| Tembaga | 100-500 |
| Perunggu–Biasa | 90-150 |
| Perunggu– Keras | 30-70 |
| Zirkonium | 70-90 |
| Kuningan dan Aluminium | 200-350 |
| Non-Logam Bebas Silikon | 100-300 |
| Silikon Mengandung Non-Logam | 30-70 |
Kecepatan Spindle
Setelah SFM untuk material dan pahat tertentu ditentukan, spindel dapat dihitung karena nilai ini bergantung pada kecepatan potong dan diameter pahat.
RPM =(CS x 4) / D
Dimana:
- RPM =Putaran per menit.
- CS =Kecepatan pemotong dalam SFM.
- D =Diameter Alat dalam inci.
Umpan Penggilingan
Umpan (umpan mesin frais) dapat didefinisikan sebagai jarak dalam inci per menit saat benda kerja bergerak ke dalam pemotong.
Pada mesin penggilingan yang kami miliki di LBCC, umpan tidak bergantung pada kecepatan spindel. Ini adalah pengaturan yang baik dan memungkinkan pengumpanan yang lebih cepat untuk pemotong yang lebih besar dan berputar perlahan.
Tingkat umpan yang digunakan pada mesin penggilingan tergantung pada faktor-faktor berikut:
- Kedalaman dan lebar pemotongan.
- Jenis pemotong.
- Ketajaman pemotong.
- Bahan benda kerja.
- Kekuatan dan keseragaman benda kerja.
- Diperlukan penyelesaian akhir.
- Akurasi diperlukan.
- Kekuatan dan kekakuan alat berat, perangkat penahan, dan pengaturan perkakas.
Umpan per Gigi
Umpan per gigi, adalah jumlah material yang harus dikeluarkan oleh setiap gigi pemotong saat berputar dan bergerak maju ke dalam pekerjaan.
Saat benda kerja masuk ke dalam pemotong, setiap gigi pemotong masuk ke dalam benda kerja dengan jumlah yang sama menghasilkan serpihan dengan ketebalan yang sama.
Ketebalan chip atau umpan per gigi, bersama dengan jumlah gigi pada pemotong, menjadi dasar untuk menentukan kecepatan umpan.
Laju umpan ideal untuk penggilingan diukur dalam inci per menit (IPM) dan dihitung dengan rumus ini:
IPM =F x N x RPM
Dimana:
- IPM =laju umpan dalam inci per menit
- F =pakan per gigi
- N =jumlah gigi
- RPM =putaran per menit
Contoh:
Umpan untuk penggilingan akhir yang digunakan dalam mesin penggilingan vertikal berkisar dari 0,001 hingga 0,002 inci umpan per gigi untuk pemotong berdiameter sangat kecil pada material kerja baja hingga 0,010 inci umpan per gigi untuk pemotong besar pada benda kerja aluminium. Karena kecepatan potong untuk baja ringan adalah 90, RPM untuk kecepatan tinggi 3/8”, dua gilingan ujung seruling adalah
RPM = CS x 4 / D = 90 x 4 / (3/8) = 360 /.375 = 960 RPM
Untuk menghitung kecepatan makan, kami akan memilih 0,002 inci per gigi
IPM =F x N x RPM =.002 x 2 x 960 =3,84 IPM
Umpan Mesin
Gerakan mesin yang menyebabkan pahat potong memotong atau sepanjang permukaan benda kerja disebut umpan.
Jumlah umpan biasanya diukur dalam seperseribu inci dalam pemotongan logam.
Umpan diekspresikan dengan cara yang sedikit berbeda pada berbagai jenis mesin.
Mesin bor yang memiliki umpan daya dirancang untuk memajukan bor dalam jumlah tertentu untuk setiap putaran spindel. Jika kita mengatur mesin untuk memberi makan pada .006”, mesin akan memberi makan .006” untuk setiap putaran spindel. Ini dinyatakan sebagai (IPR) inci per putaran
Prosedur Penyadapan
Praktik Baik:
Menggunakan Panduan Ketuk
Panduan tap merupakan bagian integral dalam membuat benang yang dapat digunakan dan lurus. Saat menggunakan mesin bubut atau gilingan, keran sudah lurus dan terpusat. Saat menyelaraskan ketukan secara manual, berhati-hatilah, karena panduan ketukan 90° jauh lebih akurat daripada mata manusia.
Menggunakan Minyak
Saat mengebor dan mengetuk, sangat penting untuk menggunakan minyak. Ini menjaga agar bit tidak berderit, membuat potongan lebih halus, membersihkan serpihan, dan menjaga bor dan stok agar tidak terlalu panas.
Mematuk
Pecking membantu memastikan bahwa bit tidak terlalu panas dan pecah saat digunakan untuk mengebor atau mengetuk. Pengeboran peck melibatkan pengeboran sebagian melalui suatu bagian, kemudian menariknya kembali untuk menghilangkan serpihan, secara bersamaan membiarkan potongan menjadi dingin. Memutar pegangan satu putaran penuh lalu mundur setengah putaran adalah praktik umum. Setiap kali mata bor atau keran mundur, keluarkan serpihan sebanyak mungkin dan tambahkan minyak ke permukaan antara bor atau keran dan benda kerja.
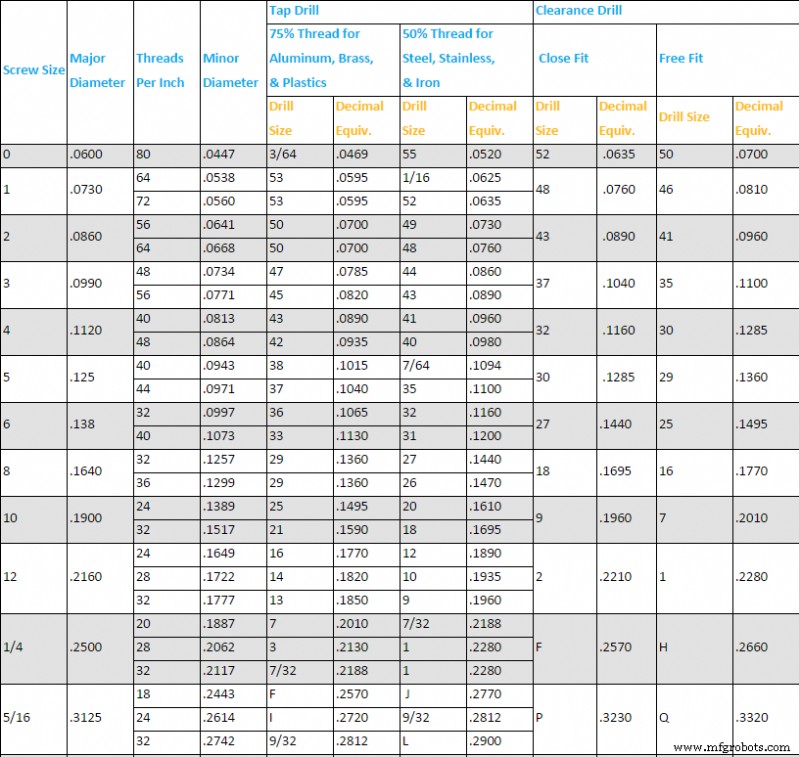
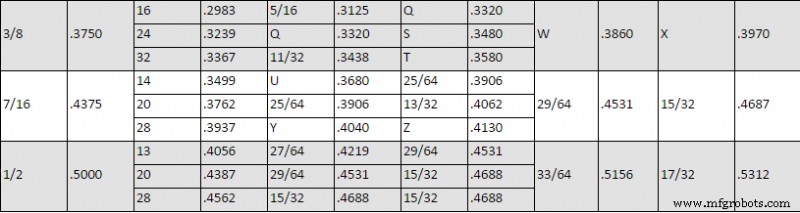
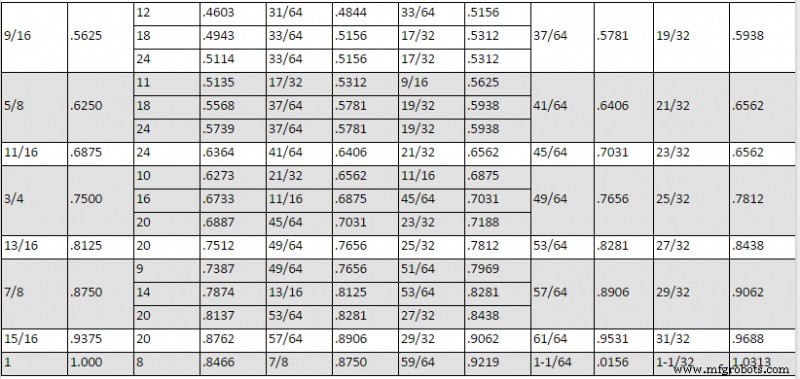
Prosedur Tapping Tangan
- Pilih ukuran bor dari bagan.
Saat memilih ukuran tap, bagan ini adalah tempat pertama yang harus dilihat.
- Jika perlu, tambahkan talang ke lubang sebelum mengetuk.
Chamfers dan countersinks adalah fitur tambahan yang terkadang diinginkan untuk sekrup. Untuk hasil terbaik, kecepatan spindel harus antara 150 dan 250 rpm.
- Dapatkan panduan ketuk.
Lubang sekarang siap untuk di ketuk. Untuk melakukan ini, gunakan keran dan blok pemandu di dekat pabrik manual. Blok pemandu akan memiliki beberapa lubang untuk ukuran keran yang berbeda. Pilih yang paling dekat dengan ukuran keran yang digunakan dan letakkan di atas lubang yang dibor.
- Ketuk utas.
Peck tap menggunakan kunci pas tap. Berikan tekanan lembut sambil memutar kunci pas satu putaran penuh, lalu setengah putaran. Peck tap hingga kedalaman yang diinginkan.
- Selesaikan ketukan.
Jika keran tidak bergerak lebih jauh atau kedalaman yang diinginkan telah tercapai, lepaskan tekanan pada keran; itu kemungkinan telah mencapai titik terendah. Lepaskan keran dari lubangnya. Memberikan tekanan lagi kemungkinan akan merusak keran. Semakin kecil ketukannya, semakin besar kemungkinannya untuk pecah.
Prosedur Penyadapan Power Feed (Penggilingan Vertikal)
- Mengetuk umpan daya mirip dengan mengetuk tangan. Namun, alih-alih mengetuk dengan tangan, gunakan penggilingan vertikal untuk mengetuk benda kerja.
- Sebelum menghidupkan mesin, ganti gilingan ke gigi rendah.
- Lepaskan kunci pena dan pindahkan pena bulu serendah mungkin. Ini memastikan bahwa ada cukup ruang untuk mengetuk ke kedalaman yang diinginkan.
- Nyalakan spindel MAJU dan atur kecepatan spindel ke 60 RPM.
- Masukkan ketukan ke bawah. Saat keran mengambil stok, itu akan otomatis masuk ke dalam lubang.
- Ketika kedalaman yang diinginkan telah tercapai, dengan cepat putar sakelar arah spindel dari maju ke mundur. Ini akan membalikkan arah keran dan mengeluarkannya dari lubang. Membalikkan arah dalam satu gerakan fluida akan mencegah kerusakan pada lubang yang disadap dan keran.
- Matikan mesin.
- Bersihkan lubang yang disadap, keran, dan mesin pengisi daya sebelum keluar.
UJI UNIT
- Jelaskan kecepatan potong untuk material yang lebih keras dan lebih lembut.
- Berapa kecepatan potong untuk Baja Perkakas dan Aluminium?
- Hitung RPM untuk pabrik akhir HSS berdiameter inci untuk aluminium mesin.
- Hitung laju umpan untuk alat tiga seruling. Gunakan RPM dari Pertanyaan 3.
- Hitung RPM untuk pabrik akhir HSS berdiameter inci untuk mesin perunggu.
- Hitung laju umpan untuk pabrik akhir karbida berdiameter in. dua seruling ke mesin baja karbon rendah.
- Apa gunanya mematuk saat menggunakannya untuk mengebor atau mengetuk?
- Pilih ukuran bor yang tepat untuk 16/5 – 24 ketuk.
- Mengapa cairan pemotong digunakan?
- Jelaskan perbedaan antara ketukan umpan tangan dan daya.


