Die Casting:Kemungkinan Masalah Manufaktur dan Perbaikannya
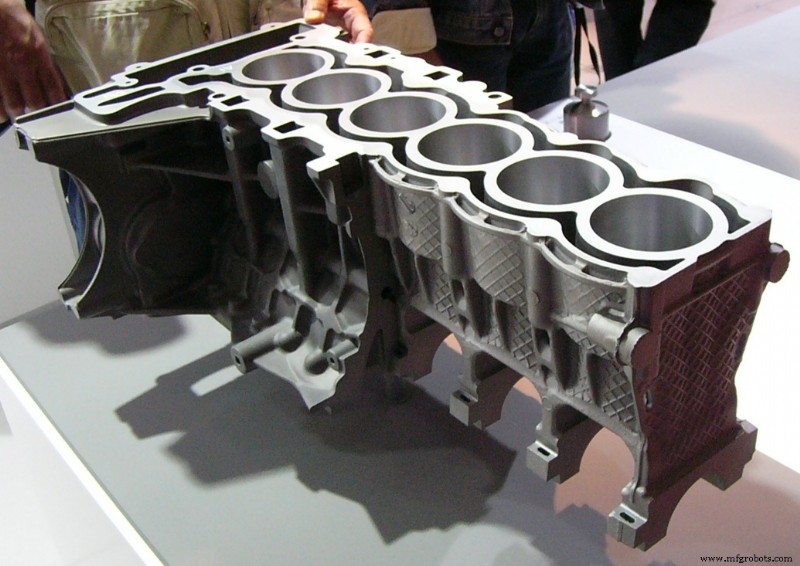
Die casting adalah metode pengecoran presisi. Suku cadang yang diproduksi oleh die casting memiliki toleransi dimensi yang sangat rendah dan presisi permukaan tinggi .
Dalam kebanyakan kasus, bagian die casting dapat dirakit tanpa berputar. Bagian berulir juga dapat dilemparkan secara langsung. Bagian-bagian kecil seperti bagian-bagian kamera umum, bagian-bagian mesin tik, perangkat komputasi elektronik dan dekorasi; bagian kompleks kendaraan seperti mobil, lokomotif, dan pesawat terbang sebagian besar diproduksi dengan die casting.
Dalam posting ini, kami akan memperkenalkan Anda metode utama untuk mengontrol kualitas die casting dari 3 aspek berikut:
- Logam die casting yang dibutuhkan
- Faktor penting yang berpengaruh:Suhu , dan
- Beberapa cacat mungkin terjadi selama proses pembuatan dan cara memperbaikinya
Setelah membaca posting ini, Anda dapat menghindari semua cacat ini untuk memastikan membuat produk dengan kualitas tinggi secara efektif.
1. Logam die casting yang dibutuhkan
Logam yang digunakan untuk die casting terutama meliputi seng, tembaga, aluminium, magnesium, timah, timah, dan paduan timah-timah. Logam die casting yang lebih spesifik termasuk ZAMAK, paduan aluminium-seng, dan standar Alcoa:AA380, AA384, AA386, AA390, dan magnesium AZ91D.
1.1 Karakteristik berbagai logam
Karakteristik berbagai logam selama die casting adalah sebagai berikut:
- Seng :Seng adalah logam die casting yang paling mudah dan mudah dilapisi. Saat membuat suku cadang kecil, ekonomis dan memiliki kekuatan tekan yang tinggi, plastisitas tinggi, serta masa pakai pengecoran yang lama.
- Aluminium :Aluminium ringan, stabilitas dimensi tinggi, ketahanan korosi tinggi, sifat mekanik yang baik, konduktivitas termal yang tinggi, dan konduktivitas listrik yang sangat baik.
- Magnesium :Magnesium mudah dikerjakan dan merupakan logam paling ringan di antara logam die casting yang umum digunakan.
- Tembaga :Cooper memiliki karakteristik kekerasan tinggi dan ketahanan korosi yang kuat. Sifat mekanik Cooper di antara logam die casting adalah yang terbaik.
- Timbal dan timah :Kedua logam ini memiliki kerapatan tinggi dan akurasi dimensi tinggi untuk bagian perlindungan korosi khusus. Untuk masalah keamanan, paduan ini tidak dapat digunakan sebagai fasilitas pengolahan dan penyimpanan makanan. Paduan timbal-timah-bismut (terkadang juga mengandung sedikit tembaga) dapat digunakan untuk membuat tulisan tangan dan stempel panas dalam pencetakan letterpress.
1.2 Luas penampang minimum dan sudut draf minimum untuk berbagai material
Luas penampang minimum dan sudut draf minimum untuk setiap material tercantum dalam tabel di bawah ini, dan bagian paling tebal harus kurang dari 13 mm.
| Logam | Luas penampang minimum | Sudut draf minimum |
| Paduan aluminium | 0,89 mm (0,035 inci) | 1:100 (0,6°) |
| Kuningan dan perunggu | 1,27 mm (0,05 inci) | 1:80 (0,7°) |
| paduan magnesium | 1,27 mm (0,05 inci) | 1:100 (0,6°) |
| Paduan seng | 0,63 mm (0,025 inci) | 1:200 (0,3°) |
2. Faktor penting yang berpengaruh:Suhu
Suhu merupakan faktor yang sangat penting dalam proses die casting. Baik suhu pengecoran maupun suhu cetakan memiliki pengaruh penting pada produk akhir.
2.1 Suhu pengecoran
Saat suhu pengecoran meningkat, kelarutan gas dalam paduan meningkat, yang membuatnya sulit untuk mengendap selama proses die casting, yang mempengaruhi sifat mekanik logam.
Paduan aluminium dan paduan magnesium meningkatkan oksidasi dengan meningkatnya suhu. Inklusi teroksidasi cenderung merusak sifat paduan.
Selain itu, kandungan besi dari logam meningkat dengan meningkatnya suhu, yang menyebabkan penurunan fluiditas dan penurunan kinerja produk.
2.2 Suhu cetakan
Suhu cetakan memiliki pengaruh besar pada kehidupan cetakan. Perubahan suhu yang intens dapat menyebabkan keretakan awal pada cetakan.
Ketika suhu cetakan terlalu rendah, tegangan susut paduan meningkat, dan pengecoran rentan terhadap retak.
Namun, ketika suhu cetakan terlalu tinggi, akan menguntungkan untuk mendapatkan permukaan coran yang halus, tetapi rentan terhadap depresi susut.
3. Beberapa cacat mungkin terjadi selama proses pembuatan dan cara memperbaikinya
3.1 Retak
Dalam proses produksi die casting, cetakan berulang kali mengalami panas, dan permukaan cetakan serta deformasi internalnya menyebabkan retakan mikro.
Oleh karena itu, di satu sisi, cetakan harus cukup dipanaskan pada awal pengecoran. Selain itu, cetakan harus dijaga dalam kisaran suhu operasi tertentu selama proses die casting untuk menghindari kegagalan retak dini.
3.2 Fragmentasi
Di bawah aksi gaya injeksi, cetakan akan retak pada titik terlemah, terutama tanda goresan atau tanda elektromachining pada permukaan cetakan cetakan tidak dipoles, atau retakan halus akan muncul pertama kali di sudut cetakan yang jelas.
Ketika batas butir memiliki fase getas atau butir kasar, maka akan mudah patah. Retakan menyebar dengan cepat selama patah getas, yang merupakan faktor berbahaya bagi kegagalan cetakan.
Untuk alasan ini, di satu sisi, goresan, bekas pemesinan listrik, dll. pada permukaan cetakan harus dipoles, meskipun dalam sistem penuangan. Selain itu, bahan cetakan yang digunakan harus memiliki kekuatan tinggi, plastisitas yang baik, ketangguhan impak dan ketangguhan patah.
Itu semua tentang masalah kualitas die casting. Semoga bermanfaat! Jangan ragu untuk meninggalkan komentar Anda di bawah, jika Anda memiliki pertanyaan.
Catatan:
1. Kami tidak memiliki gambar yang digunakan dalam posting ini. Jangan ragu untuk menghubungi kami jika itu milik Anda, dan kami akan menghapusnya secepat mungkin.
2. Statistik berasal dari: Degarmo, E. Paul; Hitam, JT.; Kohser, Ronald A. Bahan dan Proses di Manufaktur (edisi ke-9). Wiley. 2003:331.


