Pengantar Tentang Kode G dan Kode M Di Manufaktur CNC
Pemrograman CNC adalah inti dari manufaktur saat ini. Mesin CNC modern berjalan pada program, oleh karena itu operator harus mengetahui jenis kode yang dapat digunakan dan cara menggunakannya.
Bahasa pemrograman yang paling umum digunakan oleh perangkat lunak CNC adalah kode G, dan kode M juga memiliki aplikasi khusus. Dalam permesinan CNC, kode G dan kode M memainkan peran dan fungsi penting:
Kode G:Kode G dalam pemrograman CNC mengontrol pergerakan mesin, menunjukkan cara dan posisi mesin untuk memindahkan bagian.
Kode M:Kode M dalam pemrograman CNC mengontrol fungsi mesin lainnya, termasuk memulai dan menghentikan tindakan atau program tertentu.
Kedua kode ini bekerja sama untuk memproduksi suku cadang dan rakitan, menjadikannya sangat diperlukan dalam manufaktur dan industri.

Pengantar tentang kode G
Apa itu CNC G -C kode?
Kode G adalah bahasa pemrograman yang digunakan untuk mengontrol mesin CNC. Program adalah serangkaian kode dan data yang memberi tahu mesin apa yang harus dilakukan. Kode yang diprogram dan alat yang benar dari pusat permesinan CNC memastikan pembuatan suku cadang yang benar dan berulang. Kode G memungkinkan peralatan mesin CNC memiliki kemampuan pemrograman yang konsisten dan fleksibilitas untuk menghasilkan bagian yang berbeda.
Singkatnya, kode G adalah bahasa pemrograman perangkat lunak yang digunakan untuk mengontrol peralatan mesin CNC. Selain itu, bahkan dalam permesinan CNC yang kompleks, kode G dapat ditulis dengan cara yang sederhana dan logis.
Petunjuk terkait kode G
"G" diikuti dengan angka, ini adalah perintah untuk mengubah bentuk geometris. Misalnya, "G00" adalah perintah untuk gerakan cepat. Ini memindahkan pahat ke geometri bagian dengan kecepatan maksimum, dan biasanya digunakan untuk memindahkan pahat dan bagian dari dekat ke jauh, dan sebaliknya.
Fungsi huruf kode G antara lain:
N:Nilai N memberikan nomor baris.
G:Angka G menunjukkan kapan alat bergerak dan berhenti.
X, Y, Z:Nilai-nilai ini menunjukkan posisi pahat dalam tiga dimensi-X mewakili horizontal, F mewakili vertikal, dan Z mewakili kedalaman.
F:F terkait dengan kecepatan mesin mengumpankan benda kerja.
S:S memberi tahu kecepatan gerak spindel alat mesin.
T:T memberi tahu mesin alat mana yang akan digunakan.
M:Nilai M menyediakan fungsi lain atau fungsi mesin, dan memberi tahu perangkat cara melakukan operasi dengan memberikan instruksi on/off.
I dan J:Nilai-nilai ini mewakili pusat inkremental dari setiap busur yang dihasilkan oleh mesin.
R:R memberikan radius busur yang dihasilkan oleh mesin.
A:Nilai A memandu alat di sekitar sumbu X.
B:Angka dengan B menunjukkan nilai rotasi di sekitar sumbu y.
C:Sumbu bantu yang berputar di sekitar sumbu z memperoleh nilai posisinya dari nilai C.
D:Angka ini menunjukkan sejauh mana sistem mengkompensasi diameter pahat.
L:L memberikan nilai bagi sistem untuk menunjukkan operasi berulang dan berapa kali mereka perlu diulang.
P:Program menggunakan perintah P untuk melompat waktu atau menunda waktu.
Nama alfanumerik lainnya bergantung pada fungsi mesin.
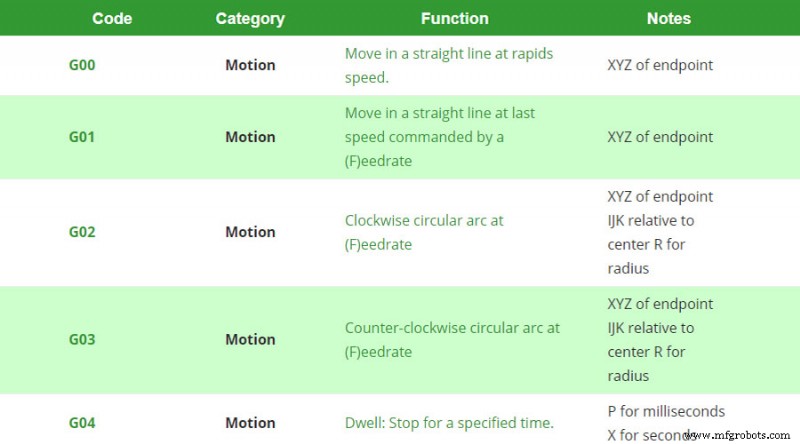
Berikut adalah beberapa contoh kode G:
G00:Cepat pindah ke posisi koordinat tertentu
G01:gerakan umpan linier
G02 / G03:gerakan umpan searah jarum jam/berlawanan arah jarum jam
Kode-kode ini (seperti G00) diikuti oleh posisi geometris. Geometri ditransfer pada sumbu koordinat, jadi itu adalah koordinat “X” dan koordinat “Y” pada bidang.
Mari kita dekomposisi “G00G58X-120.Y-5”. Anda tahu bahwa "G00" berarti tindakan cepat. "G58" menentukan koordinat benda kerja, dan mengubah bentuk geometris relatif terhadap offset benda kerja (seperti asal bagian). "X-120." berarti memutar ke "-120mm" pada sumbu X dan beralih ke "Y-5". Berarti pindah ke “-5mm” pada sumbu Y.
Kode G dapat mengulangi operasi tanpa batas hingga berhenti. Misalnya, G01 diikuti oleh serangkaian posisi X, Y atau Z, yang berarti bahwa semua gerakan umpan linier terjadi pada G01. Contoh pemesinan tipikal adalah penggilingan muka, di mana urutan posisi digunakan untuk mengerjakan profil muka suku cadang.
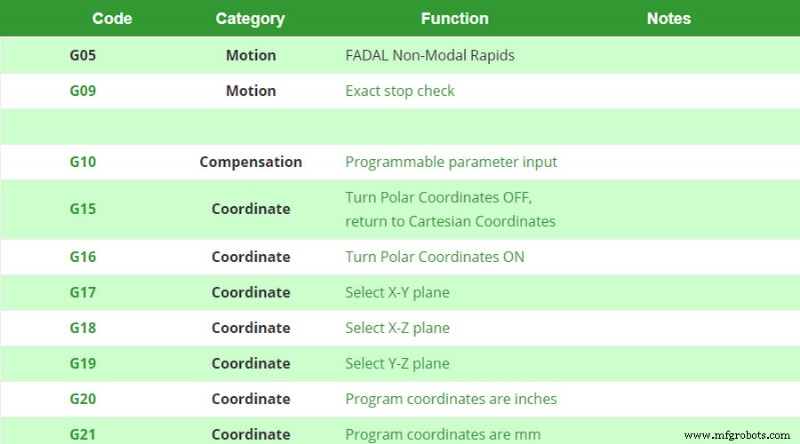
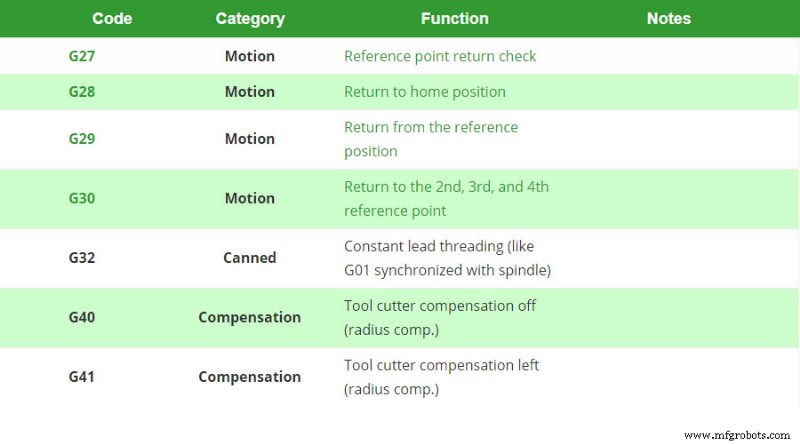
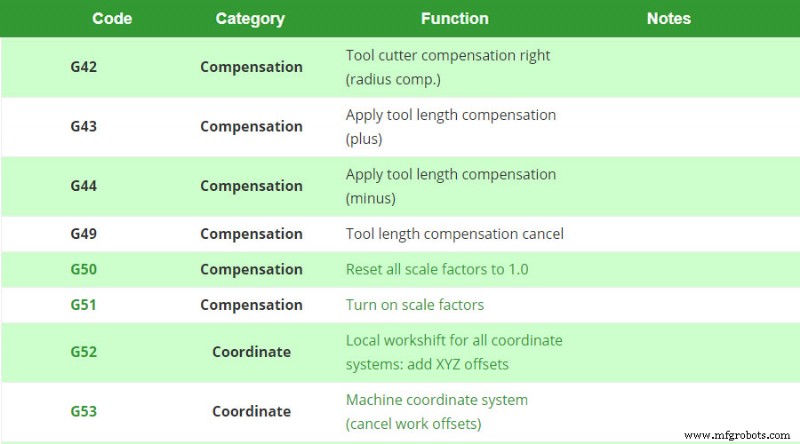
Kode G-Code
Berikut ini adalah beberapa kode G umum, yang dapat digabungkan untuk memandu pergerakan mesin. (sumber dari https://www.cnccookbook.com/g-code-m-code-reference-list-cnc-mills/ )
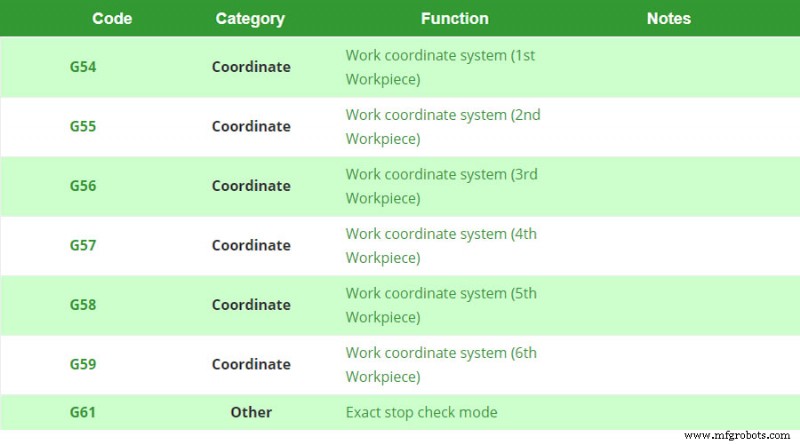
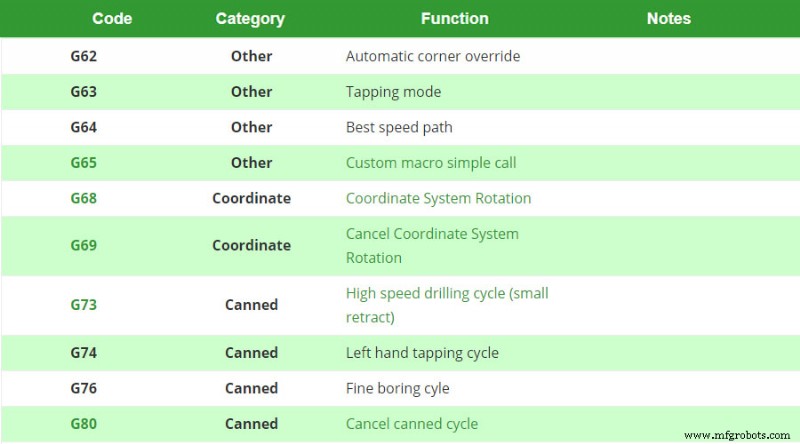
Setelah Anda memahami fungsi kode G, Anda dapat membaca petunjuk pengoperasian dengan lebih mudah saat Anda melihat contohnya. Bahkan jika Anda tidak mahir dengan pemrograman mesin CNC, Anda masih dapat menyadari pentingnya sistem alfanumerik dan kompleksitas prosedur yang diperlukan untuk membuat produk olahan.
Saya pengantar Tentang M-Code
Apa itu kode CNC M?
Kode M adalah bahasa kontrol alat mesin yang digunakan untuk pemesinan CNC. Ini dapat digunakan dalam kombinasi dengan kode G untuk membuka dan menutup berbagai fungsi mesin. Contohnya termasuk mulai dan berhentinya putaran spindel, pembukaan dan penutupan pendingin, penggantian palet, dll. Seperti kode G, ada beberapa kesamaan fungsional antara berbagai platform pengontrol, tetapi definisi akhir dari fungsi kode M tertentu diberikan oleh produsen kontrol.
Kode M-Code
Berikut adalah beberapa contoh kode M:

Perbedaan antara kode G dan kode M
Kode G dan M memiliki tujuan khusus namun berbeda dalam mengontrol peralatan mesin CNC.
Meskipun angka yang menyertai G hanya menunjukkan gerakan dan fungsi sistem, beberapa orang menyebut program CNC sebagai kode G. Nilai M adalah bagian dari program, yang memberi tahu mesin cara beroperasi di luar gerakan.
Saat melihat bagaimana kedua jenis perintah ini dapat digunakan dengan mesin, harap pertimbangkan G untuk memotong dan M sebagai operasi lainnya.
Saat keduanya mengontrol perangkat, mereka mengatur gerakan yang berbeda.
Perintah G memberi tahu alat di mana dan bagaimana cara memotong. Operasi M dapat menginstruksikan mesin untuk mengganti perkakas, memindahkan spindel, atau melakukan tugas non-pemotongan lainnya di dalam peralatan. Jika Anda ingin menyederhanakan proses ini, Anda dapat mempertimbangkan untuk menggunakan perangkat lunak CAD atau CAM, tetapi ini tidak selalu merupakan solusi yang sempurna.
Bahkan jika Anda memiliki program perangkat lunak CAD atau CAM yang dapat mengubah arah pemberian program alfanumerik, Anda harus tetap terbiasa dengan pemrograman CNC untuk melakukan perubahan atau memodifikasi perangkat lunak sesuai dengan input yang diperlukan oleh mesin. Perangkat lunak hanya akan melakukan operasi yang diinstruksikan oleh operator. Jika Anda tidak memahami program yang dihasilkannya, Anda dapat menyebabkan mesin melakukan fungsi yang salah, sehingga membuang waktu dan bahan.


