Jenis Cacat Tempa – Penyebab &Perbaikan [dengan Gambar]
Dalam artikel ini kita akan membahas tentang Apa itu cacat tempa , jenis cacat dalam penempaan dan apa penyebabnya dan cara menghapus cacat tersebut.
Apa itu Cacat ?
Cacat adalah ketidaksempurnaan yang melebihi ambang batas tertentu. Dengan kata lain, mungkin ada ketidaksempurnaan yang tidak dianggap sebagai “cacat” yang sebenarnya karena lebih kecil dari kelonggaran yang ditentukan dalam spesifikasi yang berlaku. Cacat di bagian logam menawarkan faktor serius dalam bagian yang dipalsukan dan karenanya menjadi sangat mahal.
Apa yang dimaksud dengan Cacat Tempa ?
Cacat penempaan dibahas secara luas karena menempa perusahaan dan secara alami ragu-ragu untuk menarik perhatian kepada mereka. Ada banyak jenis cacat penempaan, mulai dari yang dapat dilacak hingga bahan awal hingga yang disebabkan oleh proses penempaan mati tertutup atau operasi pasca penempaan.
Informasi berikut adalah tentang cacat umum dan tidak terlalu umum pada penempaan baja yang dihasilkan dari operasi penempaan mati tertutup atau operasi pasca penempaan yang umum terjadi di banyak pabrik penempaan. Tujuan dari bagian ini adalah untuk membiasakan pembaca dengan berbagai cacat ini, bagaimana pengaruhnya terhadap kinerja penempaan, dan bagaimana menghilangkannya dalam produksi penempaan di masa mendatang.
Jenis Cacat Tempa
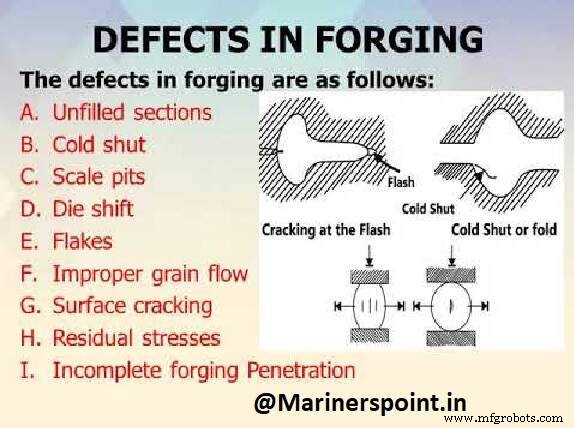
Cacat dalam penempaan adalah sebagai berikut :-
- Bagian tidak terisi
- Tutup dingin
- Lubang skala
- Pergantian mati
- Serpihan
- Pertumbuhan biji-bijian tidak tepat
- Penetrasi penempaan yang tidak tepat
- Permukaan retak
- Tekanan sisa dalam penempaan
1. Bagian Tidak Terisi
Dalam jenis cacat tempa ini, beberapa bagian tempa tetap tidak terisi . Ini karena desain die atau teknik penempaan yang buruk. Ini juga bisa karena kurangnya bahan baku atau pemanasan yang buruk. Cacat ini dapat dihilangkan melalui desain die yang tepat, ketersediaan bahan baku, dan pemanasan.
2. Tutup Dingin
Tutup dingin termasuk retakan kecil di sudut. Cacat dalam penempaan ini terjadi sebagai akibat dari desain die penempaan yang buruk. Ini juga karena sudut tajam dan pendinginan yang berlebihan dalam proses penempaan. Untuk menghilangkan kekurangan ini, radius fillet cetakan harus ditingkatkan.
3. Lubang Skala
Cacat penempaan ini terjadi sebagai akibat dari pembersihan yang tidak benar dari permukaan yang ditempa. Lubang kerak biasa terjadi pada penempaan udara terbuka. Ini menyebabkan deputasi tidak teratur pada permukaan penempaan. Cacat ini dapat dihindari dengan membersihkan permukaan palsu secara menyeluruh.
4. Pergeseran Mati
Pergeseran mati cacat tempa terjadi ketika cetakan atas dan bawah tidak sejajar satu sama lain. Akibatnya, dimensi produk akan mati. Ketika die disejajarkan dengan benar, cacat dihindari. Hal ini dimungkinkan untuk mencapai ini dengan menempatkan setengah dari benda kerja pada cetakan atas dan setengah pada cetakan bawah, sehingga kedua bagian cocok.
5. Serpihan
Retakan internal terbentuk sebagai akibat dari pendinginan yang tidak tepat dari produk tempa. Ketika produk tempa mendingin dengan cepat, retakan ini biasanya terbentuk, mengurangi kekuatan produk tempa. Cacat ini dapat diatasi dengan pendinginan yang tepat.
6. Pertumbuhan Gandum yang Tidak Tepat
Cacat dalam penempaan ini terjadi sebagai akibat dari aliran logam yang tidak tepat selama pengecoran, yang mengubah struktur butir produk yang telah ditentukan sebelumnya. Itu bisa dilepas dengan desain die yang tepat.
7. Penetrasi Penempaan yang Tidak Tepat
Cacat ini disebabkan oleh penempaan yang tidak sempurna . Hal ini disebabkan oleh pukulan palu yang ringan atau cepat. Cacat ini dapat dihilangkan dengan menggunakan kontrol tekan tempa yang tepat.
8. Retak Permukaan
Retak permukaan terjadi sebagai akibat dari bekerja pada permukaan yang dingin. Banyak retakan muncul pada benda kerja sebagai akibat dari cacat ini. Cacat ini dapat diatasi dengan mempertahankan kontrol suhu kerja yang tepat.
9. Tegangan Sisa dalam Penempaan
Cacat penempaan ini terjadi sebagai akibat dari pendinginan yang tidak tepat dari bagian yang dipalsukan. Penyebab utama dari jenis cacat ini adalah pendinginan cepat yang berlebihan. Ini dapat dihilangkan dengan mendinginkan bagian yang dipalsukan secara perlahan.
Ini semua adalah jenis utama cacat penempaan baja.
Penyebab Cacat Tempa
Cacat umum dalam penempaan ditemukan pada logam yang telah mengalami kurang lebih pembentukan plastik yang ditunjukkan sebagai berikut:
1. Cacat, akibat dari praktik peleburan seperti kotoran atau terak, lubang tiup, dll.
2. Cacat ingot seperti jahitan, perpipaan, retakan, kerak atau permukaan dan segregasi yang buruk.
3. Cacat akibat pemanasan dan pendinginan tempa yang tidak tepat seperti logam yang terbakar, dekarburisasi, dan serpihan.
4. Cacat akibat penempaan yang tidak tepat seperti jahitan, retak, lap, dll.
5. Desain penempaan yang salah.
6. Desain cetakan yang salah.
7. Penempatan logam yang tidak tepat dalam cetakan menyebabkan penempaan yang tidak sesuai
Penghapusan Cacat Tempa
Untuk menghindari cacat penempaan ini, perawatan harus dilakukan selama operasi dan pandai besi harus memiliki pengalaman dalam penempaan. Cacat dalam penempaan dapat dihilangkan sebagai berikut :
1. Retakan dan rongga yang dangkal dapat dihilangkan dengan memotong dari penempaan dingin dengan pahat pneumatik atau dengan set panas selama proses penempaan.
2. Retak permukaan dan area dekarburasi dihilangkan dari tempa penting dengan menggiling pada mesin khusus. Perhatian juga harus diberikan untuk memastikan bahwa benda kerja tidak terlalu panas, mengalami dekarburasi, terlalu panas, dan terbakar.
3. Desain die harus dibuat dengan benar dengan mempertimbangkan semua aspek yang relevan dan penting yang dapat merusak cacat tempa dan pembusukan akhir.
4. Garis perpisahan penempaan harus terletak di satu bidang untuk menghindari ketidakcocokan
5. Tempa yang hancur diluruskan dalam pengepresan, jika memungkinkan. . 6. Sifat mekanik logam dapat ditingkatkan dengan menempa untuk memperbaiki garis serat, dan akhirnya tegangan internal, yang timbul karena pemanasan dan pendinginan benda kerja, dihilangkan dengan anil dan atau normalisasi.
Ini adalah jenis cacat tempa yang berbeda dan solusi yang biasa diamati selama proses penempaan. Kami juga membahas tentang apa penyebab cacat pada penempaan dan cara menghapusnya . Semoga Anda menyukai artikel ini. Silakan berikan tanggapan Anda di bagian komentar di bawah.
Apa enam cacat penempaan yang umum?
Ada banyak jenis cacat penempaan, mulai dari yang dapat dilacak ke bahan awal hingga yang disebabkan oleh proses penempaan mati tertutup atau operasi pasca penempaan. Jenis cacat penempaan yang umum termasuk Bagian tidak terisi, Tutup dingin, Lubang kerak, Pergeseran mati, Serpihan, Pertumbuhan butir yang tidak tepat, Penetrasi penempaan yang tidak tepat, Retak permukaan, Tegangan sisa dalam penempaan
Manakah dari cacat berikut yang disebabkan oleh penempaan yang tidak tepat?
a) jahitan
b) retak
c) Putaran
d) Semua yang Disebut
Jawaban: d
Penjelasan: Jahitan, retak, dan lekukan adalah cacat yang timbul karena metode penempaan yang tidak tepat.


