Penggulungan Batang dan Batang Tanpa Akhir
Penggulungan Batang dan Batang Tanpa Akhir
Teknologi penggulungan tak berujung adalah metode proses paling canggih untuk penggulungan batang dan batang (juga dikenal sebagai produk panjang) dari billet. Ini terdiri dari pengaturan pengelasan yang dirancang untuk menyatukan billet tanpa henti untuk menyediakan pasokan material yang berkelanjutan ke kereta rolling mill. Ini diaktifkan dengan pengelasan billet yang berasal dari tungku pemanas di sisi hulu tribun kereta rolling mill. Faktanya, penyatuan ujung ekor billet yang digulung dan ujung kepala billet yang akan digulung adalah salah satu aspek kunci dari teknologi penggulungan tanpa akhir.
Meskipun rolling tak berujung telah beroperasi secara komersial sejak akhir 1990-an tetapi butuh waktu lama untuk mencapai tingkat kematangan teknis tertentu. Alasan utamanya adalah (i) kesulitan dalam pengembangan teknologi pengelasan hot billet dengan luas penampang yang besar dalam waktu singkat, (ii) pencapaian kualitas sambungan tinggi yang diperlukan untuk meningkatkan hasil, (iii ) kesulitan dalam pengembangan teknologi untuk deburring sambungan las yang lengkap dan halus dalam waktu singkat untuk menghindari cacat permukaan serta untuk menghindari deformasi billet, dan (iv) untuk mencapai perbedaan antara kualitas sambungan las dengan sisa billet dalam batas yang dapat diterima karena hal ini membatasi jangkauan produk dari rolling mill sejak sambungan selama proses rolling digulung menjadi panjang, dan mengurangi keseragaman komposisi kimia, dan stabilitas mekanik dari produk gulung jadi.
Konsep bergulir tanpa akhir
Konsep proses rolling tanpa akhir telah menyebabkan perubahan dalam metode rolling secara keseluruhan yang sebelumnya didasarkan pada prinsip memperhatikan billet individu yang telah menghasilkan siklus entri ujung hidung, penggulungan, keluar ujung ekor dan celah billet. Siklus ini telah mendikte desain peralatan yang ada dan sistem kontrol di pabrik penggilingan batang dan batang saat ini.
Kerak permukaan pada billet yang berasal dari tungku pemanas ulang dihilangkan oleh pancaran air bertekanan tinggi ketika melewati kotak kerak. Setelah itu, ujung kepala billet dilas dengan ujung ekor billet yang telah masuk ke dalam kelompok roughing stand dari rolling mill. Proses pengelasan harus diselesaikan saat billet bergerak maju di rolling mill. Mesin las dipasang pada mobil yang bergerak yang digerakkan oleh dua motor tanpa sikat atau memiliki set penjepit gulung di kedua sisinya atau keduanya. Kecepatan kedua billet harus dicocokkan. Kemudian penjepit klem mesin las yang digerakkan oleh tekanan hidrolik, menjepit kedua ujungnya. Ini memastikan bahwa permukaan ujung dari dua billet yang akan dilas berada di tengah. Langkah pertama dalam seluruh proses pengelasan adalah melelehkan permukaan ujung, dan kemudian mengekstrusi (mengganggu) billet. Dalam proses ini kedua billet dilas. Metode pengelasan ini memastikan bahwa struktur fisik jalur pengelasan sesuai dengan billet sumber, sehingga kualitas jalur pengelasan tetap terjaga.
Karakteristik teknologi rolling tanpa akhir membutuhkan sistem penggerak untuk memenuhi beberapa persyaratan khusus. Persyaratan pertama adalah untuk memastikan keamanan peralatan mesin las dan ketepatan proses pengelasan. Untuk ini kecepatan billet di ujung kepala mesin las harus sama dengan kecepatan rolling linier di stand pertama rolling. Persyaratan kedua adalah memastikan bahwa kecepatan billet yang lebih rendah untuk memastikan efek kerak ketika melewati kotak kerak, ditingkatkan setelah billet dihilangkan sehingga mengejar kecepatan billet yang sudah di rolling. pabrik. Jadi sistem penggerak meja rol dari tungku pemanas ulang ke kelompok pengasaran berdiri dari pabrik penggulung adalah menjadi sistem penggerak kecepatan bertingkat. Persyaratan ketiga yang harus diperhatikan muncul karena pengaruh kondisi acak selama proses penggulungan. Karena kondisi acak ini, tempat di mana billet yang akan digulung mengejar billet yang sudah di bawah rolling berbeda setiap saat. Jadi sistem penggerak yang menjawab kejar-kejaran adalah sesuai dengan posisi sistem servo. Kurva kecepatan billet yang akan disambung untuk penggulungan tak berujung ditunjukkan pada Gambar 1.
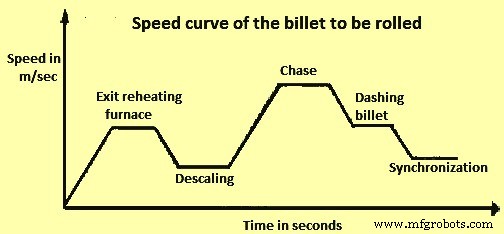
Gbr 1 Kurva kecepatan billet yang akan digulung
Proses pengelasan
Proses pengelasan harus diselesaikan saat billet bergerak maju. Hal ini dicapai dengan membentuk busur listrik terkontrol antara dua ujung billet dengan tujuan melelehkan material baja di kedua sisi dalam volume yang cukup untuk kemudian digerus (diperas) dan diikat bersama dengan menggunakan alat pengatur hidrolik. Bagian dari bahan baja sebenarnya 'menyebar' (burr) dari kedua ujung billet. Setelah pengelasan selesai, duri yang dihasilkan di bagian sambungan las dihilangkan oleh mesin deburring dan dilacak selama penggulungan. Jumlah total bahan burr yang dihilangkan ini harus diperhitungkan sebagai kerugian dalam hasil penggilingan (berkisar dari 0,2% hingga 0,3% dalam berat billet sepanjang 12 m) dan secara langsung tergantung pada ukuran billet. Seluruh rangkaian operasi di atas otomatis dan penggulungan tanpa akhir dicapai tanpa menambah beban kerja operator pabrik
Juga, untuk menyelesaikan pengelasan dalam ruang terbatas antara tungku pemanas ulang dan pabrik pengasaran, metode pengelasan flash-butt biasanya digunakan, dan pengelasan dilakukan dalam waktu singkat yang tersedia. Mesin las dipasang di antara tungku pemanas ulang dan pabrik pengasaran, dan gulungan jepit dipasang sebelum dan sesudah mesin las. Dalam penggulungan konvensional, jarak konstan selalu disediakan antara billet dengan menyesuaikan waktu ekstraksi billet dalam kontrol berurutan dari tungku pemanasan ulang dan/atau dengan menyesuaikan kecepatan transfer gulungan jepit sebelum dan sesudah mesin las dalam kontrol berurutan dari pabrik pengasaran. Di sisi lain, untuk pengelasan billet dalam penggulungan tanpa akhir, kecepatan transfer billet dikendalikan oleh gulungan penjepit sisi depan dan belakang. Kemudian, setelah itu, kecepatan mesin las disinkronkan dengan kecepatan transfer billet, dan pengelasan dan upsetting diterapkan pada ujung billet.
Metode penyambungan las dari penggulungan tak berujung adalah pengelasan flush-butt. Sejumlah besar percikan dan percikan terjadi selama sambungan las dari billet. Percikan dan percikan ini terjadi di semua arah termasuk bagian atas dan kedua sisi sambungan serta dari sisi bawah area yang dilas. Ada kekhawatiran atas percikan yang menyebabkan peralatan dan/atau masalah kualitas pada batang dan batang yang digulung di untai yang berdekatan. Ini adalah salah satu tantangan utama dari proses rolling tanpa akhir dan penahanan efektif dari percikan api dan bahan percikan yang dihasilkan selama pemanasan awal dan fase flashing berikutnya dalam operasi pengelasan billet diperlukan. Bahan ini, bila menyebar secara tidak terkendali di sekitar area pengelasan, menempel di atas komponen unit pengelasan dan sistem roller yang hilang termasuk sensor dan encoder dengan cara yang berpotensi merusak. Untuk meminimalkan efek percikan semaksimal mungkin, metode yang berbeda telah dikembangkan oleh pemasok peralatan yang berbeda untuk penggulungan batang dan batang tanpa henti. Prosedur pengelasan billet dan operasi deburring ditunjukkan pada Gambar 2.
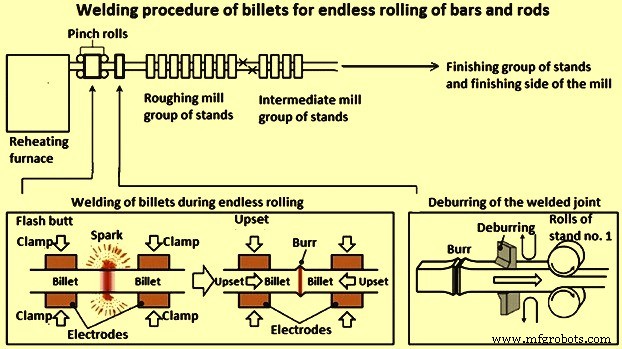
Gbr 2 Prosedur pengelasan billet dan operasi deburring
Dalam keadaan ideal, semua bahan harus memiliki siklus pemanasan dan penggulungan yang sama. Dengan pengelasan billet tanpa akhir di pabrik baru, dimungkinkan untuk merancang tata letak yang mendekati kondisi ini. Namun, di pabrik yang ada, waktu antara meninggalkan tungku pemanas ulang dan tiba di rolling stand pertama bisa sangat berbeda antara ujung depan dan ujung billet. Juga, selama proses penggulungan, suhu yang lebih kecil dari billet meningkat karena energi yang diberikan saat menggabungkan dua billet, sementara di kedua sisi, suhu yang lebih rendah berlaku di area permukaan di mana klem berpendingin air dari mesin las telah dipasang. berhubungan dengan materi.
Dua faktor yang paling mempengaruhi proses rolling terus menerus tanpa akhir adalah (i) keausan gulungan, dan (ii) perbedaan suhu. Untuk kompensasi keausan gulungan, perlu untuk membuat perubahan celah gulungan kecil yang memperhitungkan perubahan penyebaran material, persyaratan untuk menjaga ketegangan antara dudukan yang terhubung, dan kemungkinan kelebihan beban pada masing-masing dudukan. Suhu yang konsisten harus dicapai dengan menggunakan kontrol tekanan statistik untuk meminimalkan penyimpangan suhu siklus.
Hal ini diperlukan untuk membuat operasi tanpa akhir sestabil mungkin untuk menyediakan pabrik finishing dengan kondisi yang konsisten yang menghasilkan toleransi yang lebih baik, kualitas metalurgi dan operasi pabrik. Dalam praktiknya, beberapa efek yang perlu dikompensasi adalah (i) siklus waktu masuk mungkin tidak memberikan suhu billet yang sama dari kepala ke ekor, (ii) proses penyambungan menciptakan perbedaan suhu, dan (iii) deburring pada sambungan las menciptakan perbedaan luas penampang kecil. Selanjutnya, karena bobot koil yang sudah jadi (jika produk yang digulung digulung) tidak lagi terikat pada bobot billet, pelacakan perlu dirancang untuk memungkinkan identifikasi kualitas dan bobot koil yang akurat terpenuhi.
Proses pengelasan harus diselesaikan saat billet bergerak maju. Ini mengharuskan sistem kontrol rolling tak berujung harus terdiri dari kontrol drive, kontrol loop dan kontrol urutan.
Otomasi proses pengelasan
Sistem otomasi yang efektif merupakan komponen kunci untuk mengontrol proses pengelasan karena menjamin pencapaian tingkat kualitas dan stabilitas proses yang diperlukan. Sambungan las yang berhasil dan dilaksanakan dengan baik adalah menunjukkan beberapa karakteristik utama seperti (i) kekokohan dan stabilitas mekanis sambungan las selama proses pengerolan yang tidak menimbulkan cacat permukaan pada produk yang digulung, (ii) memuaskan dan konsisten nilai dekarburisasi (di area yang dilas) yang berada dalam batas variasi yang dapat diterima mulai dari 4% hingga 8% maksimum untuk semua kadar karbon rendah dan menengah (nilai yang memiliki kandungan karbon hingga 0,4%), dan (iii) deviasi absolut dalam nilai kekuatan luluh dan kekuatan tarik yang tidak melebihi +/- 8% dari nilai normal batang.
Persyaratan di atas mungkin tidak dapat dipenuhi jika homogenitas yang buruk dalam bahan peleburan dan jika ada rongga dan gelembung gas di dalam area yang dilas. Cacat ini disebabkan baik karena ketidakstabilan busur listrik atau karena pelaksanaan fase gangguan yang tidak memuaskan, lebih khusus dalam hal tekanan yang diterapkan dan pencapaian 'penekanan' geometris yang diperlukan antara kedua ujung billet. Oleh karena itu, diperlukan sistem otomasi khusus yang menjaga pemantauan waktu nyata yang ketat dan tepat waktu dari berbagai parameter seperti (i) suhu billet yang meninggalkan tungku, (ii) suhu permukaan sambungan berdasarkan karakteristik fusi billet, (iii ) posisi klem, tegangan antara klem dan arus yang melalui klem, (iv) kecepatan pembakaran permukaan penyambungan, (v) panjang luka bakar selama flashing, (vi) kedalaman leleh dan waktu flashing, dan (vii) tekanan dan kedalaman 'diperas' selama fase menjengkelkan.
Manfaat dari proses penggulungan tanpa akhir
Proses rolling tanpa akhir memiliki beberapa keuntungan seperti yang diberikan di bawah ini.
- Ada penghapusan waktu jeda antar billet. Hal ini mengakibatkan peningkatan kapasitas produksi rolling mill pada kisaran maksimum 8% hingga 12% asalkan tersedia kapasitas terpasang di tungku pemanas ulang karena tidak ada perubahan parameter operasi rolling mill. Dalam hal tidak tersedianya kapasitas built-in di tungku pemanas ulang, maka output rolling mill dapat dicapai dengan kecepatan rolling yang lebih rendah. Hal ini menghasilkan penghematan dalam konsumsi daya spesifik serta pengurangan keausan pada bagian pengoperasian yang dapat diganti.
- Ini menghilangkan pemotongan kepala dan ekor yang mengakibatkan peningkatan hasil dalam kisaran 0,7% hingga 0,9% yang bergantung pada desain roll-pass spesifik dan tata letak gunting potong.
- Pengoperasian rolling mill memiliki tingkat stabilitas yang lebih tinggi karena ada konsistensi pengaturan karena rolling billet tunggal tanpa akhir.
- Risiko menghasilkan batu di pabrik menjadi sangat berkurang.
- Hampir tidak ada batang pendek yang dihasilkan pada alas pendingin karena penggulungan satu billet tanpa akhir. Hal ini menghasilkan peningkatan hasil yang dapat mencapai 1% tergantung pada desain roll pass tertentu, ukuran produk, dan tingkat otomatisasi di rolling mill.
- Masa pakai suku cadang yang dapat diganti meningkat karena pengurangan drastis dalam jumlah head biting di rolling stand dan guides dengan konsekuensi penurunan pukulan mekanis dan peningkatan stabilitas suhu selama operasi rolling.


