Merancang untuk Mencetak Bagian 2:Mengapa Bagian Cetakan 3D Melengkung dan Cara Menghentikannya
Merancang untuk Pencetakan 3D (DF3DP) adalah seri blog yang dikhususkan untuk tip dan trik pencetakan 3D yang harus diikuti saat menggunakan printer 3D apa pun yang akan memandu Anda dalam mengurangi biaya, waktu cetak, dan bahan sambil juga menunjukkan cara mendapatkan suku cadang Anda seperti yang Anda inginkan, coba dulu.
Jika Anda pernah menggunakan printer 3D FFF, Anda mungkin pernah mengalami bagian yang melengkung untuk bagian yang besar, panjang, atau berbentuk aneh. Biasanya ini berarti Anda harus melakukan beberapa pemrosesan pasca untuk membuatnya rata kembali, atau Anda harus menerima menangani permukaan bawah yang tidak rata yang mungkin Anda anggap akan tercetak rata.
Pembengkokan bagian cetakan 3D adalah masalah yang sulit untuk diatasi; hanya karena printer 3D dapat diandalkan, bukan berarti tidak ada masalah ini. Bagian cetakan 3D melengkung karena deformasi termal. Ketika plastik memanas, mereka memuai. Ketika mereka dingin, mereka menyusut. Karena pencetakan 3D FFF hampir selalu melibatkan termoplastik, hal ini terjadi pada hampir semua printer 3D FFF. Di sisi printer, ada dua hal yang memperbaiki lengkungan:pelat bangunan berpemanas, atau penutup berpemanas. Kedua solusi ini menjaga bagian pada suhu, sehingga tidak dingin, oleh karena itu, tidak ada lengkungan. Sederhana! Printer 3D lainnya akan memiliki selungkup yang menahan panas, dan/atau perekat untuk diterapkan pada pelat build (seperti milik kami) yang biasanya membantu mengurangi lengkungan juga. Selain itu, membiarkan komponen mendingin hingga suhu kamar sebelum melepasnya akan mengurangi lengkungan karena komponen mendingin saat masih menempel pada pelat penyusun.
Tapi sungguh, ini bukan tentang sistem dan lebih banyak tentang desain bagian. Gagasan bahwa "printer 3D dapat mencetak apa saja" tidak benar (lebih lanjut tentang ini di posting blog mendatang!), Karena printer 3D sering memiliki banyak batasan dan pedoman desain seperti metode manufaktur lainnya. Sebagai contoh, ukuran fitur terkecil yang dapat dibuat oleh printer 3D FFF bergantung pada diameter nozzle dan akurasi gantry. Bagaimanapun, banyak bagian yang melengkung hanya karena keterbatasan material dari printer 3D FFF yang dikombinasikan dengan desain bagian yang tidak dioptimalkan untuk pencetakan 3D.
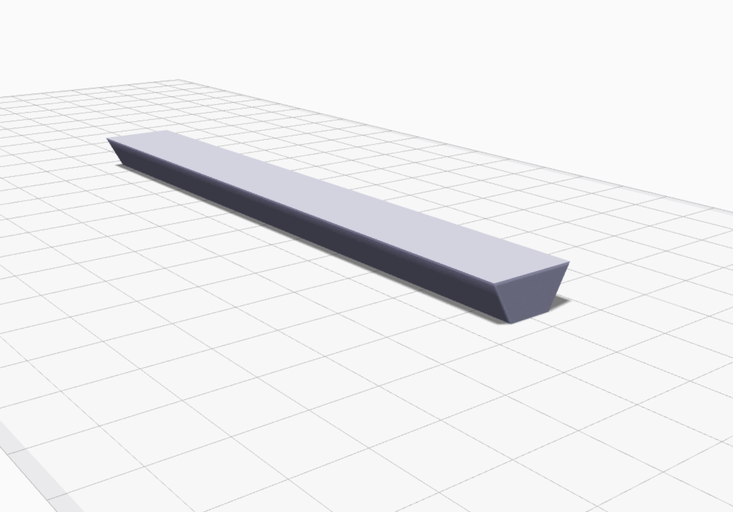
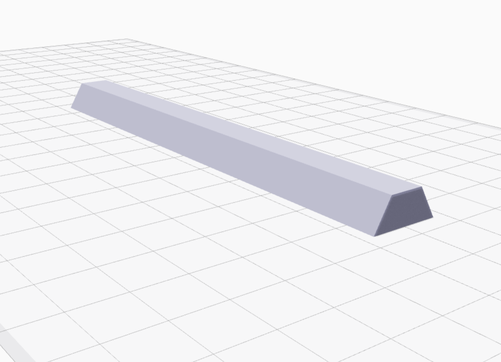
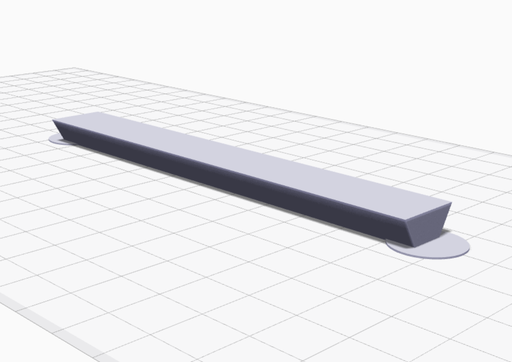
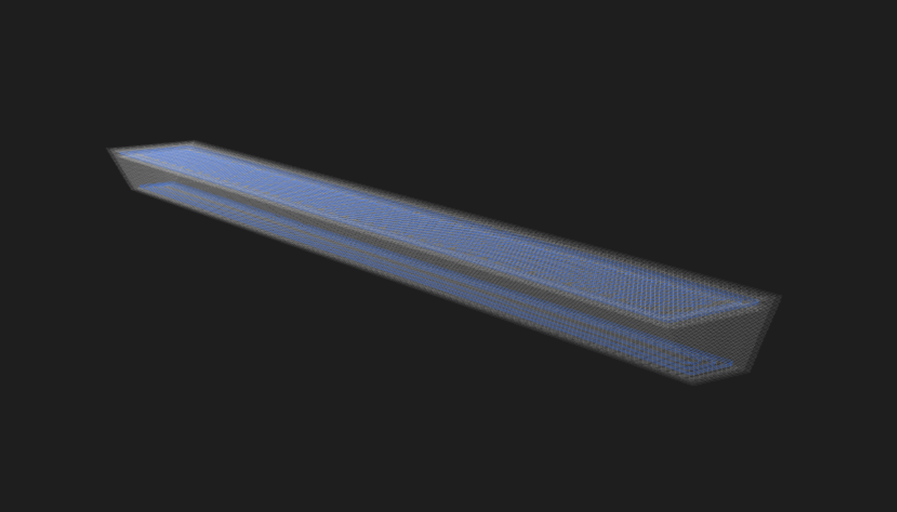
Saya telah merancang prisma segitiga sederhana yang terpotong di satu sisi yang cukup rentan melengkung (untuk alasan yang akan segera Anda ketahui). Berikut model 3D di Eiger:
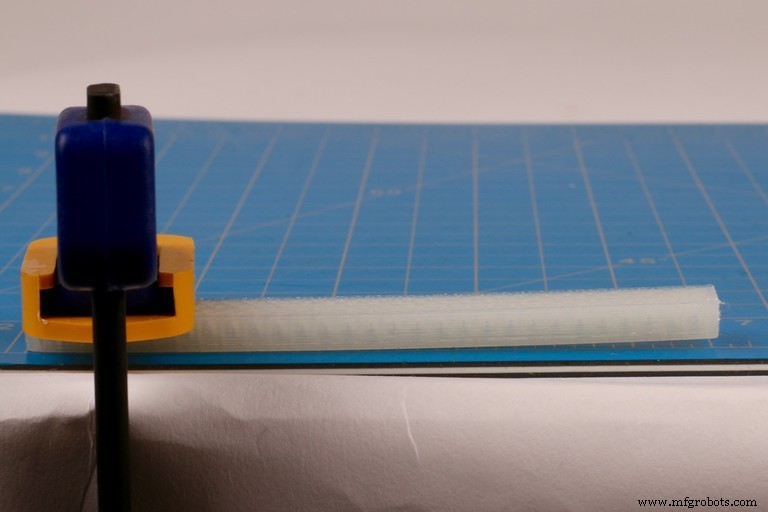
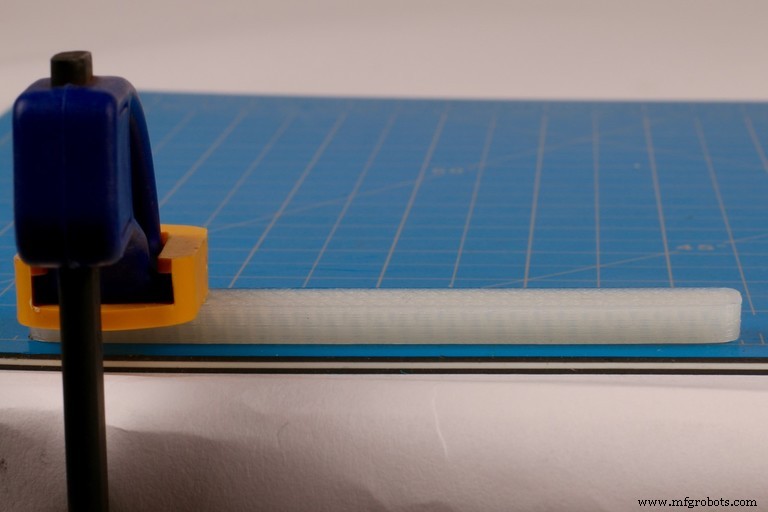
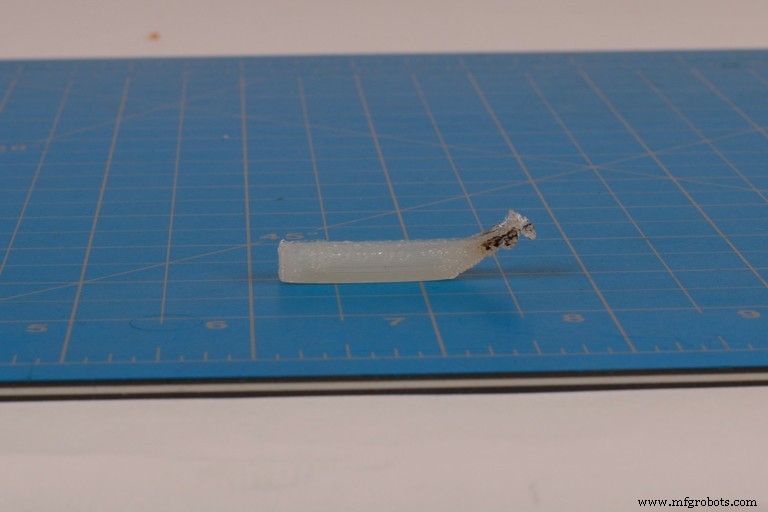
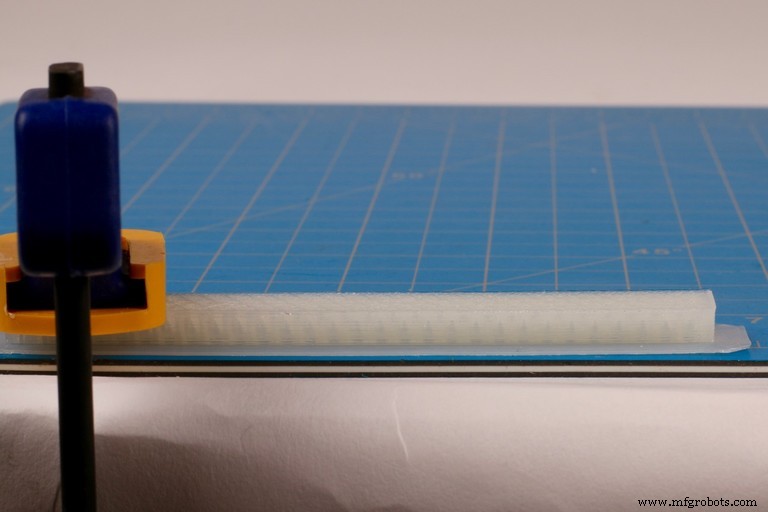
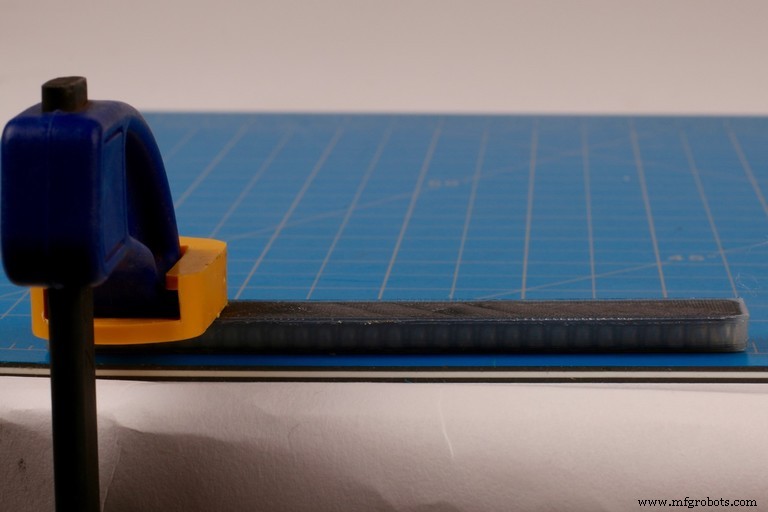
Dan inilah bidikan bagian yang melengkung setelah terlepas dari pelat pembuatan. Untuk mendemonstrasikan lengkungan, saya telah menjepit potongan di satu sisi meja dan mengamati defleksi di sisi lain:
Lima tips ini berfungsi sebagai pedoman desain pencetakan 3D sehingga Anda dapat mengurangi lengkungan pada bagian cetakan 3D selama proses desain Anda. Saya harap mereka membantu!
1. Tepi dan Desain Fillet dengan mempertimbangkan Bentuk Bulat dan Alami.
Ketika bagian cetakan 3D melengkung, itu karena momen termal yang terbentuk di sekitar tepi bagian. Momen termal ini disebabkan karena ketika printer FFF meletakkan filamen, mereka memanaskan plastik hingga semi-fluida dan kemudian mendinginkannya setelah diekstrusi. Ketika sebagian besar bahan dingin, mereka ingin menyusut. Dalam kasus printer 3D FFF, ini berarti bahwa setiap "baris" materi ingin berkontraksi memanjang. Biasanya, ini tidak cukup untuk memutuskan adhesi dengan pelat penyusun, tetapi gaya ini bertambah saat lebih banyak lapisan ditambahkan, membuat bagian melengkung. Hal ini sangat umum terjadi pada bagian yang panjang dan tipis, seperti benda uji yang saya gunakan dalam posting ini, karena kontraksi memanjang.
Ketika lebih banyak sudut ditambahkan ke segmen garis yang ingin menyusut, sudut-sudut itu akan terkelupas karena penumpukan tegangan di lokasi itu, seperti yang ditunjukkan pada diagram di bawah ini:
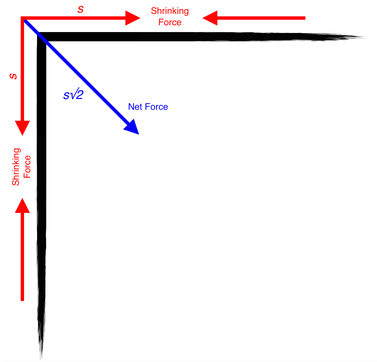
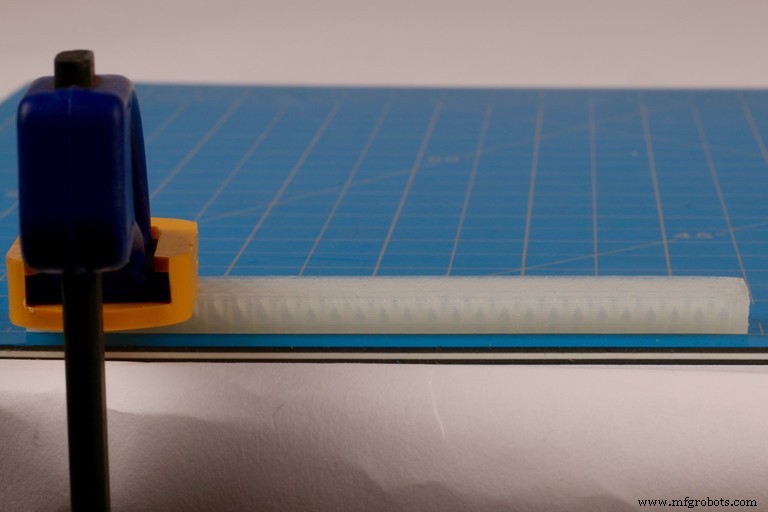
Sudut tajam menciptakan konsentrasi tegangan, sehingga sudut adalah geometri paling umum yang menyebabkan lengkungan. Menambahkan fillet ke sudut-sudut ini mengurangi konsentrasi tegangan karena sudut tajam dibulatkan, dan tegangan didistribusikan. Secara umum, membuat penampang yang bentuknya lebih bulat saat menyentuh pelat bangunan akan mengurangi lengkungan – saat insinyur mendesain bagian, biasanya akan berbentuk persegi panjang; itu biasanya yang paling mudah untuk dikerjakan. Tetapi mendesain dari awal dengan bentuk dan permukaan yang lebih bulat dan alami akan mengurangi lengkungan karena mendistribusikan penumpukan tegangan. Di bawah, saya telah mengedit bagian uji dengan menambahkan fillet ke sudut.
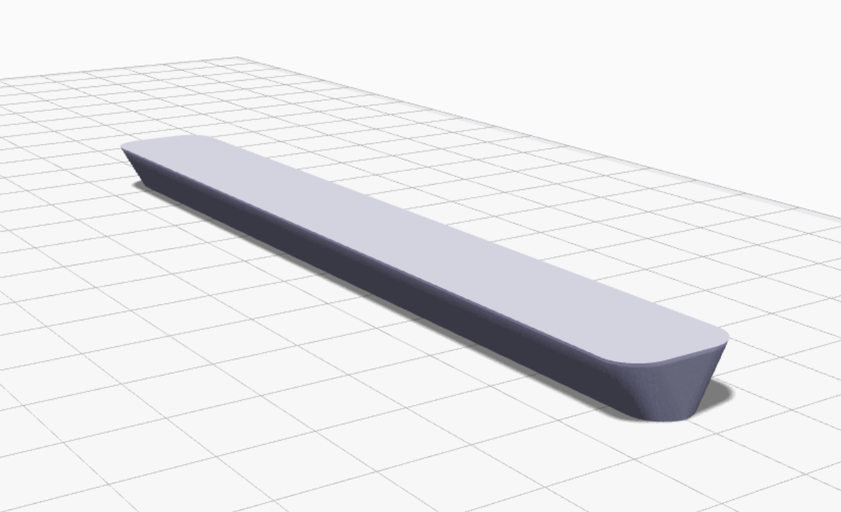
Bahkan dengan perubahan sederhana ini, fillet di tepinya mengurangi lengkungan secara signifikan.
Tip cepat lainnya dengan fillet – menambahkan fillet ke tepi bawah bagian Anda akan memungkinkan Anda untuk melepaskannya dari pelat build dengan lebih mudah – ini memberikan bibir yang bagus untuk mendapatkan pengikis di bawahnya!
2. Cetak bagian dengan wajah terbesar di bagian bawah.
Saat lapisan menumpuk di atas satu sama lain, kekuatan ini berlipat ganda. Jika lapisan di atas yang baru saja diletakkan sedikit lebih besar, maka ada lebih banyak bahan tambahan yang ingin menyusut, sehingga gaya semakin meningkat. Ini berarti bentuk terburuk untuk cetakan 3D adalah bentuk dengan penampang yang lebih besar saat Anda naik, dan bentuk dengan sudut tajam setelah segmen yang panjang dan lurus, sama seperti uji lengkung kami!
Bagian tidak selalu melengkung hanya pada lapisan bawahnya – lengkungan dapat terjadi di mana pun kondisi geometri ini ada. Sering kali overhang yang diekstrusi menjadi melengkung karena alasan yang sama, meskipun ditopang, seperti yang ditunjukkan oleh overhang bersudut tipis di bawah ini:
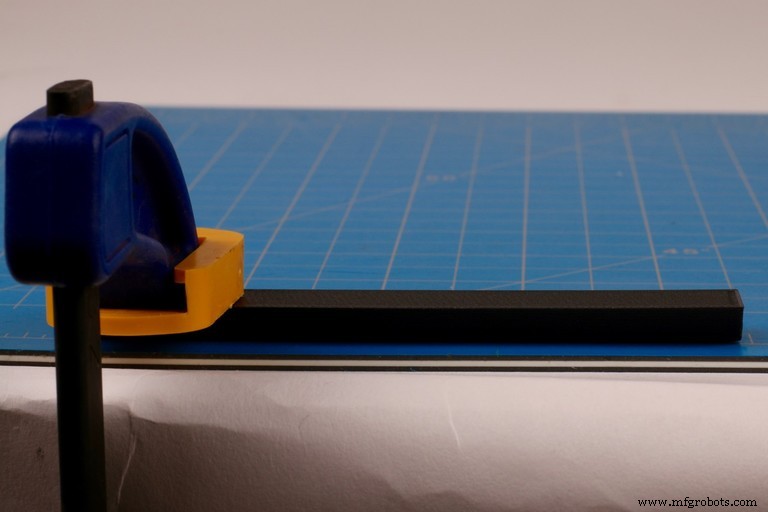
Jadi ketika bagian pencetakan 3D, penting untuk mencoba dan mendapatkan permukaan terbesar di bagian bawah karena bagian cenderung melengkung saat penampang menjadi lebih besar di atas lapisan yang ditumpuk. Selain itu, semakin banyak area permukaan yang Anda hubungi dengan pelat build, semakin baik, karena area permukaan yang lebih besar akan bertahan lebih baik. Saya mencetak prisma yang terpotong terbalik, dengan orientasi yang ditunjukkan di bawah ini:
Dan seperti yang Anda harapkan, tidak ada lengkungan:
Meskipun ini adalah contoh sederhana, dan dengan bagian seperti ini mungkin jelas bahwa itu harus dicetak dengan bagian terbesar menghadap ke bawah, dalam beberapa skenario tidak begitu jelas, jadi ingatlah untuk mempertimbangkan orientasi bangunan saat mendesain bagian.
3. Tambahkan Penuh
Brim dapat ditambahkan ke bagian-bagian menggunakan alat “brim”, yang pada dasarnya menambahkan beberapa area kontak ekstra ke pelat build yang mengelilingi bagian Anda.
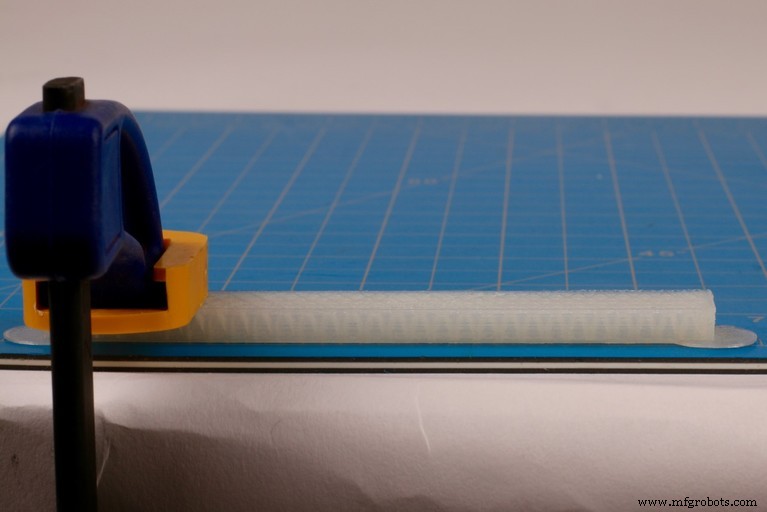
Ini mengurangi lengkungan atau keriting karena dua alasan. Satu, bagian tersebut memiliki permukaan bawah yang "diperpanjang", yang berarti bahwa kontak dengan pelat build lebih besar dari biasanya. Dua, setiap lengkungan yang terjadi akan berpindah ke tepi, yang akan menyebabkan yang terburuk. Pinggiran juga memberikan permukaan yang lebih baik untuk dipatuhi struktur pendukung. Struktur pendukung kami adalah garis panjang dan tipis, yang, seperti yang saya jelaskan di atas, sangat ingin berkontraksi. Jika Anda memiliki banyak bahan pendukung di bawah bagian Anda, pinggiran akan memberikan permukaan yang baik untuk struktur pendukung untuk menempel. Penyangga tidak akan terlalu melengkung karena menempel pada pinggirannya – permukaan datar dan luas yang menempel pada pelat bangunan. Di bawah ini adalah tes bagian dengan penuh:
4. Buat Penuh Sendiri
Kadang-kadang, karena geometri titik kontak pelat bangunan yang aneh, bagian-bagian masih akan melengkung hanya karena pinggirannya mungkin tidak cukup besar atau cukup melengkung. Dalam kasus-kasus unik ini, mungkin Anda perlu CAD penuh. Apa yang disarankan dalam skenario ini adalah menambahkan "titik" bulat tipis ke semua sudut bagian Anda, yang akan memberikan lebih banyak kontak area permukaan dengan pelat build pada titik-titik utama tempat terjadinya lengkungan.
Pinggiran yang saya rancang sendiri menghilangkan lengkungan seperti halnya pinggiran pra-fab kami, dan mungkin berguna untuk bagian yang lebih rumit:
5. Tambahkan Serat Komposit ke Bagian Anda
Salah satu kemampuan unik Mark Two adalah kemampuannya untuk meletakkan serat di dalam komponen untuk membuat bagian cetakan 3D yang lebih kaku dan kuat. Karena kemampuan material komposit dari printer 3D Markforged, untuk mengurangi lengkungan di suatu bagian, Anda dapat menambahkan serat ke beberapa lapisan bawah untuk meningkatkan kekakuannya.
Ini pada dasarnya memaksa lapisan bawah menjadi rata, sehingga hampir tidak mungkin bagi mereka untuk melengkung. Namun, jika Anda melakukan ini, ingatlah untuk menyeimbangkan komposit dengan membuat sandwich serat di permukaan atas dan bawah bagian Anda untuk mengoptimalkan kekuatan puntir, seperti yang dijelaskan dalam posting blog ini. Seperti yang Anda lihat, Tanpa perubahan desain pada bagian aslinya, potongan uji warp tetap rata:
Kiat Ekstra:Cetak di Onyx!
Seperti yang dijelaskan dalam tip #5, meminimalkan lengkungan dapat diatasi dari sudut pandang material dengan metode Continuous Fiber Fabrication (CFF) kami. Tetapi beberapa materi kami yang lain juga berguna saat memecahkan masalah ini. Onyx, filamen yang diperkuat mikro-karbon kami, tidak berubah bentuk hampir sebanyak di bawah panas. Ini berarti bahwa ia melengkung jauh lebih sedikit daripada nilon standar kami, dan menciptakan bagian-bagian yang jauh lebih stabil secara dimensi. Anda dapat membaca lebih lanjut tentang stabilitas dimensi Onyx di sini. Tanpa penguatan serat, filamen Onyx tetap stabil:
Saya harap posting ini membantu Anda memahami mengapa bagian yang dicetak 3D melengkung dan bagaimana meningkatkan desain Anda untuk menghilangkan lengkungan! Jika Anda ingin mencoba eksperimen Anda sendiri untuk mengurangi lengkungan pada bagian cetakan 3D, cobalah sendiri dengan file stl dan file mfp! Jika Anda memiliki pertanyaan, saran, atau ide untuk entri blog mendatang, beri tahu kami di printstronger@markforged.com.


