3 Metode Pemesinan Benang Di Pusat Pemesinan CNC
3 jt metode O f B utas M sakit O n CNC P sakit C masuk
Setiap orang memiliki pemahaman mendalam tentang manfaat menggunakan pusat permesinan CNC untuk memproses benda kerja. Hari ini, saya akan berbagi dengan Anda metode pemrosesan utas. Ada 3 metode untuk pemesinan ulir oleh pusat pemesinan CNC:penggilingan ulir, pemesinan tap, dan pemesinan pengambilan.
1. Utas P menyakitkan Metode
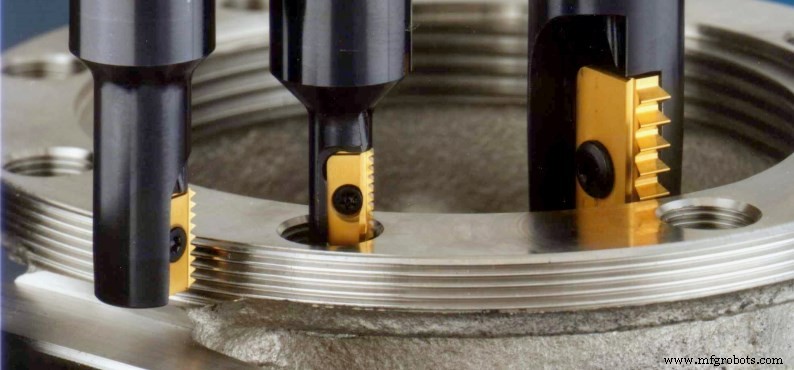
Penggilingan ulir adalah penggunaan alat penggilingan ulir untuk pemrosesan ulir lubang besar, serta pemrosesan lubang ulir dari bahan yang sulit dikerjakan. Ini memiliki karakteristik sebagai berikut:
- Alat ini umumnya terbuat dari bahan paduan keras, yang memiliki kecepatan tinggi, presisi tinggi dari penggilingan benang dan efisiensi pemrosesan yang tinggi.
- Dengan nada yang sama, tidak peduli apakah itu benang tangan kiri atau benang tangan kanan, satu alat dapat digunakan, yang mengurangi biaya alat.
- Metode penggilingan benang sangat cocok untuk pemrosesan benang baja tahan karat, tembaga, dan bahan lain yang sulit diproses. Mudah untuk menghapus keripik dan dingin, dan dapat memastikan kualitas dan keamanan pemrosesan.
- Tidak ada pemandu depan pahat, lebih mudah untuk memproses lubang buta dengan lubang bawah berulir pendek atau lubang tanpa undercut.
Alat penggilingan benang dibagi menjadi dua jenis:pemotong penggilingan pisau karbida disemen yang dijepit mesin dan pemotong penggilingan karbida disemen integral. Alat yang dijepit dengan mesin dapat memproses lubang dengan kedalaman ulir lebih kecil dari panjang bilah, dan juga dapat memproses lubang dengan kedalaman ulir lebih besar dari panjang bilah. Lubang, dan pemotong penggilingan karbida integral digunakan untuk mengerjakan lubang yang kedalaman ulirnya kurang dari panjang pahat.
Catatan untuk pemrograman CNC thread milling:agar tidak menyebabkan kerusakan alat atau kesalahan pemrosesan.
- Setelah memproses lubang bawah berulir, gunakan bor untuk mengerjakan lubang berdiameter kecil, dan gunakan bor untuk mengerjakan lubang yang lebih besar untuk memastikan keakuratan lubang bawah berulir.
- Alat biasanya menggunakan jalur busur 1/2 lingkaran untuk memotong masuk dan keluar untuk memastikan bentuk ulir, dan nilai kompensasi radius pahat harus dimasukkan saat ini.
2. Ketuk Pemesinan P metode
Cocok untuk lubang berulir dengan diameter kecil atau persyaratan akurasi posisi lubang rendah. Umumnya, diameter bor lubang bawah berulir mendekati batas atas toleransi diameter lubang bawah berulir, yang dapat mengurangi kelonggaran pemesinan keran dan mengurangi beban keran. Tingkatkan masa pakai keran.
Setiap orang harus memilih keran yang sesuai dengan bahan yang akan diproses. Dibandingkan dengan pemotong frais dan pemotong bor, keran sangat sensitif terhadap bahan yang diproses. Keran dibagi menjadi keran lubang tembus dan keran lubang buta. Ujung depan keran melalui lubang panjang, yang merupakan pelepasan chip depan. Ketika lubang buta diproses, kedalaman pemrosesan benang tidak dapat dijamin. Perhatikan perbedaan antara keduanya. Saat menggunakan cekat sadap fleksibel, perhatikan bahwa diameter betis keran dan lebar kotak harus sama dengan diameter pencekam sadap. Diameter batang keran untuk sadapan kaku harus sama dengan diameter collet pegas.
Pemrograman metode pemrosesan tap relatif sederhana, semuanya dalam mode tetap, cukup tambahkan nilai parameter, perlu dicatat bahwa format subrutin berbeda untuk sistem CNC yang berbeda, dan makna representatif dari nilai parameter berbeda.
3. Pilih Pemesinan P metode
Metode pemetikan cocok untuk pemrosesan lubang ulir besar pada bagian kotak, atau ketika tidak ada keran dan pemotong frais ulir, metode ini digunakan untuk memasang alat pembubut ulir pada batang bor untuk melakukan pemboran ulir. Ada beberapa tindakan pencegahan untuk menerapkan metode pemrosesan pilih dan kancing:
- Harus ada waktu tunda untuk memulai spindel untuk memastikan spindel mencapai kecepatan terukur.
- Pengajaman alat gerinda tangan tidak bisa simetris, dan retraksi terbalik tidak bisa digunakan. Spindel harus digunakan untuk mengarahkan pemotong agar bergerak secara radial dan kemudian menarik kembali.
- Pegangan pahat harus akurat dan konsisten dengan posisi slot pahat, jika tidak, beberapa penahan pahat tidak dapat digunakan untuk pemesinan, yang akan menyebabkan patah acak.
- Saat memilih gesper, berhati-hatilah untuk tidak mengambilnya dengan satu pisau, bahkan gesper yang sangat tipis, jika tidak, akan menyebabkan kehilangan gigi dan kekasaran permukaan yang buruk, jadi Anda harus membaginya menjadi beberapa pisau untuk dipetik.
- Metode pemrosesan gesper hanya cocok untuk potongan tunggal, batch kecil, ulir pitch khusus dan tidak ada alat yang sesuai, dan efisiensi pemrosesannya rendah.
Metode pemesinan gesper dari pusat permesinan CNC hanyalah metode darurat sementara. Sebaiknya gunakan metode pemesinan ulir untuk memproses pahat guna meningkatkan efisiensi dan kualitas pemesinan ulir secara efektif, mengurangi biaya pemrosesan, dan meningkatkan efisiensi pusat pemesinan.


