

Proses manufaktur

Manufaktur industri
Dasar-dasar Penggulungan Baja
Baja cair biasanya dicetak dalam mesin pengecoran kontinu dalam bentuk billet, bloom, atau slab. Di beberapa pabrik, itu juga dilemparkan dalam mesin pengecoran kontinu dalam bentuk lembaran tipis atau bagian tulang anjing. Bentuk-bentuk ini diproses dengan pengerolan panas dengan melewatkannya melalui gulungan silindris polos atau beralur untuk menghasilkan pelat, lembaran, batang, bagian struktural, dan tabung, dll.
Proses penggulungan adalah salah satu operasi pembentukan logam industri yang paling penting dan banyak digunakan. Ini memberikan produksi tinggi dan kontrol ketat terhadap produk akhir. Ini dikembangkan pada akhir 1500-an. Ini menyumbang 90% dari semua logam yang dihasilkan oleh proses pengerjaan logam.
Pengerolan baja adalah proses pembentukan logam di mana baja dilewatkan melalui sepasang gulungan yang berputar untuk deformasi plastis baja. Deformasi plastis disebabkan oleh gaya tekan yang diterapkan melalui gulungan yang berputar. Tegangan tekan yang tinggi adalah sebagai akibat dari gesekan antara gulungan dan permukaan stok baja. Bahan baja terjepit di antara sepasang gulungan, akibatnya ketebalannya berkurang dan panjangnya bertambah. Pengerolan diklasifikasikan menurut suhu baja yang digulung. Jika temperatur baja di atas temperatur rekristalisasi, maka proses tersebut disebut hot rolling. Jika suhu baja di bawah suhu rekristalisasi, proses ini disebut sebagai cold rolling.
Gulungan berjalan pada bantalan leher besar yang dipasang di rumah dengan kekuatan luar biasa dan digerakkan oleh motor listrik yang kuat. Ini dikenal sebagai pabrik berdiri. Stand rolling mill berisi dua atau lebih gulungan untuk deformasi plastik baja di antara gulungan yang berputar. Ini pada dasarnya terdiri dari (i) gulungan, (ii) bantalan, (iii) rumah untuk memuat bagian-bagian ini, (iv) kotak roda gigi, (v) penggerak (motor) untuk menerapkan daya ke gulungan, (vi) kecepatan perangkat kontrol untuk mengontrol kecepatan, dan (vii) sistem hidrolik. Stand rolling mill membutuhkan konstruksi yang sangat kaku dan motor besar untuk memasok daya yang cukup. Ada beberapa jenis dudukan rolling mill seperti yang diberikan di bawah ini.
Sebuah rolling mill yang berkelanjutan memiliki rangkaian stand rolling mill yang disusun secara berurutan sehingga dapat meningkatkan produktivitas. Stok baja bergerak dengan kecepatan yang berbeda di setiap stand di pabrik.
Dalam pengertian yang lebih luas, rolling mill adalah sistem otomatis atau line of roll stand bersama dengan serangkaian peralatan yang melakukan operasi rolling dan tambahan:pengangkutan billet/bloom/slab asli dari stok ke tungku pemanas dan pabrik. gulungan, pemindahan bahan yang digulung dari satu dudukan gulungan ke yang lain, pembubutan atau puntir dalam kasus beberapa penggilingan, pengangkutan logam setelah penggulungan, pemotongan, pendinginan bahan canai pada alas pendingin di beberapa penggilingan, penandaan atau pengecapan, pemangkasan, pengepakan , dan pengangkutan ke stok produk jadi. Di beberapa pabrik (misalnya pabrik strip panas, pabrik batang kawat, pabrik pedagang, dan pabrik penggilingan dingin), produk yang digulung digulung dalam gulungan atau gulungan penggulung.
Umumnya, rolling dilakukan pada suhu tinggi, yang disebut hot rolling, karena kebutuhan deformasi yang besar. Penggulungan panas menghasilkan produk bebas tegangan sisa. Namun, penskalaan merupakan masalah utama selama penggulungan panas, karena akurasi dimensi sulit dipertahankan.
Penggulungan dingin baja canai panas penting, karena akurasi tinggi dan kurangnya penskalaan oksida. Ini dilakukan di bawah suhu rekristalisasi dan memperkenalkan pengerasan kerja. Bahan awal untuk lembaran baja canai dingin adalah koil canai panas yang diasamkan dari pabrik hot-strip kontinyu. Pengurangan total yang dicapai dengan pengerolan dingin umumnya akan bervariasi dari sekitar 50% sampai 90%. Reduksi pada setiap tegakan harus didistribusikan secara merata tanpa jatuh jauh di bawah reduksi maksimum untuk setiap lintasan. Umumnya pengurangan persentase terendah terjadi pada lintasan terakhir untuk memungkinkan kontrol kerataan, pengukur, dan penyelesaian permukaan yang lebih baik.
Pengerolan diklasifikasikan menurut suhu benda kerja yang digulung. Jika temperatur baja di atas temperatur rekristalisasi, maka proses tersebut disebut hot rolling. Untuk proses pengerjaan panas, deformasi besar dapat berulang secara berurutan, karena baja tetap lunak dan ulet. Stok baja mengalami tegangan tekan yang tinggi sebagai akibat dari gesekan antara gulungan dan permukaan baja. Pengerolan melibatkan melewatkan material di antara dua gulungan yang berputar kurang lebih pada kecepatan periferal yang sama tetapi dalam arah yang berlawanan, yaitu searah jarum jam dan berlawanan arah jarum jam. Jarak antara mereka diberi jarak, yang agak kurang dari ketinggian stok baja yang masuk. Gulungan ini bisa datar atau beralur (berkontur) untuk penggulungan panas batang atau bentuk. Dalam kondisi ini, gulungan mencengkeram potongan baja dan mengantarkannya, mengurangi luas penampang dan karenanya, bertambah panjang.
Operasi pengerjaan panas awal untuk sebagian besar produk baja dilakukan di pabrik pengasaran primer. Tujuannya adalah untuk memecah untuk mengurangi penampang rolling stock untuk finishing berikutnya menjadi batangan, strip, pelat atau sejumlah bagian yang digulung. Cetakan mekar, slab, atau billet dipanaskan awalnya pada 1100 derajat C hingga 1300 derajat C. Dalam canai panas baja, suhu di tempat penyelesaian akhir bervariasi dari 850 derajat C hingga 900 derajat C, dan selalu di atas kritis atas suhu baja. Baja diperas di antara gulungan sampai ketebalan dan bentuk akhir tercapai. Untuk mencapai ini, gulungan mengerahkan kekuatan ribuan ton.
Tata letak rolling mill bervariasi, dari stand mill sederhana hingga beberapa stand yang diposisikan berdampingan atau dalam satu garis. Sebuah mekanisme, biasa disebut meja rol, mengarahkan benda kerja ke gulungan, dan meja rol lain untuk menangani potongan yang muncul dari gulungan. Meja di depan gulungan memaksa baja melawan gulungan yang mencengkeram dan menarik baja di antara mereka. Baja, dengan demikian, dikurangi menjadi ketebalan yang sama dengan jarak antara gulungan, dan jika gulungan itu beralur itu dibentuk sesuai dengan desain alur. Penggilasan panas memungkinkan deformasi baja yang besar dapat dicapai dengan sejumlah kecil siklus pengerolan.
Penggulungan panas terjadi dalam beberapa langkah dan pengeringan / pengurangan diberikan di setiap tahap. Draft akhir berada pada suhu di atas rekristalisasi atau suhu perubahan fasa. Dengan demikian stok dingin dipanaskan sampai suhu yang jauh lebih tinggi daripada suhu rekristalisasi. Oleh karena itu, temperatur ultimat dimana benda kerja bergantung pada jumlah aliran total, jumlah langkah dimana pengeringan dilakukan dan komposisi stok baja.
Tujuan dari rolling mill adalah untuk mengurangi ketebalan baja dengan bertambahnya panjang dan dengan sedikit bertambahnya lebar. Bahan di tengah rolling stock dibatasi dalam arah melintasi lebar lembaran dan kendala di bawah bahu bahan yang terbentuk di setiap sisi gulungan mencegah perpanjangan rolling stock ke arah lebar. Kondisi ini dikenal sebagai regangan bidang. Karena itu, bahannya menjadi lebih panjang dan tidak lebar.
Faktor-faktor yang mempengaruhi mekanisme penggulungan
Faktor utama yang mempengaruhi mekanisme penggulungan diberikan di bawah ini.
Parameter di atas dapat secara tunggal atau bersama-sama, dalam kombinasi dua atau lebih, menghasilkan parameter dan fenomena sekunder yang lebih langsung terkait dan umumnya terkait dengan proses penggulungan. Tekanan roll, torsi, kerja dan daya dipengaruhi oleh faktor-faktor ini. Utama dari parameter ini diberikan di bawah ini.
Konsep dasar rolling
Konsep dasar rolling baja diberikan di bawah ini.
Dengan pengecualian pengerolan dingin dengan tegangan strip, itu adalah gesekan eksternal, atau gesekan antara permukaan gulungan dan bahan yang digulung, merupakan faktor mendasar dalam pengurangan bahan baja dengan penggulungan. Ini adalah gaya yang menarik material di antara gulungan, dan inilah yang menandai perbedaan mendasar antara penggulungan dan penarikan. Gesekan sangat mempengaruhi besarnya dan distribusi tekanan yang bekerja antara gulungan dan material, dan akibatnya, mempengaruhi daya yang dibutuhkan untuk mereduksi material. Ini juga mengontrol jumlah pengurangan yang mungkin diambil. Biasanya, semakin tinggi koefisien gesekan, semakin besar draft yang mungkin terjadi. Tergantung pada kondisi di mana material baja bergerak ke celah gulungan, dua situasi berikut dapat terjadi.
Besarnya gaya gesekan tergantung pada kondisi permukaan yang bersentuhan dan meningkat dengan meningkatnya kekasaran, pada kecepatan relatif antara gulungan dan tekanan gulungan yang diberikan.
Berikut ini adalah strategi untuk mengurangi gaya guling.
Ketika produk baja tempa atau cor digulung panas, struktur butir yang berbutir kasar menjadi lebih halus ukurannya, tetapi memanjang sepanjang arah penggilasan. Jenis struktur butiran bertekstur ini menyebabkan sifat terarah [anisotropi] untuk produk yang digulung. Untuk menghaluskan butiran, perlakuan panas dilakukan segera setelah penggulungan, yang menghasilkan rekristalisasi setelah penggulungan.
Jenis penggilingan
Ada berbagai jenis rolling mill. Ini diberikan di bawah ini.
Gaya dan hubungan geometris dalam menggelinding
Lembaran baja dengan ketebalan ho memasuki gulungan di pintu masuk pesawat xx dengan kecepatan vo . Ia melewati celah gulungan dan meninggalkan bidang keluar yy dengan pengurangan ketebalan hf dan dengan kecepatan vf . Mengingat bahwa tidak ada peningkatan lebar, kompresi vertikal baja diterjemahkan menjadi perpanjangan dalam arah rolling. Karena tidak ada perubahan volume baja pada titik tertentu per satuan waktu selama proses berlangsung, maka
bxho xvo =bxhf xvf =bxh xv
Di mana b adalah lebar lembaran v adalah kecepatan pada setiap ketebalan h perantara antara ho dan hf .
Gambar 1 menunjukkan hubungan geometris dan gaya selama menggelinding.
Hanya pada satu titik di sepanjang permukaan kontak antara gulungan dan lembaran, dua gaya bekerja pada baja yaitu (i) gaya radial Pr, dan (ii) gaya gesekan tangensial F . Di antara pesawat masuk (xx ) dan titik netral lembaran bergerak lebih lambat dari permukaan gulungan, dan gaya gesekan tangensial, F , bertindak ke arah (lihat Gambar 1) untuk menarik baja ke dalam gulungan. Di sisi keluar (yy ) dari titik netral, lembaran bergerak lebih cepat dari permukaan gulungan. Arah gaya gesekan kemudian dibalik dan melawan pengiriman lembaran dari gulungan.
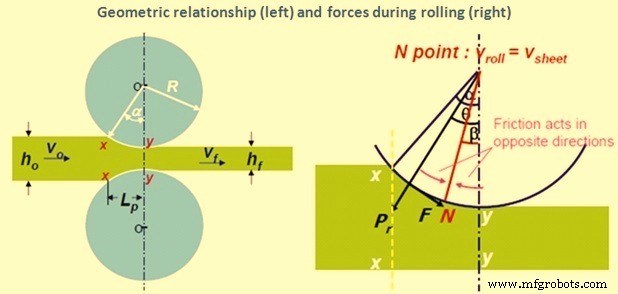
Gbr 1 Hubungan geometris dan gaya selama menggelinding
Poin penting tentang rolling
Berikut ini adalah poin-poin penting dalam penggulungan baja.
Proses manufaktur
Penggulungan baja dan peralatan utama di Pabrik Penggulungan Lintas Alam Sebagian besar produk baja digulung dari produk cor dari mesin continuous casting melalui serangkaian operasi rolling dan finishing. Proses ini disebut pengerolan sederhana, ketika dua gulungan dengan diameter yang sama dan d
Penggulungan Pelat Baja di Pabrik Pengerolan Plat Baja pelat didefinisikan sebagai produk datar, digilas atau diberi perlakuan panas dengan ketebalan paling sedikit 5 mm dan lebar paling sedikit 1.200 mm. Plat baja adalah produk baja yang banyak digunakan. Biasanya jatuh dalam kategori baja karbon
Dalam artikel ini, Anda akan mempelajari apa itu Rolling mill dan cara kerjanya dan 6 jenis rolling mill dengan dijelaskan dengan gambar. Anda juga dapat mengunduh file PDF dari postingan ini. Penggilingan dan Jenisnya Rolling mill adalah proses yang banyak digunakan dan yang paling mahal dalam h
Efek pelapukan dihasilkan oleh paduan sejumlah kecil tembaga, nikel, dan kromium ke substrat baja. Tidak hanya baja yang mendasarinya memiliki semburat kecoklatan yang menyenangkan tetapi juga mengembangkan patina tahan korosi. Baja lapuk digunakan secara luas dalam aplikasi luar ruangan di mana huj