Tips untuk Threading dan Menambahkan Sisipan dalam Pencetakan 3D
Ada satu hal mendasar yang perlu Anda ketahui tentang threading dan perakitan sisipan ke dalam komponen cetakan 3D:Apa yang dapat dan tidak dapat Anda produksi tergantung pada sifat material dari bagian dan sisipan. Hal kedua yang perlu diingat:Sebaiknya desain untuk tap dan insert standar bila memungkinkan.

Sisipan set panas kuningan dimungkinkan untuk komponen yang dibuat dengan SLS dan MJF.
Suku Cadang SLS dan MJF dengan Heat-Set Insert
Komponen nilon yang dicetak menggunakan proses sintering laser selektif (SLS) atau Multi Jet Fusion (MJF) dapat memanfaatkan ukuran standar insert heat-set kuningan. Mengapa kuningan? Kuningan adalah logam lunak dengan suhu anil rendah. Sebelum sisipan kuningan dipasang ke dalam lubang, mereka dengan cepat dipanaskan dengan besi solder. Ini mengubah bentuk nilon yang memungkinkannya mengalir dan mengisi rongga di sekitar sisipan, memberikan cengkeraman yang kuat di sekitar sisipan setelah pendinginan. Menggunakan sisipan pengatur panas kuningan dalam desain Anda juga dapat membantu memastikan daya tahan. Jika Anda memerlukan sisipan pengatur panas yang berbeda dari kuningan, sisipan yang terbuat dari aluminium atau baja tahan karat juga bisa menjadi pilihan.
Kekuatan Sisipan yang disetel dengan panas di Bagian SLS dan MJF
Kami telah melakukan beberapa pengujian kekuatan tarik internal pada heat-set insert yang dipasang di nilon, dan inilah yang dapat Anda harapkan. Sementara banyak variabel ikut berperan, insert yang lebih besar dan lebih panjang yang membawa area permukaan lebih besar lebih kuat daripada yang lebih kecil. Pengujian kami menunjukkan beban maksimum mulai dari kira-kira 100 pound untuk insert yang sangat kecil hingga, dalam beberapa kasus, lebih dari 700 pound untuk insert terbesar kami. Itu memberi Anda sedikit batasan, tetapi kami menyarankan pengujian fungsionalitas untuk aplikasi spesifik Anda, terutama jika bagian Anda akan melihat beban yang tiba-tiba, berulang, dan/atau tidak seragam. Penting juga untuk mengetahui bahwa insert yang lebih panjang/tinggi dengan ukuran benang yang setara lebih kuat daripada insert yang lebih pendek. Jumlah kekuatan tambahan bervariasi menurut ukuran insert, tetapi pengujian kami menunjukkan bahwa insert yang tinggi menambah sekitar 30% kekuatan tarik jika dibandingkan dengan insert yang lebih pendek.
Bagian SLA dengan Sisipan Press Fit
Gaya penyisipan berbeda untuk bagian yang dicetak menggunakan proses stereolithography (SLA). Dalam hal ini, insert press fit standar digunakan. Mereka tidak membutuhkan pemanasan untuk diatur. Sebaliknya, sisipan press fit ini diperkuat dengan epoksi untuk kekuatan dan keamanan tambahan.
Mengetuk Bagian SLA, SLS, MJF
Mengetuk lubang ke dalam plastik cetak 3D lebih jarang dilakukan daripada memasang sisipan. Namun, dalam kasus Anda, ketukan mungkin lebih disukai daripada sisipan jika menjaga estetika yang konsisten sangat penting atau jika sifat logam tidak diinginkan. Kami menyediakan ukuran keran standar, tetapi jika ada sesuatu yang Anda butuhkan, tanyakan saja. Berikut adalah daftar heat-set insert, press fit insert, dan tap yang biasa kami sediakan. Kami dapat bekerja sama dengan Anda untuk memastikan kedalaman yang tepat telah dipilih.
Sisipan Tersimpan dan Ukuran Ketuk
|
Sisipan Heat-Set Penuh untuk Komponen Nilon |
Sisipan Press Fit untuk Suku Cadang SLA |
Ukuran Tap Tersedia untuk Suku Cadang SLA |
Ukuran Keran Tersedia untuk Komponen Plastik |
|
STANDAR |
METRIK |
NPT |
|
0-80 |
0 - 80 |
0 - 80 |
M1,2 x 0,25 |
16/1 - 27 |
2-56 |
|
2-56 |
2 - 56 |
1 - 64 |
M1,4 x 0,25 |
1/8 - 27 |
4-40 |
|
4-40 |
4 - 40 |
1 - 72 |
M1,6 x 0,35 |
1/4 - 18 |
6-32 |
|
6-32 |
6 - 32 |
2 - 56 |
M2 x 0,4 |
1/2 |
8-32 |
|
8-32 |
8 - 32 |
3 - 48 |
M3 x 0,5 |
3/8 - 18 |
10-24 |
|
10-24 |
10 - 24 |
3 - 56 |
M4 x 0,7 |
|
10-32 |
|
10-32 |
10 - 32 |
4 - 40 |
M5 x 0,8 |
|
1/4"-20 |
|
1/4"-20 |
3/8 - 16 |
4 - 48 |
M6 x 1,0 |
|
1/4"-28 |
|
M1,6 x 0,35 |
1/4 - 20 |
5 - 40 |
M8 x 1,0 |
|
5/16"-18 |
|
M2 x 0,4 |
16/5 - 18 |
6 - 32 |
M8 x 1,25 |
|
3/8"-16 |
|
M2,5 x 0,45 |
M1.6 - .35 |
6 - 40 |
M12 x 1,75 |
|
1/8"-27 |
|
M3 x 0,5 |
M2 - 0,4 |
8 - 32 |
M14 x 1,0 |
|
1/2"-13 |
|
M4 x 0,7 |
M2,5 - 0,45 |
8 - 36 |
M18 x 1,0 |
|
M2 x 0,40 |
|
M5 x 0,8 |
M3 - 0,5 |
10 - 24 |
M20 x 1,5 |
|
M2,5 x 0,45 {/P> |
|
M6 x 1 |
M3.5 - 0.6 |
10 - 28 |
|
|
M3 x 0,50 {/P> |
|
M8 x 1,25 |
M4 - 0,7 |
10 - 32 |
|
|
M3,5 x 0,60 {/P> |
| |
M5 - 0,8 |
12 - 24 |
|
|
M4 x 0,70 {/P> |
| |
M6 - 1.0 |
1/4 - 20 |
|
|
M5 x 0,80 {/P> |
| |
M8 -1,25 |
1/4 - 28 |
|
|
M6 x 1,00 |
| | |
3/8 - 16 |
|
|
M8 x 1,00 |
|
|
|
3/8 - 18 |
|
|
M8 x 1,25 |
|
|
|
8/3 - 24 |
|
|
M10 x 1,00 |
|
|
|
16/5 - 18 |
|
|
|
|
|
|
16/5 - 24 |
|
|
|
|
|
|
16/7 - 20 |
|
|
|
|
|
|
16/7 - 14 |
|
|
|
|
|
|
1/2 - 12 |
|
|
|
|
|
|
1/2 - 20 |
|
|
|
|
|
|
3/4 - 16 |
|
|
|
|
|
|
5/8 - 18 |
|
|
|
|
|
|
16/9 - 18 |
|
|
|
|
|
|
16/15 - 16 |
|
|
|
Merancang untuk Mengetuk dan Menyisipkan di Bagian Plastik yang Dicetak 3D
Saat menentukan jenis dan ukuran tap atau insert yang Anda perlukan, pastikan untuk memberi kami gambar teknis yang secara jelas menunjukkan persyaratan ukuran, pitch, dan kedalaman thread. Saat mendesain untuk heat-set insert, pastikan untuk mengikuti panduan pada tabel di bawah untuk mendapatkan kesesuaian terbaik. Meskipun kami tidak dapat menjamin ukuran kecocokan atau kedalaman sisipan, kami memastikannya rata dengan permukaan komponen. Dalam beberapa kasus, kami telah membuat jig khusus untuk kebutuhan pelanggan tertentu.
Persyaratan Desain untuk Sisipan Heat-Set dan Press Fit:
- Ketebalan Dinding Minimum :0,030 inci (0,762mm)
- Jarak Minimum ke Fitur yang Berdekatan :0,250 inci (6,35 mm)
- Tinggi Maksimum Fitur Berdekatan : 4,0 inci (101,6 mm)
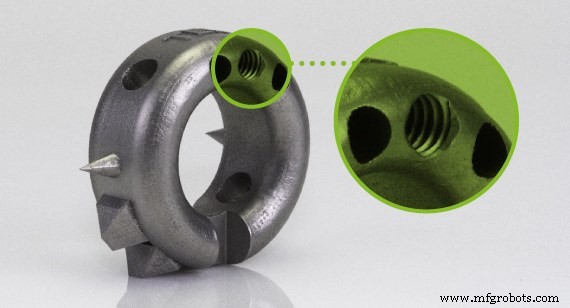
Mengejar vs. Mengetuk Utas di Bagian Logam yang Dicetak 3D
Jika Anda mencari utas fungsional untuk prototipe logam, Anda harus membuat model dan mencetak struktur utas. Setelah dibangun, struktur heliks tersebut dapat dikejar dengan ketukan tangan untuk memastikan fungsionalitasnya. Ini cukup fungsional untuk banyak aplikasi non-presisi, dan jauh lebih murah dan lebih cepat karena meniadakan kebutuhan untuk pengaturan pemesinan penuh. Beberapa pelanggan memilih untuk mengejar utas sendiri, tetapi kami dapat melakukannya dengan biaya yang relatif kecil. Kelemahan dari self-chasing thread adalah penyelarasan dan kualitas thread tidak akan setepat itu. Jika Anda memiliki orientasi yang aneh pada utas cetak Anda, hal itu dapat menyebabkan hilangnya akurasi atau penyelarasan posisi akhir yang sangat kecil. Untuk alasan ini, jika suku cadang Anda memiliki persyaratan desain produksi, sebaiknya utas akhir dikerjakan dengan mesin pasca-pembuatan untuk memastikan keakuratannya. Utas mesin dapat memiliki toleransi yang lebih ketat. Sebagai catatan, saat memilih bahan, mengejar ulir pada Inconel 718 dan krom kobalt sulit dilakukan karena logam ini lebih keras daripada keran itu sendiri. Ini membuat utas kecil sangat sulit pada kedua bahan ini.

Ini adalah bagian aktual yang menyoroti perbedaan presisi yang dapat Anda harapkan dengan utas yang dicetak, dikejar, dan diketuk.
Keuntungan Mengejar atau Mengetuk Bagian Logam
| Mengejar Utas | Mengetuk Utas |
|
Waktu Timbal Lebih Cepat |
✔ |
|
|
Harga Ekonomis |
✔ |
|
|
Prototipe Fungsional |
✔ |
|
|
Bagian Presisi |
|
✔ |
 Threading dapat dilakukan di bagian logam yang dicetak 3D, tetapi mengejar thread di bagian yang dibangun di Inconel dapat menjadi tantangan dan bahan krom kobalt.
Threading dapat dilakukan di bagian logam yang dicetak 3D, tetapi mengejar thread di bagian yang dibangun di Inconel dapat menjadi tantangan dan bahan krom kobalt. Mendesain untuk Mengetuk dan Menyisipkan pada Bagian Logam yang Dicetak 3D
Saat suku cadang Anda dikutip, penting untuk memberikan semua informasi utas yang diperlukan pada gambar teknis. Kami dapat meninjau gambar teknis apa pun untuk kutipan yang secara jelas menunjukkan ukuran thread, nada, kelas kecocokan, dan persyaratan posisi.
Sisipan Permintaan Khusus dan Lainnya
Jadi, itulah ikhtisar tentang bagaimana kami biasanya mengakomodasi pelanggan pencetakan 3D. Karena itu, jika Anda memiliki permintaan desain yang unik, jangan segan untuk bertanya kepada kami. Anda selalu dapat mengirimkan sisipan yang Anda ingin kami gunakan, atau kami dapat memesannya untuk Anda. Kami bahkan dapat mencari sisipan yang lebih besar untuk bagian yang lebih besar. Perlu pin dowel dirakit? Kami siap membantu Anda. Tanya saja. Kami selalu meninjau bagian Anda dengan mempertimbangkan persyaratan desain Anda. Dan jangan lupa bahwa teknisi aplikasi kami ada di sini untuk membantu memandu Anda melalui waktu tunggu, analisis biaya, dan tujuan desain terkait threading dan penyisipan di bagian cetakan 3D.
Rachel Hunt adalah manajer lini layanan untuk pencetakan 3D di Protolabs .
-
Tujuh Kiat untuk Perputaran Pabrik yang Efektif
Tujuh Tips untuk Perputaran Pabrik yang Lebih Efektif dan Efisien Mike Aughenbaugh, Manajer Pengembangan Bisnis, Swagelok Chicago, dan Steven Robertson, Manajer Penjualan Hilir, Swagelok Southeast Texas Perputaran pabrik adalah usaha besar untuk pabrik kimia dan penyulingan di seluruh dunia. Pe
-
Tips untuk Pencetakan 3D:Setelah Pencetakan
Untuk menyelesaikan seri Kiat untuk Pencetakan 3D, artikel berikut berfokus pada kiat setelah pencetakan 3D, termasuk cara memisahkan bagian dari alas dan membersihkan ekstruder setelah menggunakan bahan yang mengandung serat, yang cenderung menimbulkan kemacetan, seperti PLA-Carbon Fiber. 1. Pisahk
-
Tips untuk Pencetakan 3D:Selama pencetakan
Mengikuti artikel sebelumnya, di bawah ini adalah tip paling penting selama pencetakan 3D untuk menghindari kesalahan dan kegagalan, seperti kemacetan di ekstruder atau bengkok dan retak, yang dihasilkan oleh draf di luar printer 3D. 1. Pisahkan dari draf Printer 3D saat ini di luar udara adalah pe
-
Tips untuk Pencetakan 3D:Sebelum Mencetak
Pengguna printer 3D mungkin mengalami masalah tertentu saat membuat komponennya, jadi disarankan untuk mengikuti saran diberikan di bawah sebelum memulai pencetakan 3D untuk mencegah kemungkinan kesalahan dan kesalahan selama itu . 1. Tinjau file .STL Saat pengguna printer 3D mendesain atau mengu


