Desain Bagian Cetakan Injeksi Bagian 4:Warp
Kami telah berbicara tentang berbagai tantangan dan kekurangan yang dapat terjadi pada bagian cetakan injeksi yang dapat menyebabkan cacat kosmetik, tekanan internal pada bagian ini dan menyebabkan penundaan pasar, dan bagaimana merancang bagian cetakan injeksi untuk mencegah masalah ini. Satu area yang telah kami sebutkan tetapi tidak dibahas dalam warp bagian cetakan injeksi setelah siklus injeksi. Hal ini disebabkan oleh pendinginan yang berbeda dari plastik di bagian yang baru dicetak, dan dapat disebabkan oleh berbagai ketebalan bahan, fitur internal atau sambungan dinding, rasio aspek bagian, dan proses pencetakan injeksi.
 Kondisi yang sama yang mendorong tanda wastafel dapat menyebabkan seluruh dinding melengkung keluar dari bidang.
Kondisi yang sama yang mendorong tanda wastafel dapat menyebabkan seluruh dinding melengkung keluar dari bidang.
Warpage bagian plastik cetakan injeksi benar-benar tantangannya sendiri dan bisa sedikit mengejutkan. Meskipun analisis aliran cetakan menggunakan file CAD desain 3D dapat membantu memprediksi ini, ada beberapa parameter yang mempengaruhi warp, bukan hanya bagian geometri, jadi prediksi tidak tepat. Seringkali, sejumlah kecil lengkungan yang diprediksi dapat menjadi lebih parah karena tekanan internal di bagian plastik, dan aliran dingin bahan plastik setelah pembuatan bagian, dapat menyebabkan lebih banyak tekukan yang tidak akan luput dari perhatian saat produk dirakit. Meskipun banyak aspek kecocokan, bentuk, dan fungsi dari desain komponen plastik baru dapat dikonfirmasi selama tahap prototipe, menggunakan potongan mesin atau cetakan, lusi belum tentu terwujud di sini.
 Kerataan bagian sangat penting pada bagian atas rumah datar besar ini agar sejajar dengan bagian atas pintu coplanar, tidak ditampilkan , dan memenuhi tujuan estetika setelah lapisan cat berkilau tinggi ditambahkan. Refleksi mata ikan tidak dapat diterima.
Kerataan bagian sangat penting pada bagian atas rumah datar besar ini agar sejajar dengan bagian atas pintu coplanar, tidak ditampilkan , dan memenuhi tujuan estetika setelah lapisan cat berkilau tinggi ditambahkan. Refleksi mata ikan tidak dapat diterima.
Karena alasan inilah kunci untuk mengikuti beberapa pedoman umum untuk mempertahankan ketebalan dinding bagian plastik yang relatif konsisten dengan transisi bertahap, dan mengikuti rekomendasi untuk ukuran rusuk dan bos, yang kita bahas baru-baru ini. Namun, ini tidak selalu cukup. Beberapa desain produk karena fungsi atau gaya yang diperlukan masih dapat memiliki tantangan yang signifikan sehubungan dengan mencegah lengkungan pada bagian cetakan injeksi. Sudut tajam, sisi datar yang sangat besar, dan bentuk bagian yang tidak simetris atau terbuka semuanya dapat memiliki masalah dalam mempertahankan bentuk dan kesesuaian yang diinginkan.
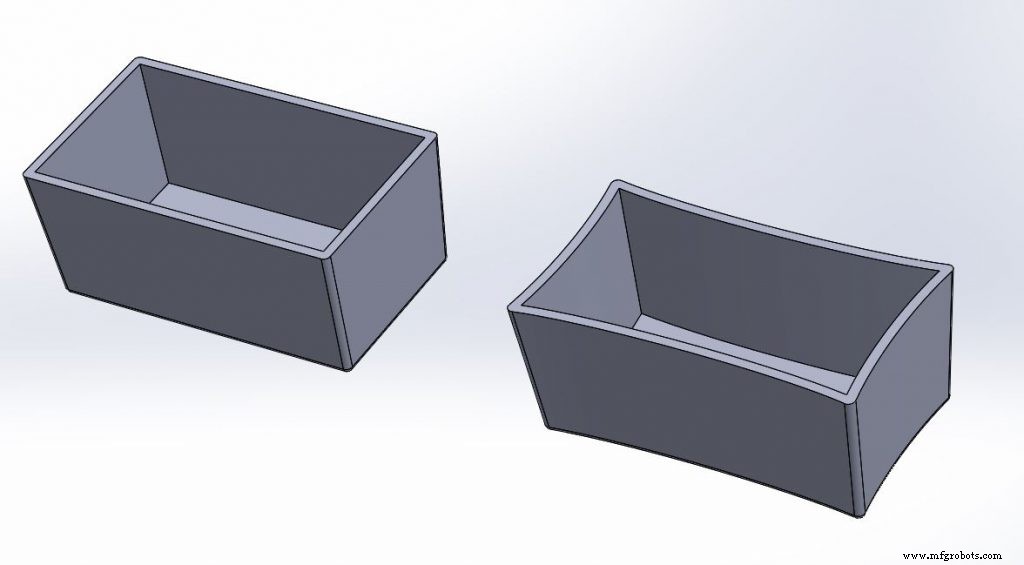 Rumah cetakan injeksi di sebelah kiri adalah bentuk yang dimaksudkan tetapi bagian yang keluar seperti yang di sebelah benar.
Rumah cetakan injeksi di sebelah kiri adalah bentuk yang dimaksudkan tetapi bagian yang keluar seperti yang di sebelah benar.
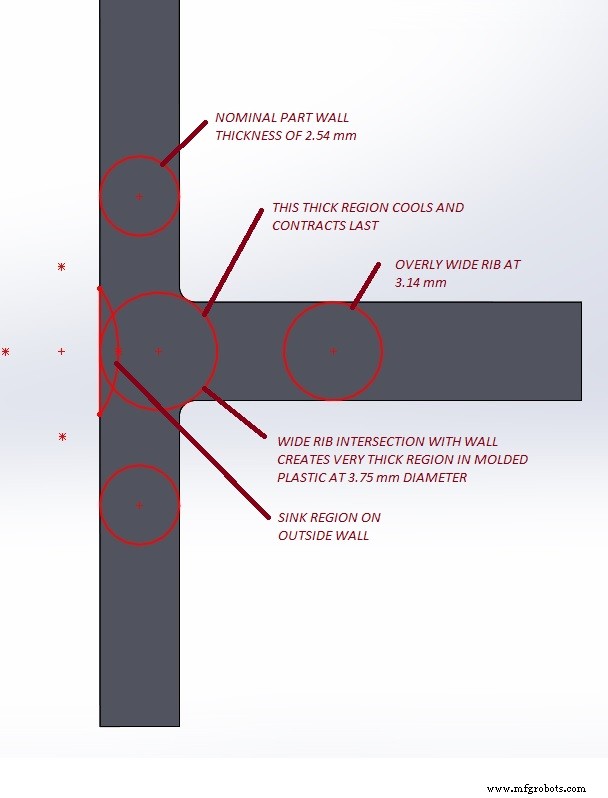
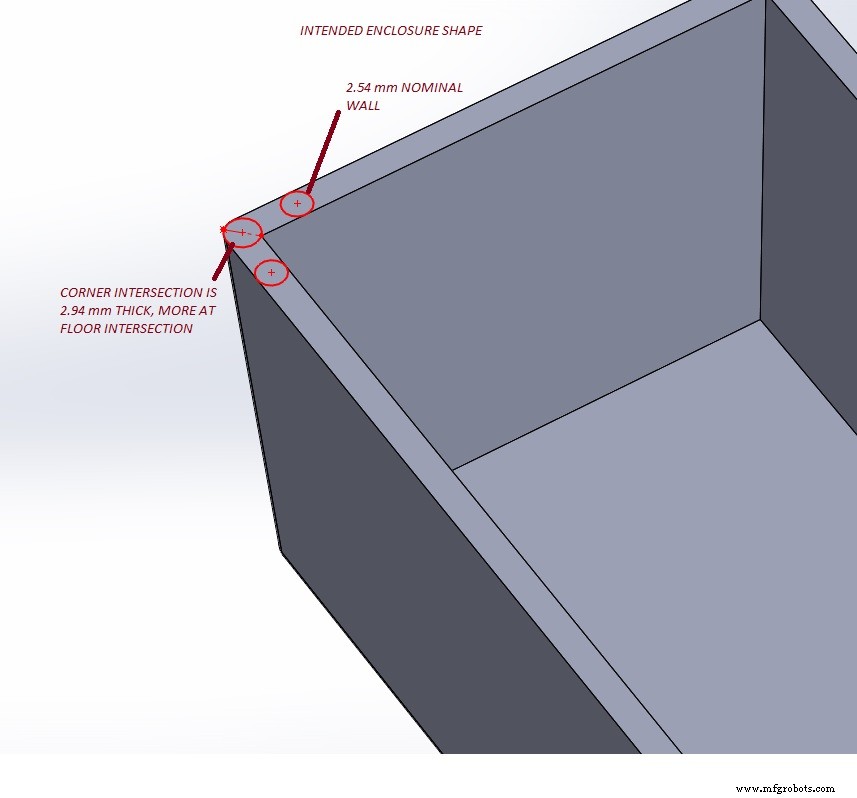
Cacat warp klasik adalah bagian selungkup 5 sisi dengan dinding sampingnya berubah bentuk ke dalam. Meskipun bagian tersebut memiliki ketebalan dinding yang relatif konsisten pada kelima sisi selungkup, sudut-sudutnya dapat mewakili bagian yang lebih tebal yang dapat mendingin dan menyusut lebih lambat, menarik bagian dalam dinding lebih banyak daripada sisi luar.
 Sudut yang rapat membuat bagian tebal yang rentan terhadap tekanan pada bagian cetakan injeksi.
Sudut yang rapat membuat bagian tebal yang rentan terhadap tekanan pada bagian cetakan injeksi.
Kehati-hatian perlu dilakukan untuk berhati-hati di sudut-sudut ini sehubungan dengan ketebalan atau penambahan relief coring. Salah satu opsi adalah meningkatkan radius sudut di luar bagian dan mempertahankan ketebalan dinding yang sama dengan jari-jari fillet bagian dalam.
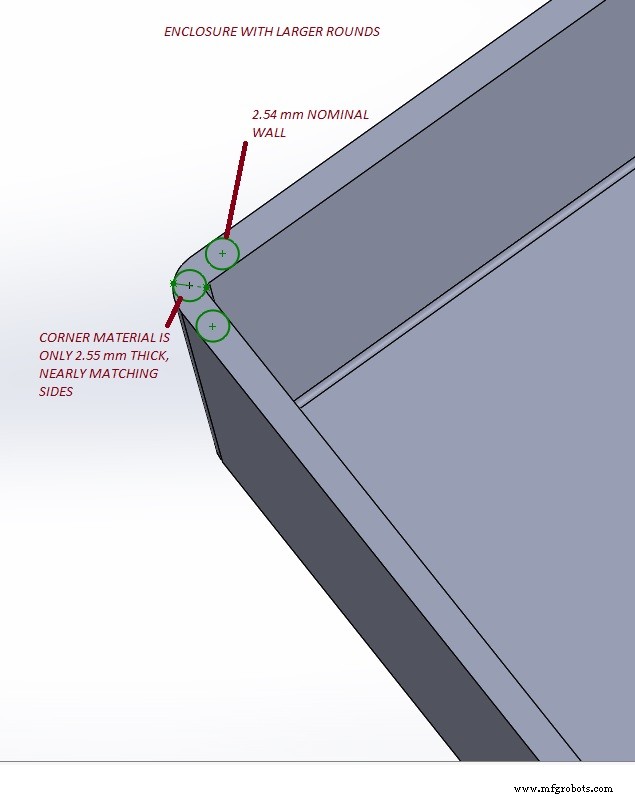 Sudut bulat yang besar mempertahankan bagian dinding yang konstan, mengurangi tekanan pada bagian cetakan injeksi.
Sudut bulat yang besar mempertahankan bagian dinding yang konstan, mengurangi tekanan pada bagian cetakan injeksi.
Sebagai alternatif, jika tampilan tepi yang lebih tajam diperlukan di bagian luar produk, sudut bagian dalam yang berinti dapat menipiskan ketebalan secara lokal dengan sudut bagian dalam yang tajam.
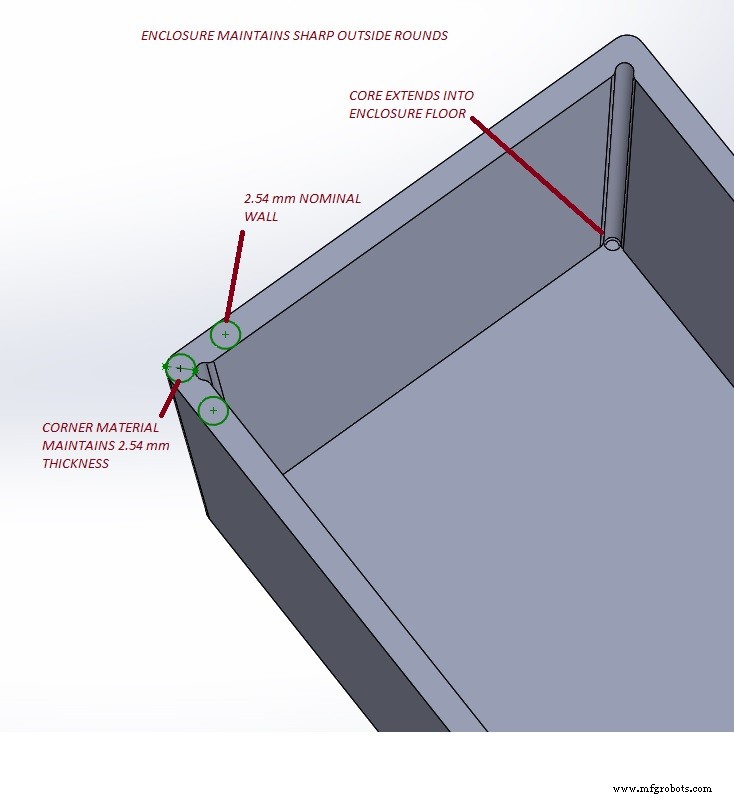 Sudut tajam dengan inti untuk mempertahankan bagian dinding yang konstan dan mengurangi tekanan pada bagian cetakan injeksi.
Sudut tajam dengan inti untuk mempertahankan bagian dinding yang konstan dan mengurangi tekanan pada bagian cetakan injeksi.
Sebagaimana dicatat pendekatan coring ini berlaku untuk persimpangan dinding samping dan dinding lantai juga.
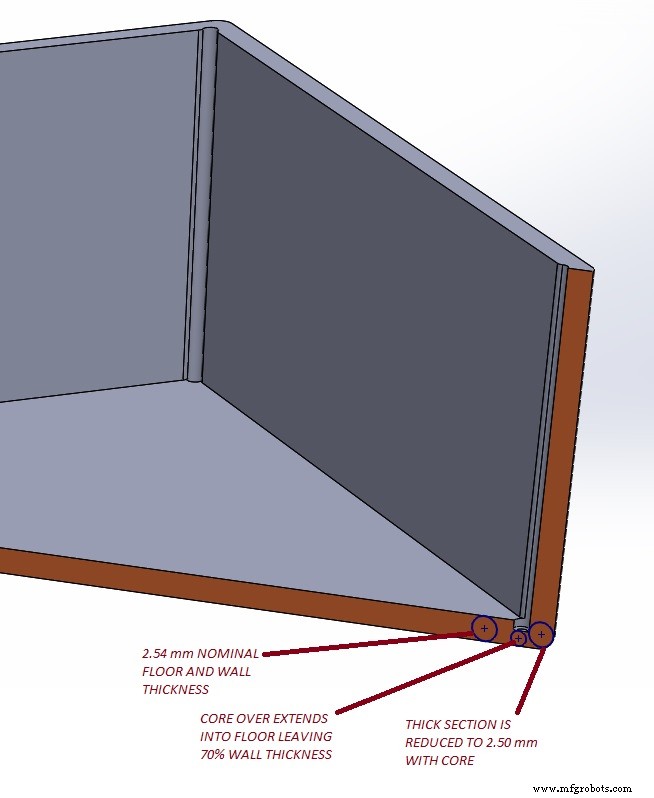 Coring yang sama yang diperluas ke dasar dapat meminimalkan ketebalan material di persimpangan lantai.
Coring yang sama yang diperluas ke dasar dapat meminimalkan ketebalan material di persimpangan lantai.
Produk yang dirancang dengan bidang datar besar memiliki tampilan yang bersih dan modern untuk perusahaan yang sering ingin mengubah citra mereka dan membedakan diri dari pesaing. Tetapi bagian plastik seperti ini memiliki tantangan tersendiri dalam menjaga kerataan di seluruh permukaan yang lebih besar.
 Permukaan datar dengan lapisan mengkilap dan banyak bagian yang membutuhkan keselarasan bidang bersama yang hampir sempurna.
Permukaan datar dengan lapisan mengkilap dan banyak bagian yang membutuhkan keselarasan bidang bersama yang hampir sempurna.
Dengan hasil akhir yang mengkilap, setiap melorot, penurunan, atau ketidaksejajaran disorot dan sangat terlihat. Pengamatan ikan dari cahaya yang dipantulkan dapat membuat permukaan terlihat aneh. Bagian-bagian untuk lini peralatan laboratorium Protein Simple, model WES ditampilkan, bahkan tidak memiliki konsep untuk mengoptimalkan tampilan ortogonal yang diinginkan. Meskipun bagian-bagian ini dicetak menggunakan plastik busa struktural, proses ini hanya mengurangi beberapa kekhawatiran untuk wastafel dan lengkungan. Kunci untuk mendapatkan suku cadang yang sempurna adalah mendesainnya dengan perubahan ketebalan dinding yang minimal secara tiba-tiba, dan bekerja sama dengan tim pencetakan untuk mengomunikasikan kerataan yang diperlukan dan membantu merancang perlengkapan pasca injeksi untuk mencegah lengkungan selama pendinginan.
 Artikel pertama plastik busa struktural, pintu oranye pra-cat, awalnya melengkung keluar dari persegi dan tidak datar di samping seperti yang dapat dilihat pada sorotan merah di atas. Ini juga tidak sesuai dengan perumahan.
Artikel pertama plastik busa struktural, pintu oranye pra-cat, awalnya melengkung keluar dari persegi dan tidak datar di samping seperti yang dapat dilihat pada sorotan merah di atas. Ini juga tidak sesuai dengan perumahan.
Karena suku cadang diproduksi dalam jumlah yang lebih rendah, perlengkapan adalah pilihan yang layak tetapi harus dirancang untuk mencapai hasil yang diinginkan. Dalam banyak kasus, pembuat cetakan akan merancang perlengkapan mereka sendiri untuk memenuhi toleransi dan membentuk keterangan dalam gambar teknik. Perlengkapan ini dikembangkan bersama oleh tim desain produk di StudioRed dan rumah cetakan.
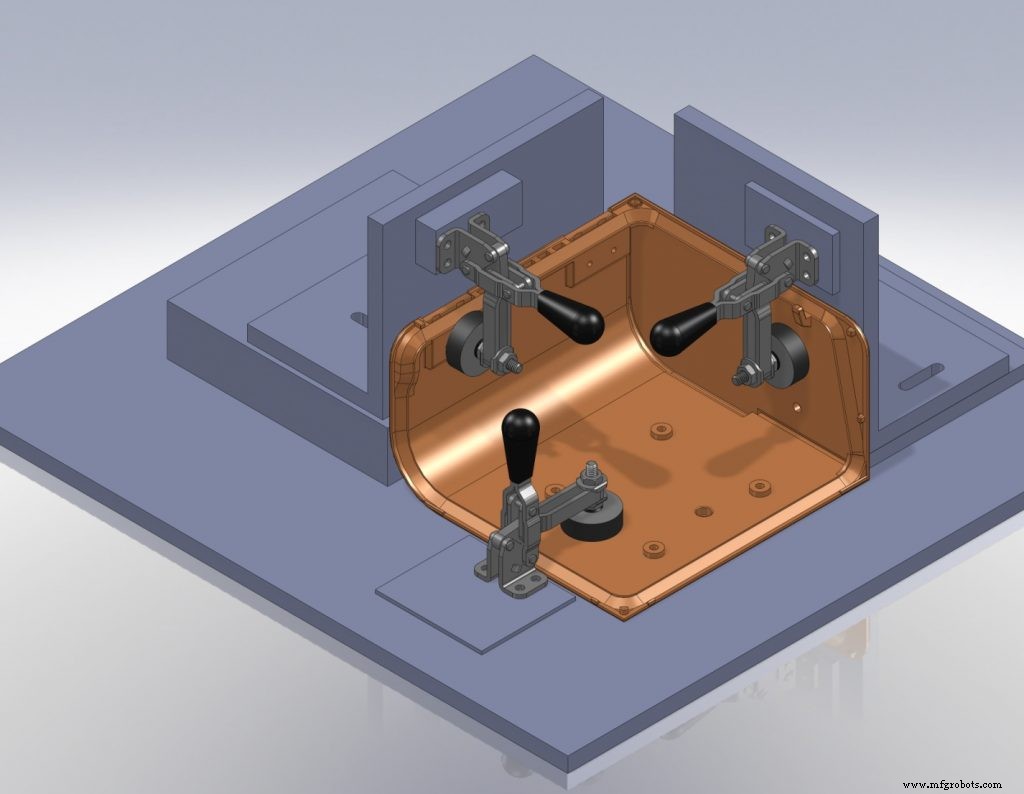 Untuk bagian pintu cetakan yang menantang, perlengkapan khusus dirancang untuk pendinginan pasca injeksi untuk memastikan tampilan datar yang dicari oleh bahasa produk baru.
Untuk bagian pintu cetakan yang menantang, perlengkapan khusus dirancang untuk pendinginan pasca injeksi untuk memastikan tampilan datar yang dicari oleh bahasa produk baru. 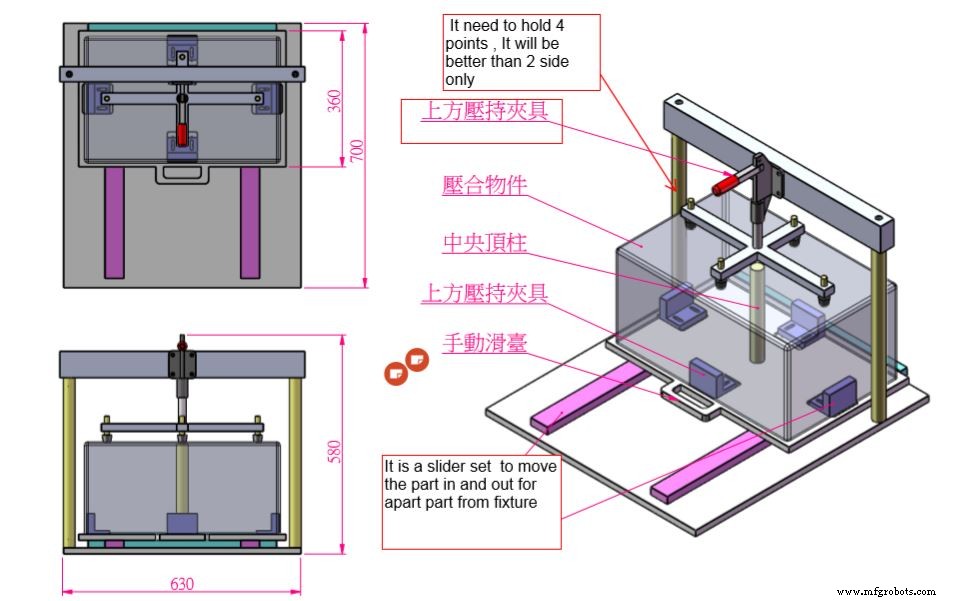 Rumah menggunakan perlengkapan seperti gambar pengembangan ini untuk memenuhi persyaratan kerataan yang tinggi. Desain perlengkapan ini berevolusi untuk menyediakan pemuatan jika diperlukan untuk memastikan bentuk pasca pendinginan.
Rumah menggunakan perlengkapan seperti gambar pengembangan ini untuk memenuhi persyaratan kerataan yang tinggi. Desain perlengkapan ini berevolusi untuk menyediakan pemuatan jika diperlukan untuk memastikan bentuk pasca pendinginan.
Upaya ekstra dalam rekayasa dan penggunaan perlengkapan mencapai hasil yang diinginkan untuk tampilan produk baru Protein Simple, dan dengan biaya lebih rendah daripada tambahan bagian yang melengkung dengan finishing tangan. Tampilan baru tidak hanya diakui untuk penghargaan desain tetapi membawa pesan bermerek yang dimaksud ke pasar, dan penjualan ditanggapi dengan peningkatan 6 kali lipat di bulan pertama.
Kami baru saja melihat tantangan pencetakan plastik di mana kerataan dan keselarasan sangat penting, dan seberapa tebal bagian dapat mengubah bentuk yang diinginkan. Ada juga situasi di mana bagian plastik cetakan injeksi dapat dirancang untuk memiliki bukaan besar atau daerah yang hilang didorong oleh perakitan, bagian putus atau persyaratan fungsional lainnya seperti ventilasi. Bentuk asimetris dan bentang tipis plastik ini dapat menyebabkan lengkungan. Ini sering menjadi tantangan dengan desain bezel untuk server, sakelar, dan produk penyimpanan yang dipasang di rak.
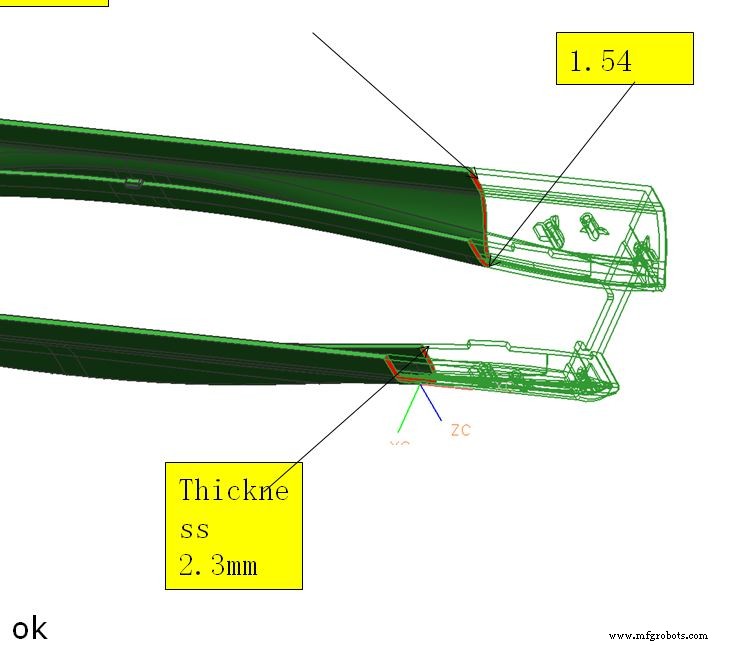
 Banyak produk rak memiliki persyaratan untuk ventilasi terbuka maksimum di bagian depan bezel yang mungkin terdiri dari sisipan perf logam, semakin mengurangi bahan plastik yang menutupi lebar produk.
Banyak produk rak memiliki persyaratan untuk ventilasi terbuka maksimum di bagian depan bezel yang mungkin terdiri dari sisipan perf logam, semakin mengurangi bahan plastik yang menutupi lebar produk.
Bezel dapat menjadi kunci untuk memberikan branding untuk produk yang dipasang di rak dan mengangkatnya di atas sasis logam umum. Serta menyediakan beberapa keamanan dan menyamarkan platform perangkat keras vendor OEM di bawahnya.
 Menampilkan bezel cetakan injeksi satu sisi dan bentangan terbuka.
Menampilkan bezel cetakan injeksi satu sisi dan bentangan terbuka.
Jika bagian bezel yang dicetak dengan injeksi menjadi terlalu spindly atau harus menjembatani bukaan yang sangat besar untuk memenuhi ventilasi area terbuka, akses, dan kebutuhan pemasangan bagian lainnya, maka bagian tersebut dapat dengan mudah melengkung melintasi bagian jembatan.
Bagian yang melengkung bahkan mungkin tidak muncul dengan sendirinya sampai bagian plastik artikel kedua ditembakkan saat proses cetakan dilakukan lebih lanjut. Tetapi masalah penyesuaian pada sasis produk komputasi dapat membuat telegraf melorot dan tertekuk dengan sangat jelas.
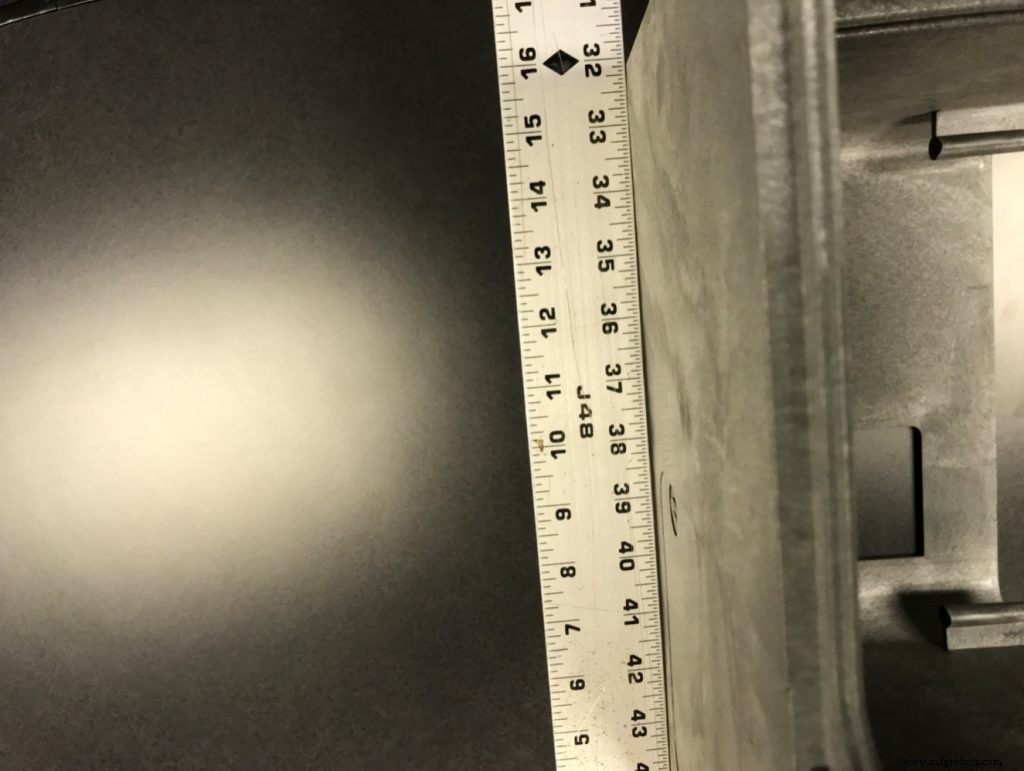
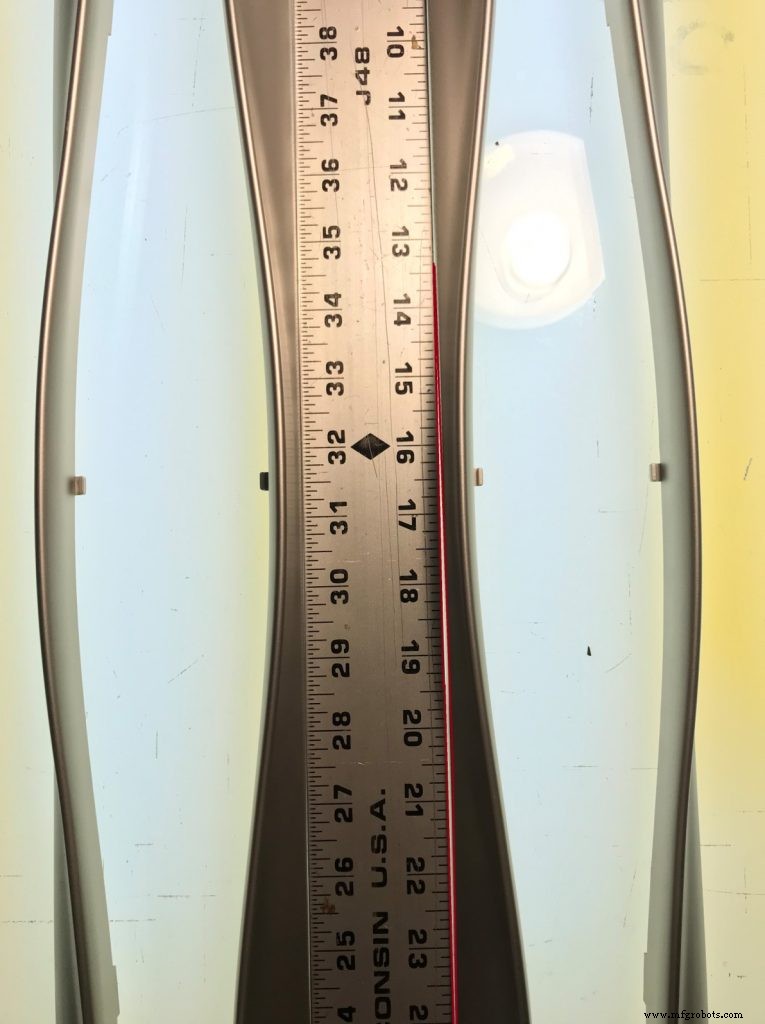 Bagian bezel 2U di sebelah kanan adalah bidikan awal dan menunjukkan tanda-tanda melengkung di sepanjang tepi dengan penggaris. Ini melengkung kedua sisi ke sisi dan depan ke belakang. Ini diperbaiki pada cetakan selanjutnya seperti bagian cetakan injeksi di sebelah kiri.
Bagian bezel 2U di sebelah kanan adalah bidikan awal dan menunjukkan tanda-tanda melengkung di sepanjang tepi dengan penggaris. Ini melengkung kedua sisi ke sisi dan depan ke belakang. Ini diperbaiki pada cetakan selanjutnya seperti bagian cetakan injeksi di sebelah kiri.
Banyak kali dukungan struktural tambahan dari bagian lain, seperti layar perf logam, tidak dapat diandalkan karena dapat dilepas atau mungkin tidak dibentuk dengan sangat akurat karena target material dan biaya.
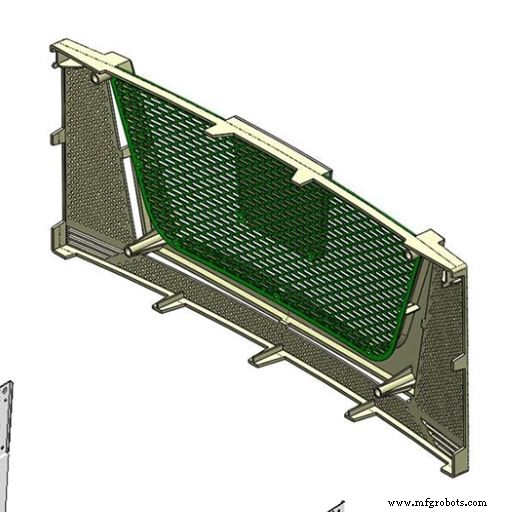
 Bezel PANASAS memerlukan beberapa bagian yang terbuka penuh dan opsi untuk melepas sambil meninggalkan beberapa logam khusus struktur kinerja di belakang.
Bezel PANASAS memerlukan beberapa bagian yang terbuka penuh dan opsi untuk melepas sambil meninggalkan beberapa logam khusus struktur kinerja di belakang.
Tantangan ini dengan potongan bezel cetakan injeksi dengan area terbuka yang besar melalui bagian atau penampang eksentrik diselesaikan dengan meninjau ketebalan material dan transisi di seluruh bagian, bekerja sama dengan tim pencetakan, menyesuaikan proses dan waktu pendinginan, dan menambahkan pasca injeksi perlengkapan untuk menahan bentuk bagian plastik setelah dicetak dalam kasus yang lebih ekstrim.
 Tinjauan, analisis , laporan, dan panggilan konferensi semuanya penting untuk bekerja dengan baik dengan rumah cetakan untuk dihubungi sebagian, tetapi jika dilakukan dengan tim terbaik, perjalanan jauh ke luar negeri tidak diperlukan.
Tinjauan, analisis , laporan, dan panggilan konferensi semuanya penting untuk bekerja dengan baik dengan rumah cetakan untuk dihubungi sebagian, tetapi jika dilakukan dengan tim terbaik, perjalanan jauh ke luar negeri tidak diperlukan.
Hasilnya adalah komponen berkualitas tinggi yang cocok dengan berbagai sasis dan memberikan definisi merek bagi perusahaan yang ingin membedakan diri.
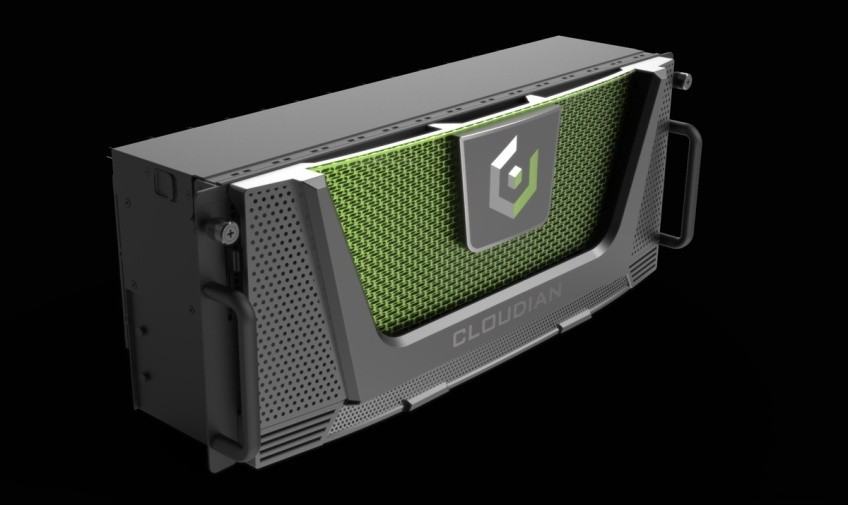
 Seluruh merek dikembangkan seputar tampilan yang dibuat dengan desain bezel ini, yang memiliki area terbuka sangat tinggi persyaratan untuk pendinginan kinerja tinggi.
Seluruh merek dikembangkan seputar tampilan yang dibuat dengan desain bezel ini, yang memiliki area terbuka sangat tinggi persyaratan untuk pendinginan kinerja tinggi.
Jadi meskipun lengkungan dapat menjadi tantangan untuk beberapa desain bagian, bahkan kejutan selama pemotretan cetakan pertama, mengikuti pedoman desain dasar pada ketebalan bagian dan bekerja dengan tim pencetakan dapat dengan cepat menyelesaikan masalah untuk menghasilkan desain produk kelas atas yang terlihat seperti yang dimaksudkan dan berfungsi sebagai diperlukan.
Lihat Lainnya Seperti Ini:Undercuts, Sink Marks, Boss


