Apa itu Mesin EDM? Kawat EDM 101
Dengan kebutuhan produksi, banyak bagian dan struktur khusus telah muncul di berbagai lapisan masyarakat. Sejalan dengan itu, untuk beradaptasi dengan karakteristik banyak jenis suku cadang dan batch kecil, pentingnya EDM menjadi semakin jelas. Teknologi EDM menempati posisi penting dalam bidang manufaktur. Untuk waktu yang lama, EDM (EDM) telah menjadi solusi dengan permintaan tinggi dan presisi tinggi, dan merupakan cara yang efektif untuk mencapai pemesinan yang tepat untuk material yang sulit dan suku cadang yang kompleks.
Oleh karena itu, melalui artikel ini, beri tahu kami secara detail apa itu EDM, apa alur pemrosesannya, dan keunggulan spesifiknya.
Apa itu Pemesinan EDM
 Electrical discharge machining (EDM) adalah proses manufaktur, yang dikenal dengan banyak nama lain, termasuk pemesinan percikan, pemesinan busur , juga disebut sebagai EDM potong kawat, pemotongan kawat, pemotongan edm, pembakaran kawat, erosi kawat.
Electrical discharge machining (EDM) adalah proses manufaktur, yang dikenal dengan banyak nama lain, termasuk pemesinan percikan, pemesinan busur , juga disebut sebagai EDM potong kawat, pemotongan kawat, pemotongan edm, pembakaran kawat, erosi kawat.
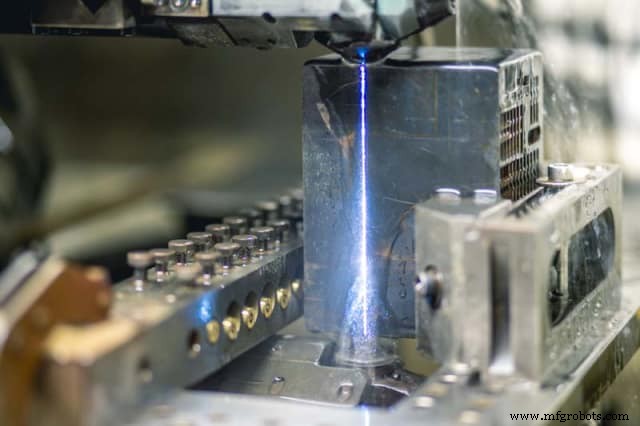
EDM adalah metode inkonvensional yang tidak memerlukan gaya mekanis selama proses pelepasan, menggunakan kawat tipis tunggal, dan menggunakan panas yang dihasilkan oleh percikan listrik bersama dengan air deionisasi untuk memotong logam, kawat pemotong tidak menyentuh material, dan mencegah karat .
Arus dipisahkan antara elektroda dan benda kerja oleh cairan dielektrik, dan arus melewati elektroda dan benda kerja. Kecuali tegangan yang cukup diterapkan untuk membuatnya menjadi konduktor listrik, cairan dielektrik akan bertindak sebagai isolator listrik. Pelepasan bunga api yang dihasilkan menimbulkan korosi pada benda kerja untuk membentuk bentuk akhir yang diinginkan. Selama proses ini, arus digunakan untuk memotong bahan konduktif dan meninggalkan permukaan yang halus tanpa memerlukan proses finishing atau pemolesan lainnya. Umumnya, kisaran diameter elektroda adalah .004″-.012″ (.10mm-.30mm), dan diameternya bisa lebih besar atau lebih kecil.
Dalam pembuatan perkakas dan suku cadang presisi, EDM sangat populer karena penerapannya, terutama untuk bahan keras seperti titanium atau bentuk kompleks yang sulit diperoleh dengan penggilingan。
Bagaimana cara kerja EDM?
 Pemotongan kawat dilakukan dengan membangkitkan muatan listrik pada kawat atau antara elektroda dan benda kerja. Pemotongan EDM selalu melewati seluruh benda kerja. Untuk memulai pemesinan kawat, Anda harus terlebih dahulu mengebor lubang di benda kerja atau mulai dari tepi. Di area pemesinan, setiap pelepasan akan menghasilkan lubang di benda kerja dan memengaruhi pahat. Kabel dapat dimiringkan, sehingga bagian dengan profil runcing atau berbeda dapat dibuat di bagian atas dan bawah. Saat percikan melompat melintasi celah, material kemudian dikeluarkan dari benda kerja dan elektroda.
Pemotongan kawat dilakukan dengan membangkitkan muatan listrik pada kawat atau antara elektroda dan benda kerja. Pemotongan EDM selalu melewati seluruh benda kerja. Untuk memulai pemesinan kawat, Anda harus terlebih dahulu mengebor lubang di benda kerja atau mulai dari tepi. Di area pemesinan, setiap pelepasan akan menghasilkan lubang di benda kerja dan memengaruhi pahat. Kabel dapat dimiringkan, sehingga bagian dengan profil runcing atau berbeda dapat dibuat di bagian atas dan bawah. Saat percikan melompat melintasi celah, material kemudian dikeluarkan dari benda kerja dan elektroda.
Untuk mencegah korsleting dalam proses percikan, cairan non-konduktif atau dielektrik juga digunakan dalam proses. Limbah dihilangkan oleh dielektrik, dan proses berlanjut. Sama sekali tidak ada kontak mekanis antara elektroda dan benda kerja. Kabel biasanya terbuat dari kuningan atau tembaga berlapis dan memiliki diameter antara 0,1 dan 0,3 mm.
Jenis Pemesinan EDM
Meskipun ada banyak bentuk khusus dari pemesinan pelepasan listrik, mesin EDM industri biasanya dikelompokkan ke dalam tiga kategori:EDM Die Sinker, EDM Kawat, EDM Pengeboran Lubang.
Sinker EDM
Sinker EDM, juga dikenal sebagai ram EDM, EDM konvensional atau EDM terjun, menggunakan elektroda mesin dengan berbagai bentuk, ukuran dan bahan untuk menghilangkan bahan dari benda kerja. Elektroda biasanya terbuat dari grafit, tetapi tembaga, tungsten atau kuningan dan kombinasi bahan-bahan ini juga dapat digunakan, dan karakteristik geometris elektroda dapat disesuaikan untuk mencapai spesifikasi yang diperlukan.
Pada proses sinker EDM, baik benda kerja maupun elektroda direndam dalam cairan isolasi oli atau oli sintetis, dan mesin menggunakan teknologi CNC untuk mengarahkan elektroda secara otomatis ke benda kerja. Seperti halnya kawat EDM, ketika elektroda mendekati benda kerja, kekuatan muatan memecahkan penghalang cairan dielektrik dan menghasilkan percikan api, yang mengikis sejumlah kecil material dengan melelehkan dan menguapkan partikel-partikel kecil.
Proses ini diulang ratusan ribu kali per detik, dan saat mengeluarkan material, mesin akan terus mengontrol pergerakan elektroda hingga mencapai ukuran yang diinginkan. Saat ini, die EDM digunakan untuk membuat bentuk rongga yang kompleks dalam aplikasi pahat dan die.
EDM Kabel
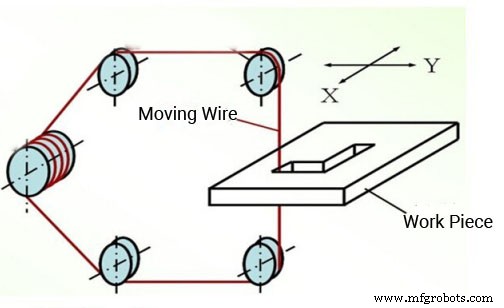 Ini adalah teknologi pemrosesan non-tradisional, yang menggunakan listrik untuk mengambil kawat tembaga atau kuningan bermuatan halus sebagai elektroda untuk memotong bahan konduktif secara akurat dan akurat. Prinsip kerja dasarnya adalah menggunakan kawat logam tipis yang bergerak terus menerus (disebut kawat elektroda) sebagai elektroda untuk melakukan pelepasan percikan pulsa pada benda kerja untuk menghilangkan logam dan memotong bentuknya.
Ini adalah teknologi pemrosesan non-tradisional, yang menggunakan listrik untuk mengambil kawat tembaga atau kuningan bermuatan halus sebagai elektroda untuk memotong bahan konduktif secara akurat dan akurat. Prinsip kerja dasarnya adalah menggunakan kawat logam tipis yang bergerak terus menerus (disebut kawat elektroda) sebagai elektroda untuk melakukan pelepasan percikan pulsa pada benda kerja untuk menghilangkan logam dan memotong bentuknya.
Dalam banyak kasus, seluruh bagian direndam dalam cairan dielektrik, dan selama proses pemotongan, nozel atas dan bawah bertekanan tinggi menghilangkan serpihan halus di area sekitar kawat. Cairan juga bertindak sebagai penghalang non-konduktif, sehingga mencegah pembentukan saluran konduktif di area pemrosesan. Ketika kawat dekat dengan bagian tersebut, kekuatan medan listrik mengatasi hambatan dan terjadi kerusakan dielektrik, menyebabkan arus mengalir antara kawat dan benda kerja, sehingga menghasilkan percikan listrik.
 Menurut kecepatan operasi yang berbeda dari kawat elektroda, peralatan mesin kawat EDM umumnya dibagi menjadi dua kategori:salah satunya adalah mesin EDM kawat berkecepatan tinggi (WEDM-HS), kawat elektroda untuk gerakan reciprocating berkecepatan tinggi, kecepatan kawat umum adalah 8 10m / s, kawat elektroda dapat digunakan berulang kali, dan kecepatan pemrosesan tinggi , tetapi kawat berjalan cepat mudah menyebabkan kawat elektroda bergetar dan berhenti di arah sebaliknya. Jenis lainnya adalah mesin EDM kawat kecepatan rendah (WEDM-LS), yang Kawat elektroda bergerak dengan kecepatan rendah dalam satu arah, dan kecepatan berjalan kawat umum kurang dari 0,2 m/s. Kawat elektroda tidak lagi digunakan setelah dilepaskan. Pekerjaan stabil, seragam, jitter rendah, dan kualitas pemrosesan baik, tetapi kecepatan pemrosesan rendah.
Menurut kecepatan operasi yang berbeda dari kawat elektroda, peralatan mesin kawat EDM umumnya dibagi menjadi dua kategori:salah satunya adalah mesin EDM kawat berkecepatan tinggi (WEDM-HS), kawat elektroda untuk gerakan reciprocating berkecepatan tinggi, kecepatan kawat umum adalah 8 10m / s, kawat elektroda dapat digunakan berulang kali, dan kecepatan pemrosesan tinggi , tetapi kawat berjalan cepat mudah menyebabkan kawat elektroda bergetar dan berhenti di arah sebaliknya. Jenis lainnya adalah mesin EDM kawat kecepatan rendah (WEDM-LS), yang Kawat elektroda bergerak dengan kecepatan rendah dalam satu arah, dan kecepatan berjalan kawat umum kurang dari 0,2 m/s. Kawat elektroda tidak lagi digunakan setelah dilepaskan. Pekerjaan stabil, seragam, jitter rendah, dan kualitas pemrosesan baik, tetapi kecepatan pemrosesan rendah.
Proses EDM kawat memiliki batasan penting:kawat harus melewati benda kerja seluruhnya. Wire EDM hanya dapat diproses melalui fitur. Jika fitur bagian tidak memungkinkan Anda untuk memotong tepi, kami dapat dengan cepat mengebor lubang di bahan konduktif apa pun menggunakan jenis EDM lain, pengeboran lubang kecil
EDM Pengeboran Lubang
Pengeboran lubang kecil EDM menggunakan elektroda melingkar berongga untuk mengebor lubang pada benda kerja. Seperti kawat EDM, pengeboran EDM menggunakan korosi percikan untuk menghilangkan material. Namun, pada pemboran EDM, ukuran lubang dikendalikan oleh diameter elektroda. Bahkan dalam material yang dikeraskan atau heterogen, lubang yang akurat dan presisi dapat dibuat, yang telah menjadi pengembangan kunci dari beberapa teknologi canggih.
Selama proses EDM, cairan dielektrik dipompa melalui dan di sekitar elektroda untuk mendinginkan dan membersihkan partikel yang terkikis. Pengeboran CNC EDM dapat dengan cepat dan mudah mengebor beberapa lubang tanpa pengawasan tanpa pemosisian manual. Lubang kecil EDM sangat ideal untuk suku cadang yang memerlukan lubang start-up, lubang ventilasi, lubang pendingin, lubang bidal, atau lubang buta lainnya, dan sangat berguna untuk menghilangkan keran dan mata bor yang rusak.
EDM VS Kawat EDM
 Poin yang Sama:
Poin yang Sama:
1. Kedua jenis pemesinan tersebut adalah jenis pemesinan pelepasan listrik, yang didasarkan pada catu daya pulsa, dan benda kerja harus berupa konduktor.
2. Prinsip pemrosesan yang sama, dan logam yang dihasilkan oleh panas yang dihasilkan oleh pelepasan muatan listrik dilebur untuk menghilangkan logam, sehingga kesulitan bahan pemrosesan keduanya tidak ada hubungannya dengan kekerasan bahan desa, dan di sana tidak ada gaya pemotongan mekanis yang signifikan dalam pemrosesan.
Poin Berbeda
1. Objek pemrosesan utama dari alat mesin pembentuk EDM adalah untuk mencetak pola halus atau permukaan melengkung di permukaan. Alat mesin pemotong kawat EDM terutama memproses benda kerja datar. Pergerakan kawat EDM adalah menggerakkan benda kerja, dan EDM diproses dengan menggerakkan elektroda.
2. EDM dapat memproses melalui lubang dan lubang buta, cocok untuk memproses rongga cetakan plastik berbentuk kompleks dan bagian lain serta mengukir teks, pola, dll. Kawat EDM hanya dapat memproses melalui lubang, yang dapat dengan mudah diproses lubang kecil Lubang, celah sempit dengan bentuk kompleks dan berbagai bagian kompleks.
Kelebihan EDM
- Sangat cocok untuk bahan yang sulit dipotong. Ini dapat digunakan untuk memproses bahan keras dan keras seperti emas polikristalin dan boron nitrida kubik dengan alat lunak, tanpa dibatasi oleh pemrosesan tradisional.
- Karena elektroda dan benda kerja tidak bersentuhan selama proses pembuatan, dimungkinkan untuk memproses dan menghasilkan lubang kecil, lubang dalam, dan bagian celah sempit.

- Dapat memproses bagian dengan bahan konduktif khusus dan bentuk kompleks.
- Permukaan yang dihasilkan oleh pemesinan pelepasan listrik memiliki hasil akhir yang baik dan presisi tinggi.
- Pemesinan pelepasan listrik dari material yang dikeraskan dapat menghindari potensi deformasi dari pemesinan perlakuan panas.
- Dapat mencapai bentuk dan kedalaman yang tidak dapat dicapai dengan alat pemotong. Khususnya pada pemesinan dalam, rasio panjang terhadap diameter pahat sangat tinggi.
- Proses EDM sangat mudah diprediksi, akurat, dan dapat diulang
- Semua pemrosesan EDM tanpa pengawasan, sehingga tarif tenaga kerja langsung dan biaya produksi EDM biasanya lebih rendah dibandingkan dengan metode lain
Aplikasi EDM
EDM ditemukan pada tahun 1940-an dan merupakan proses non-tradisional yang sangat awal. Dikombinasikan dengan kontrol numerik komputer (CNC), telah menjadi metode pemesinan yang akurat dan andal, dan sekarang telah menjadi standar dalam metode pemotongan yang lebih konvensional. Ini sering merupakan pilihan ideal untuk produksi item kecil dan sangat detail yang biasanya terlalu rumit untuk opsi pemesinan lainnya. Ini sangat populer untuk kebutuhan khusus atau produksi batch kecil (seperti prototipe). EDM dapat melakukan berbagai proses, termasuk pembubutan, penggilingan, penggilingan dan pengeboran lubang kecil. Selain pembuatan cetakan, EDM juga umum digunakan dalam otomotif, medis, dirgantara, dll.


