Rolling mill Rolls and Roll Shop
Pabrik Rolling Rolls and Roll Shop
Gulungan adalah bahan habis pakai utama dan sangat mahal di pabrik penggilingan. Mereka digunakan untuk menggulung baja di pabrik penggilingan dan kinerjanya bergantung pada banyak faktor yang mencakup bahan yang digunakan dan beban yang dikenakan selama layanan. Desain roll dipengaruhi oleh batasan yang diterapkan oleh beban rolling, kekuatan roll dan torsi yang tersedia untuk rolling. Dalam kasus penggilasan datar, hal itu juga dipengaruhi oleh kelonggaran yang dibuat untuk pembengkokan gulungan dan oleh cambering pada gulungan. Desain gulungan adalah untuk menjaga beban dan torsi yang diperlukan untuk setiap lintasan. Selain itu harus memastikan bahwa dimensi fisik dan bahan gulungan mampu menahan beban terberat yang timbul selama urutan penggulungan. Faktor penting lainnya yang menyangkut masa pakai gulungan adalah sifat keausan bahan gulungan.
Bahan gulung
Dalam pengerolan baja, bahan gulungan harus mampu menahan beban yang secara plastis mengubah bentuk rolling stock tanpa mengalami deformasi plastis. Dalam penggilasan baja panas, ini bukanlah masalah yang sulit dan gulungan besi atau baja cocok jika dioperasikan pada suhu yang jauh lebih rendah daripada suhu rolling stock. Apakah gulungan besi atau baja digunakan dalam kasus tertentu bergantung pada tugas spesifik yang harus mereka lakukan dan apakah ketangguhan, ketahanan terhadap retak termal atau pembebanan kejut atau sifat keausan keras adalah yang paling penting.
Gulungan dapat diklasifikasikan menurut bahan gulungan (Gbr 1) dan metode pembuatannya, subdivisi utama pertama adalah (i) gulungan besi, dan (ii) gulungan baja. Pembagian ini tergantung pada kandungan karbon bahan. Dalam hal gulungan, garis demarkasi biasanya diambil pada sekitar 2,4% C. Biasanya gulungan disebut sebagai alas baja di bawah gambar ini, dan alas besi di atas gambar ini. Ada perbedaan struktural yang mencolok antara kedua jenis ini karena tidak ada karbon grafit bebas dalam gulungan dasar baja. Gulungan baja dapat dicor atau ditempa sehingga memberikan pembagian lebih lanjut. Satu divisi lain yang melintasi klasifikasi di atas adalah gulungan dupleks tuang ganda yang dapat dicetak dengan permukaan luar logam keras dan logam yang lebih keras dan lebih kuat yang membentuk bagian tengah gulungan.
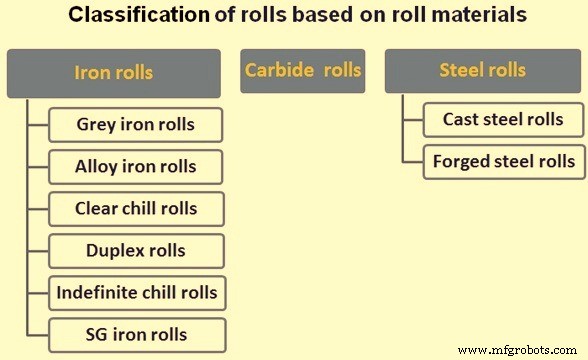
Gbr 1 Klasifikasi gulungan berdasarkan bahan gulungan
Gulungan besi
Gulungan besi adalah dari jenis berikut.
- Gulungan besi abu-abu – Ini dicetak dengan selubung pasir dan terdiri dari besi tuang abu-abu (mengandung serpihan grafit bebas). Struktur gulungan seragam di seluruh dan sangat tahan terhadap retak api. Ini sampai batas tertentu melumasi sendiri karena grafit bebas yang merupakan keuntungan di mana kerah dorong digunakan untuk menahan dorong ujung selama penggulungan. Analisis tipikal bahan gulungan adalah karbon (C) – 2,5% hingga 3%, silikon (Si) – 0,5% hingga 1%, mangan(Mn) – 0,4% hingga 0,8%, fosfor (P) – maksimum 0,5%, dan belerang (S) 0 0,1% maks. P diperbolehkan hingga 0,5% untuk meningkatkan fluiditas logam selama penuangan tetapi menguntungkan untuk mengurangi ini jika suhu pengecoran yang lebih tinggi dimungkinkan karena P merusak sifat-sifat besi tuang. S dijaga seminimal mungkin dan Si dipilih untuk mengatur kandungan grafit bebas, karena kehadiran Si mendorong grafitisasi. Mn digunakan untuk menetralkan S dan mendeoksidasi logam. Konten Mn yang terlalu tinggi menahan grafitisasi.
- Gulungan besi paduan – Untuk meningkatkan kualitas besi tuang abu-abu, berbagai elemen paduan dapat ditambahkan untuk meningkatkan kekerasan gulungan. Gulungan besi paduan ini hanya memiliki sedikit nikel (Ni), kromium (Cr) dan molibdenum (Mo) dan memberikan keausan dan kekuatan yang sedikit lebih baik daripada besi abu-abu lurus. Gulungan besi paduan dengan jumlah penambahan paduan yang lebih tinggi jauh lebih keras dan aus lebih baik meskipun secara alami lebih mahal dan harus menghasilkan tonase gulung yang lebih tinggi. Kehadiran Ni mendorong pembentukan grafit tetapi karena dalam bentuk yang terdistribusi sangat halus, Ni mengarah pada ketangguhan dan ketahanan yang lebih besar terhadap retak api. Cr meningkatkan kecenderungan untuk membentuk karbon gabungan dan membatasi pembentukan grafit sehingga memberikan besi yang jauh lebih keras tetapi lebih rapuh. Mo dan tungsten (W) mempromosikan pembentukan karbon gabungan dan selain itu mereka menambah kekuatan suhu tinggi. Dengan besi paduan Cr ada kecenderungan untuk patah kerah di bagian gulungan karena kerapuhan dan sebagai tambahan pasokan air yang baik diperlukan untuk mendinginkan gulungan untuk menghindari keretakan api. Analisis tipikal dari gulungan adalah C- 3%, Si- 1%, Ni – 1% (atau Mo -0,5%) dan Cr – 1%. Merek umum dari besi paduan gulungan adalah besi 'Adamite'. Kekerasan gulungan adalah ukuran ketahanan terhadap keausan dan biasanya dinyatakan dalam derajat kekerasan Shore scleroscope. Gulungan besi abu-abu yang relatif lunak memiliki kekerasan Shore 30-40 derajat, tetapi ini dapat ditingkatkan ke kisaran 38-50 derajat dalam gulungan besi paduan. Yang terakhir ini adalah besi abu-abu tetapi grafit terbagi halus dan matriksnya lebih keras. Gulungan yang lebih lembut disukai untuk tahap kasar dan menengah dari penggulungan dan butiran paduan yang lebih keras untuk finishing.
- Clear chill atau pasti chill rolls – Clear chill roll memiliki lapisan permukaan besi putih yang dihasilkan dengan menginduksi pendinginan cepat di permukaan (melalui pendinginan dalam cetakan) yang membatasi pembentukan grafit bebas. Inti adalah besi abu-abu karena laju pendinginan yang lebih lambat dan zona perantara adalah campuran besi putih dan abu-abu. Leher dan wobbler atau ujung sekop tidak boleh didinginkan dan karenanya mempertahankan ketangguhan yang lebih besar. Lapisan dingin itu keras dan tahan aus tetapi rapuh. Biasanya tebalnya sekitar 25 mm pada gulungan biasa tetapi dapat ditingkatkan jika diperlukan alur yang dangkal. Analisisnya mirip dengan gulungan besi abu-abu meskipun kandungan C lebih tinggi. C yang lebih rendah memberikan kekerasan yang lebih rendah tetapi memperkuat gulungan dan mengurangi timbulnya retak permukaan dan spalling sehingga digunakan dalam kasus tegangan tinggi seperti pada pelat rolling. Kekerasan permukaan mungkin antara 55 dan 65 deg Shore tetapi gulungan memiliki ketahanan yang baik terhadap perubahan suhu dan retak api. Bagian chill roll diproduksi dengan mendinginkan bagian barel yang dipilih (mis. penyelesaian akhir) dan meninggalkan sisanya sebagai besi abu-abu. Elemen paduan dapat ditambahkan ke gulungan dingin untuk memberikan nilai kekerasan 65 hingga 90 derajat Pantai dan mungkin mengandung sekitar 4,5% Ni dengan keseimbangan Cr kecenderungan untuk membentuk grafit bebas. Gulungan dingin bantalan Ni diklaim memiliki kecenderungan pengerasan kerja dan lebih cocok untuk penggulungan dingin karena kerentanannya terhadap keretakan api.
- Gulungan komposit atau dupleks – Metode untuk menggabungkan permukaan yang sangat keras dengan inti yang keras adalah dengan menuangkan gulungan dengan penuangan ganda. Tuang pertama memberikan cangkang besi putih paduan tinggi yang mendingin dengan cepat di permukaan dalam cetakan dingin setelah tuang kedua (seringkali besi abu-abu) menggantikan pusat cair besi paduan dan menggantikannya dengan inti yang keras. Kekerasan cangkang adalah 75 – 95 derajat Pantai.
- Kedinginan tanpa batas – Dengan jenis gulungan ini, terdapat dingin bebas grafit putih yang sangat tipis dan tidak ada zona campuran antara. Lapisan permukaan mengandung partikel grafit yang sangat kecil dan strukturnya berubah dengan mulus menjadi inti abu-abu. Kekerasan menurun perlahan pada mulanya dari permukaan pada kecepatan sekitar 1 derajat Pantai per 10 mm kedalaman dan kemudian lebih cepat menuju pusat lunak. Oleh karena itu ada kedalaman yang dapat digunakan dengan baik. Permukaannya lebih tahan terhadap keretakan dan pengelupasan api daripada gulungan dingin yang pasti dan gulungan mencengkeram rolling stock lebih baik. Paduan chill roll tak terbatas dengan kekerasan permukaan 55 hingga 75 derajat Shore mungkin mengandung Ni, Cr, dan Mo. Gulungan ini dapat diberi perlakuan panas untuk menguatkannya terhadap beban kejut. Contoh dari jenis ini adalah dingin tak tentu Adamite. Gulungan ini dapat diberi perlakuan panas dan tahan terhadap pengelupasan dan keretakan api.
- Gulungan besi grafit bulat – Gulungan besi grafit bulat (SG) mulai digunakan di beberapa pabrik. Ini memiliki grafit dalam bentuk nodular ketika dicetak dengan menggunakan prosedur pengecoran khusus yang melibatkan penambahan magnesium (Mg). Besi grafit bulat memiliki kekuatan dan ketangguhan yang jauh lebih besar, yang pertama sekitar dua kali lipat dari besi grafit serpihan tugas tinggi dan yang terakhir meningkat sekitar dua belas kali lipat. Sebagian besar gulungan memiliki struktur perlit tetapi struktur acicular juga tersedia memberikan ketahanan aus yang lebih baik. Hasil akhir yang baik dapat diperoleh pada gulungan meskipun perawatan dalam pemesinan diperlukan karena asap berbahaya dikeluarkan. Sifat keausan gulungan besi SG adalah bahwa mereka aus secara merata dan pada tingkat yang sama dengan besi grafit serpihan. Mereka cocok untuk digunakan di mana gulungan besi biasa tidak cukup kuat dan di mana gulungan baja memberikan masa pakai yang buruk karena keausan yang berlebihan tetapi, karena lebih mahal daripada gulungan besi dan baja, perawatan dalam pemilihan aplikasi diperlukan. Kekerasan dapat diperoleh hingga 80 derajat Shore atau lebih.
Gulungan baja
Gulungan baja dapat dicor atau ditempa. Mereka jauh lebih kuat dan lebih tangguh daripada gulungan besi dan karena itu digunakan di mana gulungan besi dianggap tidak cukup kuat. Mereka mengizinkan draft yang lebih berat untuk digunakan terutama di mana alur yang dalam diperlukan. Kerusakan akibat pembebanan kejut sangat kecil kemungkinannya terjadi dan sifat-sifatnya dapat sangat bervariasi dengan perlakuan panas yang sesuai. Namun, gulungan baja C lebih cepat aus daripada gulungan besi karena kekerasannya yang rendah.
- Gulungan baja tuang – Ini dapat sangat bervariasi menurut analisis. Gulungan C lurus memiliki dari 0,40% hingga 0,90% C dan kekerasannya dari 28 hingga 36 deg Shore. Pabrik berat (blooming, slabbing, dan heavy roughing) menggunakan grade yang lebih rendah (hingga 0,60 % C) sedangkan stand billet roughing menggunakan grade yang lebih tinggi. Penambahan sekitar 0,5% Mo pada jenis gulungan ini bersama dengan sejumlah kecil Ni dan Cr (atau Mn yang lebih tinggi) memberikan peningkatan kekuatan dan mengurangi keparahan retakan api yang mungkin terjadi. Kekerasannya adalah 30 – 42 deg Shore. Gulungan dengan paduan lebih tinggi biasanya berada dalam rentang analisis yang memiliki C – 0,80 % hingga 1,0 %, Mn – 0,60 % hingga 0,90 %, Ni – 1,0 % hingga 2,5%, Cr – 0,50 % hingga 1,10 % dan Mo – 0,20 % hingga 0,40 %. Gulungan C-Cr (C -1%, Cr - 1,5% hingga 1,75%) juga dibuat. Gulungan ini biasanya diberi perlakuan panas, kisaran kekerasannya adalah 35 -55 deg Shore dan biasanya digunakan sebagai gulungan cadangan di pabrik penggulung 4-tinggi. Baja paduan yang mengandung tungsten (W) dan dengan kekerasan 40 – 50 deg Shore sangat tahan terhadap retak api dan kadang-kadang digunakan untuk roughing roll di hot strip mills. Base roll baja cor cor dibuat juga dengan analisa berkisar C – 0,9% sampai 2,5%, Si – 0,5% sampai 1,0%, Mn – 0,4% sampai 0,6%, Ni – 0,25% sampai 1,0%, dan Cr – 0,5% sampai 1,5%. Kandungan C berada dalam kisaran yang lebih tinggi daripada di gulungan baja tuang. Seluruh C dalam bentuk gabungan. Rentang kekerasannya adalah 30 – 55 derajat Shore, sesuai dengan kandungan C, dan gulungannya aus dengan baik dan kuat. Hidup ini sejalan dengan biaya. Pendinginan air yang baik diperlukan.
- Gulungan baja tempa – Gulungan ini ditempa dari batangan baja tuang dan pekerjaan mekanis yang diperlukan menghasilkan struktur yang lebih kokoh. Dalam bentuk baja C (0,35% sampai 0,75% C) mereka digunakan untuk pabrik penggilingan, slabbing dan roughing berat di ujung bawah kisaran C dan untuk pabrik menengah yang lebih kecil di ujung kisaran yang lebih tinggi. Ini agak sewenang-wenang dan tergantung pada kondisi pabrik tertentu. Mereka dinormalisasi sebelum digunakan dan kisaran kekerasannya adalah 24-30 derajat Shore. Dalam bentuk baja paduan mereka dapat diperlakukan panas untuk memberikan berbagai kekerasan. Dalam kisaran 50 – 55 deg Shore range, mereka digunakan untuk back-up roll besar, sekitar 80 deg Shore range untuk back-up roll kecil dalam cold rolling, dan 90 – 100 deg Shore range (sepenuhnya dikeraskan) untuk work roll di penggulungan dingin. Analisis tipikal adalah 1% C, 1,5% hingga 1,75% Cr dan 0,5% Ni. Gulungan baja tempa dalam kisaran kekerasan penggulungan panas sangat tahan terhadap beban kejut.
Gulungan karbida
Tungsten carbide, WC atau W2C, adalah senyawa kimia yang mengandung tungsten dan karbon. Kekerasannya yang ekstrem membuatnya berguna dalam pembuatan gulungan penggilingan untuk masa pakai yang lebih lama dalam aplikasi yang memerlukan kampanye penggulungan yang lama. WC dalam kombinasi dengan bahan pengikat dalam bentuk bubuk dicampur, digiling, digranulasi, dan dipadatkan hingga mendekati bentuk bersih kosong yang akhirnya disinter dalam tungku vakum. Beberapa gulungan kemudian ditekan secara isostatik panas (HIP). Gulungan kemudian digiling menggunakan roda gerinda berlian atau bubut yang diputar menggunakan alat pembubutan yang sangat keras ke dimensi yang diperlukan. Gulungan ini biasanya digunakan dalam blok finishing batang kawat dan dalam beberapa aplikasi penggulungan bentuk. Gulungan ini membutuhkan air pendingin berkualitas tinggi dalam kisaran pH yang sempit dan kekerasan yang terbatas. Menggunakan air pendingin gulungan di luar kisaran pH yang direkomendasikan akan menghilangkan pengikat dari gulungan yang menyebabkan kegagalan permukaan gulungan prematur. Berbagai tingkat gulungan karbida tersedia berdasarkan ukuran butir dan konten pengikat serta komposisi pengikat. Rentang aplikasi dalam beberapa tahun terakhir telah memperluas penggunaan gulungan karbida kembali ke pabrik perantara dengan menggunakan selongsong karbida yang dipasang pada poros baja. Pemasangan dilakukan dengan cara mekanis atau dengan membuat gulungan komposit dengan menekan dan mensinter cincin karbida pada poros.
Pengaruh elemen paduan pada gulungan
Efek elemen paduan pada gulungan diberikan di Tab 1.
| Tab 1 Pengaruh elemen paduan pada gulungan |
| Elemen | Gulungan besi paduan | Gulungan baja paduan |
| Karbon (C) | Meningkatkan kekerasan, kerapuhan, dan ketahanan aus. Mengurangi keuletan, kedalaman pendinginan | Meningkatkan kekerasan, kerapuhan, dan ketahanan aus. Menurunkan ketahanan terhadap goncangan. |
| Silikon (Si) | Meningkatkan grafit, menambah kebersihan, Mengurangi kedalaman dingin | Membersihkan baja dalam proporsi 0,20 % – 0,35 %, Menambah kekerasan, Deoxidizer, meningkatkan pengecoran suara |
| Fosfor (P) | Meningkatkan kekerasan dan kerapuhan. | Meningkatkan kekerasan dan kerapuhan, Menurunkan keuletan, Memiliki kecenderungan untuk memisahkan |
| Belerang (S) | Meningkatkan kekerasan, kerapuhan, dan kedalaman dingin | Meningkatkan kekerasan dan kerapuhan. Mengurangi keuletan. Harus digunakan dengan bijaksana |
| Mangan (Mn) | Mengurangi dingin pada rentang yang lebih rendah, meningkatkan dingin pada rentang yang lebih tinggi, meningkatkan kekerasan dalam kombinasi dengan nikel dan krom, meningkatkan kerapuhan | Meningkatkan kekerasan dan kerapuhan. Pembersih untuk kekuatan tarik dan ketahanan aus |
| Nikel (Ni) | Meningkatkan kekuatan, kekerasan, dan ketahanan aus. Mengurangi kedalaman dingin | Meningkatkan kekuatan, kekerasan, dan ketahanan terhadap retakan api dalam kombinasi dengan Cr dan lainnya |
| Molibdenum (Mo) | Meningkatkan kekuatan, kekerasan, dan ketahanan terhadap retak api, membuat butiran halus | Meningkatkan kekuatan dan kekerasan |
| Vanadium (V) | Meningkatkan kedalaman, kekuatan, dan ketahanan dingin terhadap retakan api, Menurunkan keuletan | Meningkatkan ketangguhan, kekerasan, dan kerentanan terhadap perlakuan panas |
| Chromium (Cr) | Hardener setiap saat; digunakan dalam kombinasi dengan Ni atau Mo atau keduanya, meningkatkan kedalaman pendinginan | Pengeras – bekerja paling baik dalam kombinasi dengan Ni atau Mo atau keduanya |
| Tembaga (Cu) | Dalam jumlah kecil mirip dengan Ni | Mirip dengan Ni |
| Boron (B) | Pengeras, digunakan dengan bijaksana | Meningkatkan kekerasan |
Jenis gulungan yang digunakan di berbagai pabrik penggilingan panas
Jenis gulungan yang digunakan di pabrik blooming dan slabbing, pabrik billet dan bar mill pedagang, pabrik bagian, pabrik pelat, dan pabrik strip panas diberikan masing-masing di Tab 2, Tab 3, Tab 4, tab 5 dan tab 6. Pemilihan gulungan tertentu tergantung pada permintaan produksi, biaya awal, kualitas spesifik yang diperlukan, dll. Kerjasama yang erat dengan produsen gulungan diinginkan untuk memastikan bahwa persyaratan ini dipenuhi sejauh mungkin.
| Tab 2 Jenis gulungan untuk pabrik mekar dan slabbing |
| Jenis gulungan | Kekerasan permukaan (Deg Shore) |
| Baja tempa, 0,4% C | 24-30 |
| Baja tuang, 0,4 hingga 0,9% C, Ulet | 28-36 |
| Baja paduan tuang, 0 hingga 0,5 % Mo + Ni, Cr, Mn, kuat, tangguh, tahan terhadap keretakan api | 30-42 |
| Baja cor adamite, C Tinggi dalam larutan lengkap +Ni, Cr, Keausan yang baik tetapi membutuhkan pendinginan air yang berlebihan untuk mencegah fluktuasi suhu | 30-48 |
| Tab 3 Jenis gulungan untuk pabrik batang billet dan pedagang |
| Jenis gulungan | Kekerasan permukaan (Deg Shore) |
| Baja tempa 0,75% C, Gulungan penyangga kasar | 35 |
| Baja tuang – 0 hingga 0,5% Mo + Ni, Cr, Mn, Kuat, tangguh, tahan terhadap keretakan api | 30-42 |
| Gulungan butiran mutiara, Besi tuang, Kuat tangguh dan tahan terhadap retak api, Untai gulungan | 30-38 |
| Gulungan biji-bijian khusus, Peningkatan di atas | 35-40 |
| Baja tuang adamite, C Tinggi dalam larutan lengkap + Ni dan Cr, Keausan yang baik tetapi membutuhkan fluktuasi yang berlebihan, Gulungan kasar | 30-48 |
| Gulungan dingin lurus C tidak terbatas, Fluktuasi suhu harus dihindari, Gulungan penyangga menengah | 35-40 |
| Gulungan butiran paduan adamite, Penetrasi kekerasan yang sangat baik, memerlukan kontrol suhu dan dapat memiliki berbagai kekerasan dan kekuatan, Strand rolls | 35-50 |
| Gulungan dingin C lurus, Ketahanan tinggi terhadap perubahan suhu, kerusakan dan gesekan permukaan, Gulungan bagian kecil | 55-65 |
| Peningkatan chill roll tak terbatas paduan adamite pada roll C, Oval, dan pemandu lurus | 55-70 |
| Gulungan dingin tak terbatas paduan keras sepenuhnya, Peningkatan pada Adamite mis. Nironite | 65-85 |
| Gulungan dingin besi cor paduan tinggi dengan pengerasan kerja yang baik, Gulungan pabrik pemandu | 65-90 |
| Grafit bulat, gulungan kasar Billet | 55 |
| Grafit bulat, Penggilingan batangan. Sebagian besar tahan terhadap retak api, Gulungan kasar | 60-65 |
| Tab 4 Jenis gulungan untuk pabrik bagian |
| Jenis gulungan | Kekerasan permukaan (Deg Shore) |
| Gulungan baja tempa, Roughing, Intermediate dan Finishing rolls | 24-30 |
| Baja tuang, 0,4 hingga 0,9% C, Gulungan kasar | 28-36 |
| Gulungan butiran mutiara, Kuat, tangguh dan tahan terhadap keretakan api, Gulungan Kasar, Menengah dan Finishing | 30-38 |
| Baja tuang, 0 hingga 0,5 % Mo + Ni, Cr, Mn, Kuat, tangguh dan dengan ketahanan retak api yang baik, Gulungan kasar | 30-42 |
| Baja cor adamite, Karbon tinggi dalam larutan lengkap + Ni, Cr, Keausan yang baik tetapi membutuhkan pendinginan yang berlebihan untuk menghindari fluktuasi suhu, Gulungan kasar | 30-48 |
| Perbaikan gulungan gandum khusus di atas | 35-40 |
| Baja Hyper Eutectoid dengan Ni, Cr, dan Mo, Ketahanan aus dan kekuatan dalam proporsi yang hampir sama, Gulungan Kasar dan Semi-finishing | 35-45 |
| Gulungan dingin lurus C tidak terbatas, Fluktuasi suhu harus dihindari, Gulungan penyangga menengah | 38-40 |
| Gulungan paduan adamite, Penetrasi kekerasan yang sangat baik, Memerlukan kontrol suhu, Dibuat dalam berbagai kekerasan dan kekuatan, Gulungan Menengah dan Finishing | 38-50 |
| Baja cor dengan Cr dan W, Ketahanan tinggi terhadap crazing dan retak api, Gulungan semi-finishing | 40-50 |
| Gulungan dingin tak terbatas paduan adamit, Peningkatan di atas, gulungan Menengah dan Finishing | 55-70 |
| Grafit bulat untuk Membalikkan gulungan kasar | 45 |
| Grafit bulat untuk pabrik bagian kecil | 60-65 |
| Tab 5 Jenis gulungan untuk pabrik pelat |
| Jenis gulungan | Kekerasan permukaan (Deg Shore) |
| Gulungan butiran mutiara, Besi tuang, Kuat, tangguh dan tahan terhadap retak api, Kasar gulungan | 30-38 |
| Besi cor, 0 hingga 0,5 % Mo + Ni, Cr, Mn, Kuat, tangguh dan dengan ketahanan retak api yang baik | 40-42 |
| Gulungan biji-bijian khusus, Peningkatan pada Pearlitic | 35-40 |
| Gulungan dingin C lurus, Ketahanan tinggi terhadap perubahan suhu, pecah dan permukaan menggila | 55-65 |
| Seperti di atas tetapi termasuk 0,4 hingga 1,0 % Bulan, Pekerjaan rol, kondisi Penggilingan harus stabil | 55-65 |
| Paduan cold roll tak terbatas. Fluktuasi suhu harus dihindari dengan pendinginan, Work dan Finishing rolls | 65-85 |
| Gulungan dingin paduan, Besi paduan Cast Ni, Pengerasan kerja yang baik, Gulungan akhir | 65-90 |
| Gulungan dingin paduan majemuk, Kulit luar dari besi putih paduan membentuk permukaan kerja dan sisa dari besi abu-abu yang keras, Baik untuk hasil akhir yang sangat halus, keuntungan cangkang mengeras sendiri, Gulungan kerja | 75-95 |
| Tab 6 Jenis gulungan untuk pabrik strip panas |
| Jenis gulungan | Kekerasan permukaan (Deg Shore) |
| Gulungan baja tempa, Gulungan kerja | 24-30 |
| Baja cor adamite, Karbon tinggi dalam larutan lengkap dengan Ni dan Cr, Keausan yang baik tetapi memerlukan kontrol suhu dengan pendinginan, Gulungan kerja | 30-38 |
| Baja Hyper Eutectoid dengan Ni, Cr dan Mo, Ketahanan aus dan kekuatan dalam proporsi yang sama, Gulungan kasar | 35-45 |
| Gulungan dingin tanpa batas C lurus, Fluktuasi suhu harus dihindari, Gulungan penyangga menengah. | 38-40 |
| Gulungan biji-bijian paduan adamite, Penetrasi kekerasan yang sangat baik tetapi memerlukan kontrol suhu, Dibuat dalam berbagai kekerasan dan kekuatan, Gulungan Menengah dan Finishing | 35-50 |
| Baja cor dengan Cr dan W, Ketahanan tinggi terhadap crazing dan fire cracking, Roughing roll | 40-50 |
| Gulungan dingin C lurus, Ketahanan tinggi terhadap perubahan suhu, kerusakan, dan gesekan permukaan | 55-65 |
| Seperti di atas tetapi termasuk 0,4 – 1,0 % Bulan, kondisi Penggilingan harus lebih stabil dan dikontrol lebih ketat, Roll kerja | 55-65 |
| Roll dingin tak terbatas paduan Adamite, Peningkatan di atas, Roll Finishing Panas dan Planishing | 55-70 |
| Paduan chill roll tak terbatas, Peningkatan pada Adamite, Work roll | 65-85 |
| Gulungan dingin paduan gulungan besi cor, Kualitas serupa tetapi ditingkatkan untuk gulungan dingin paduan tak terbatas | 65-90 |
| Gulungan dingin tak terbatas paduan manganit, Sangat tahan terhadap api yang menggila, memar dan pengelupasan penandaan ekor, Gulungan Kereta Api | 75-85 |
| Grafit bulat, Gulungan kasar | 60-65 |
| Grafit bulat, Gulungan akhir | 65-70 |
| Grafit bulat, Gulungan cadangan | 50-55 |
Toko gulung
Fungsi dari toko gulung antara lain sebagai berikut.
- Untuk menerima perakitan gulungan dari pabrik penggilingan setelah menyelesaikan kampanye bergulir.
- Untuk mencuci rakitan gulungan dan membongkar gulungan dari rakitan.
- Gulungan diperiksa apakah ada retakan api dan diameternya diukur. Juga diperiksa adalah bagian individu dari gulungan dan bantalan gulungan yang diputar jika diperlukan.
- Penggilingan/penggalian kembali gulungan direncanakan dan dilakukan sesuai rencana.
- Gulungan yang digiling/beralur ulang disimpan di rak gulung dan menunggu perakitannya sesuai jadwal penggilingan.
- Chock setelah dibongkar dikirim ke area perakitan untuk dirakit ground / regrooved roll sesuai jadwal rolling.
- Perakitan roll dan chock dilakukan berpasangan.
- Pasangan gulungan rakitan dikirim ke pabrik penggulung.
Inspeksi goncangan dan bantalan dilakukan secara berkala. Fungsi toko rol juga mencakup penggilingan pisau geser yang menjadi tumpul selama digunakan di pabrik penggilingan. Toko rol modern di pabrik penggilingan memiliki fasilitas berikut.
- Tugas berat, sedang, dan ringan, mesin gerinda rol CNC otomatis dan pemuat gulung untuk penggilingan datar
- Tugas berat, sedang, dan ringan, mesin pemotong alur rol CNC otomatis sepenuhnya dan pemuat rol untuk pabrik bagian dan produk panjang.
- Mesin rol rol dan cincin tungsten karbida untuk pabrik batang kawat dan pabrik bagian ringan
- Mesin chocking dan de-chocking untuk semua jenis roll
- Mesin tekstur
- Bubut gulung
- Bubut, mesin penggilingan dan mesin bor
- Peralatan pemanas dan pengerasan induksi
- Mesin cuci untuk sumbatan
- Memiringkan untuk chocks
- Penggiling pisau geser
- Fasilitas pendingin dan cuci gulung
- Rak penyimpanan gulung
- Mobil pengangkut gulung
- Perangkat lain yang digunakan dalam operasi toko rol harian
Roll shop melakukan penyimpanan data kinerja roll individu dan dilakukan melalui analisis data roll untuk meningkatkan umur panjang roll. Untuk ini bengkel bekerja sama erat dengan pemasok roll sehingga dapat melakukan perbaikan spesifikasi kimia dan fisik roll yang dilakukan pada siklus pengadaan berikutnya. Roll shop juga bekerja sama dengan agen investigasi selama analisis kegagalan roll jika terjadi kegagalan roll dengan memberikan mereka data riwayat roll dari catatan mereka.
Fungsi toko rol juga termasuk mengambil tindakan pengadaan tepat waktu untuk gulungan sehingga mereka dapat membuat gulungan tersedia untuk pabrik sesuai kebutuhan pabrik. Tindakan pengadaan harus diambil dengan memperhatikan daftar inventaris yang harus dikendalikan.
Ketika masa pakai rol berakhir dan diameter skrap tercapai, rol dipindahkan ke area rol skrap untuk dibuang. Demikian pula gulungan yang rusak juga digeser ke area gulungan bekas setelah penyelidikan kerusakan gulungan selesai.
Ada dua solusi perangkat lunak yang digunakan oleh toko roll modern. Ini adalah sistem manajemen toko gulung (RSMS) dan sistem manajemen cacat gulung (RDMS) untuk kontrol penuh dan analisis operasi toko gulung. RSMS memungkinkan analisis dari pemantauan proses penggilingan/grooving aktual hingga pengumpulan dan pemrosesan data produksi, konsumsi, dan kebutuhan, dengan pengeluaran sumber daya minimum. RDMS adalah alat yang ampuh yang meningkatkan dan mengoptimalkan produktivitas melalui fungsi manajemen cacat yang mendalam dan tindakan korektif otomatis. Roll shop selanjutnya harus terintegrasi penuh dengan rolling mill dan harus ada pertukaran data antara sistem mill dan sistem roll shop.
Tata letak roll shop sangat penting untuk mengoptimalkan logistik pergerakan roll. Lorong lebih lanjut perlu disediakan untuk pergerakan forklift secara bebas.
Otomatisasi penanganan gulungan di dalam toko gulungan memerlukan penerapan langkah-langkah keamanan untuk menghalangi personel dari area di mana operasi dilakukan secara otomatis, dan oleh karena itu tidak diawasi langsung oleh personel. Ada kebutuhan untuk menyediakan penghalang keamanan untuk menandai batas area kerja otomatis. Di area ini, akses hanya diperbolehkan untuk keperluan pemeliharaan atau darurat.


